PHC-05原料型加氢裂化催化剂开发及应用
2022-06-30田宏宇李海岩谢方明孙发民颜子金
田宏宇,李海岩,谢方明,孙发民,颜子金
(中国石油石油化工研究院大庆化工研究中心,黑龙江大庆163714)
近年来,国内炼油产业存在油品结构不合理、化工产能不足、芳烃和烯烃等基础化工原料短缺等问题。2020年,中国1次炼油能力9.54×108t/a,开工率75%,炼油能力过剩2×108t/a,成品油供应过剩加剧[1]。目前在建装置产能6 900×104t,规划产能2.4×108t,预计“十四五”末期炼油产能超过10×108t,部分落后产能面临淘汰,因此,需要炼油转型升级、调整产品结构、降低柴汽比,从而实现炼化一体化,解决炼油能力过剩问题[2]。
1 PHC-05催化剂开发
针对炼化产品结构调整及炼化转型升级需求,中国石油石油化工研究院(以下简称石化院)适时开发出了1 种化工原料型加氢裂化催化剂PHC-05。该催化剂以MSY 分子筛作为主要酸性组分,创新性的采用流化态水热超稳化技术,大幅度脱除孔道中的非骨架铝和钠离子,实现了脱铝、补硅的均匀改性,其中B 酸含量是L 酸的10.6 倍,介孔孔径达45 nm。MSY 分子筛丰富的介孔结构和酸性中心,提高了蜡油分子2次裂化定向转化能力,有效防止单环芳烃及环烷烃、直链烷烃理想产物的进一步裂化[3]。以MSY 分子筛为裂化活性组分,镍钨为加氢活性组分,采用络合法组装技术,实现催化剂加氢与裂化功能的合理匹配,最终开发出PHC-05化工原料型加氢裂化催化剂[4]。
PHC-05可将劣质2次加工油直接转化为重整原料和乙烯原料,具有原料适应性强,产品质量好,生产方案灵活等优点,适应1 段串联和全循环等工艺流程,实现多产重石脑油、多产尾油和兼产航煤,是适合中国炼化转型升级的关键生产技术。该催化剂于2018 年在某石化公司120×104t/a 加氢裂化装置成功应用,取得良好工业应用效果[5]。
2 PHC-05催化剂工业应用情况
为满足某石化公司120×104t 加氢裂化装置增产重石脑油、改善尾油产品质量和兼产航煤技术需求,采用化工原料型加氢裂化催化剂(PHC-05)技术完成装置改造设计,于2018 年9 月在该石化公司120×104t 加氢裂化装置首次工业应用并实现开车成功,其中加氢裂化预处理催化剂采用石化院自主开发的PHT-01。
2.1 原料油
该公司加氢裂化装置采用的原料油主要包括常3、催化重柴油、减1、减2 线酮苯轻去蜡油、减2线酮苯重去蜡油、脱蜡油等,原料油性质见表1。
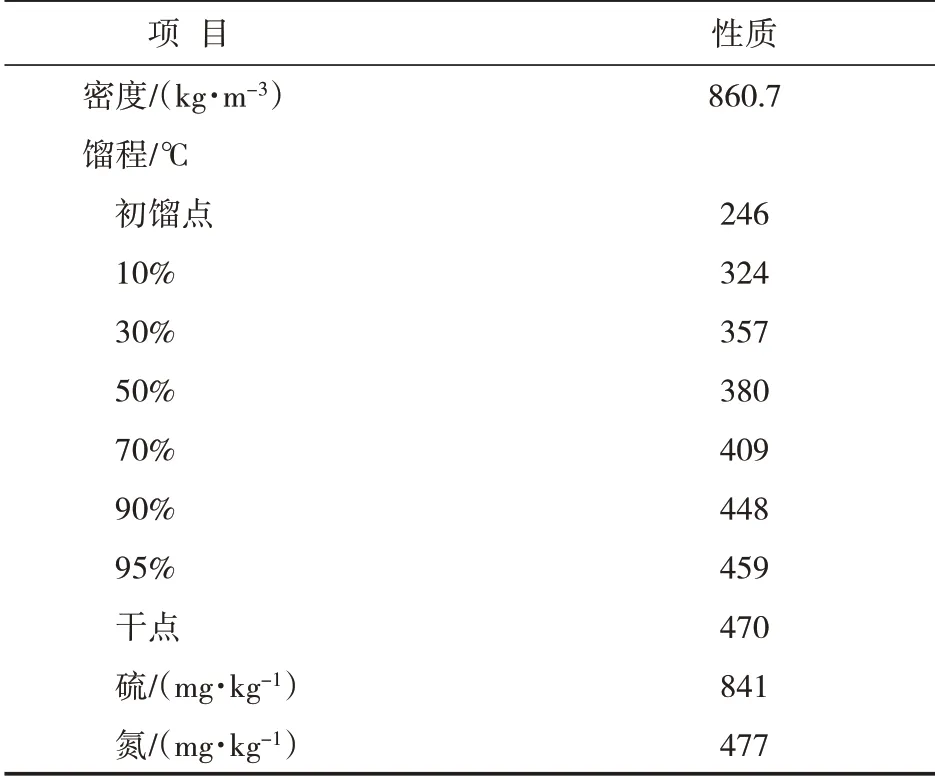
表1 加氢裂化装置原料油性质
由表1 可知,原料油密度860.7 kg/m3、馏程246~470 ℃、硫含量841 mg/kg、氮含量477 mg/kg。
2.2 工艺条件及产品性质
采用上述原料油,在氢分压14.2 MPa、入口氢油体积比580、裂化反应平均温度368 ℃的条件下,PHC-05催化剂在120×104t/a加氢裂化装置应用效果见表2、3。
从表2 可以看出,轻石脑油收率11.3%,重石脑油收率47.5%,化工原料总收率达到68.9%,同时能够保证C5+液体收率达到99%以上,有效解决了高化工原料选择性和高液体产品收率兼顾性的问题[6]。裂化平均温度368 ℃,与技术指标≯385 ℃的要求仍有17 ℃空间,若将裂化体积空速提高,只需再补偿5~6 ℃,产品可以满足指标要求。
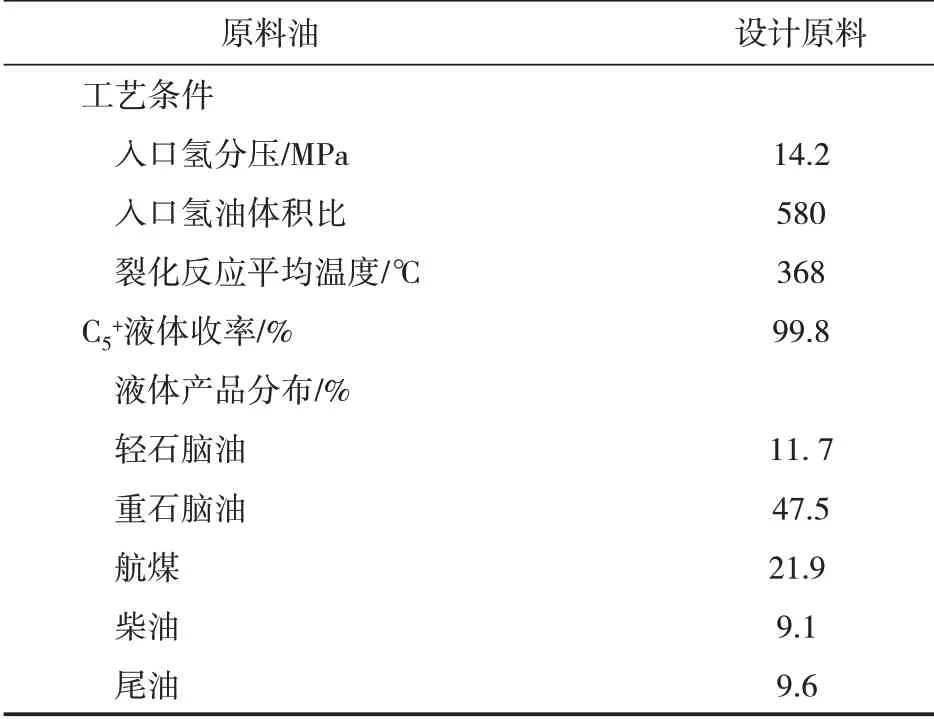
表2 120×104 t/a加氢裂化装置产品收率
从表3 可以看出,重石脑油硫、氮含量均小于0.5,芳潜39%以上,航煤馏分烟点37 mm 以上,闪点44.5 ℃,柴油十六烷值70 以上,尾油BMCI 值不高于3.8,产品质量好。PHC-05 催化剂加工劣质油获得的产品可直接作为重整原料和乙烯裂解料,能够满足该石化公司增产重石脑油、改善尾油产品质量和兼产航煤技术需求。
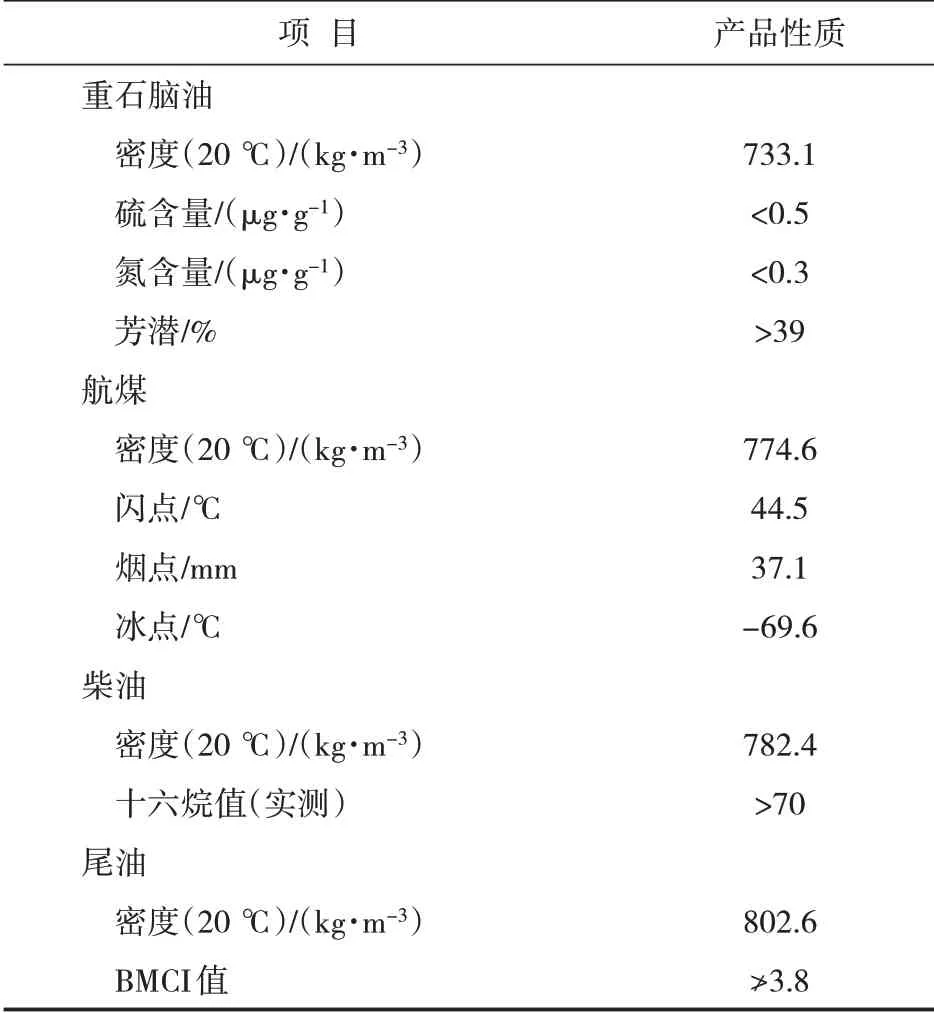
表3 120×104 t/a加氢裂化装置产品性质
2.3 本周期与上周期对比
第2 周期,该石化公司120×104t/a 加氢裂化装置运行采用PHC-05 化工原料型加氢裂化催化剂,提高了化工原料产品收率,改善了尾油产品质量。该石化公司120×104t/a 加氢裂化装置第2 周期与第1周期产品收率、产品质量对比结果见表4。
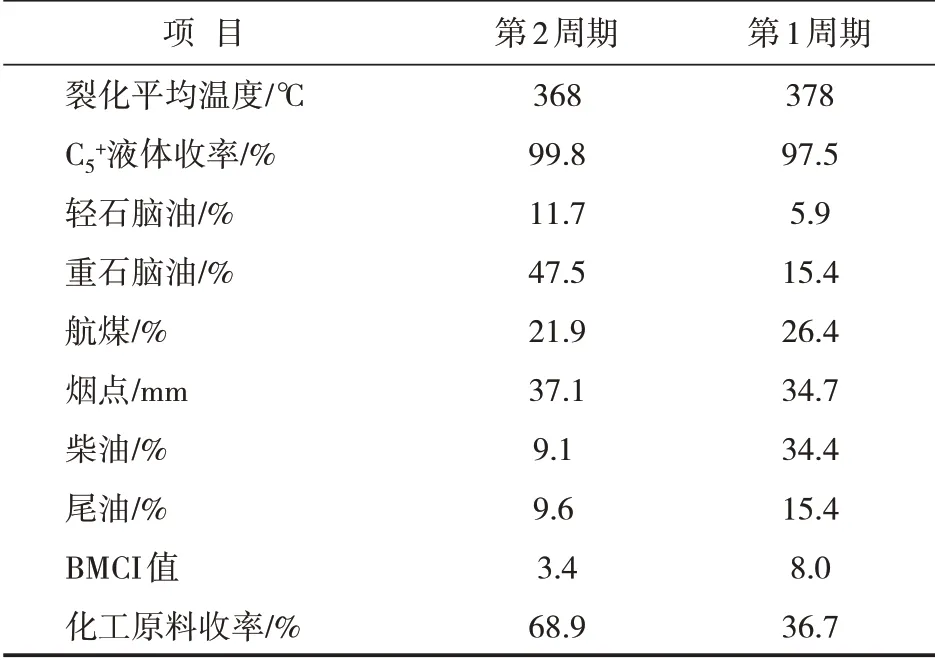
表4 120×104 t/a加氢裂化装置2周期运行情况对比
从表4 可以看出,第2 周期裂化温度降低了10℃,且液体产品收率、产品结构、尾油产品质量显著提升,液体产品收率提高2.3%,石脑油收率提高37.9%,化工原料收率提高32%,柴油收率显著降低,实现了压减柴油增产化工原料兼产航煤的需求。产品质量方面,第2周期航煤和尾油产品质量获得显著改善,航煤烟点提高3.4 单位,BMCI 值相比第1周期降低4.6单位。
2.4 装置运行长周期
装置从2019 年1 月累计运行24 个月,裂化平均温度、转化率及产品分布情况见图1~3。
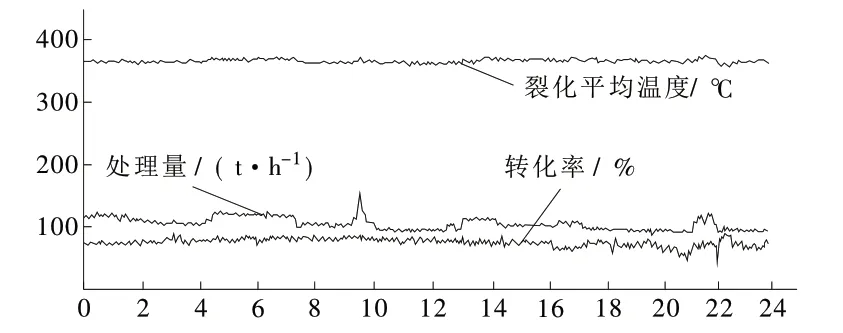
图1 加氢裂化装置运行情况
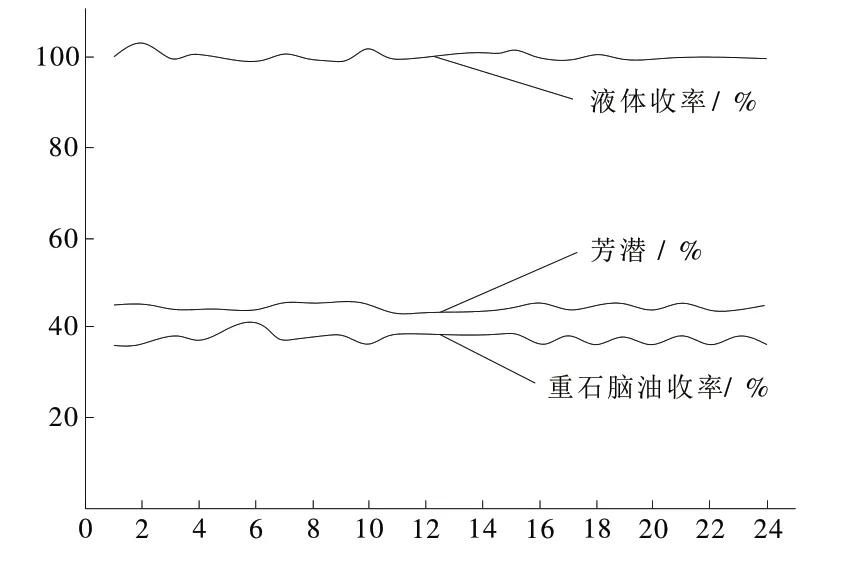
图2 加氢裂化装置产品情况(1)
从图中可以看出,装置在相同处理量下,裂化平均温度变化趋势较平稳,平均温度从初始368 ℃最高升至371 ℃,总温升≯5 ℃,通过推算满负荷下PHC-05催化剂温升≯5 ℃/a,产品转化率平稳。
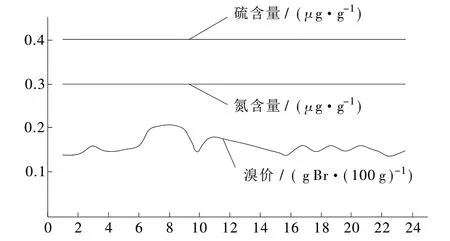
图3 加氢裂化装置产品情况(2)
3 结束语
(1)开发了PHC-05 化工原料型加氢裂化催化剂,以MSY 分子筛为酸活性中心,蜡油分子2 次裂化定向转化能力显著提高,有效防止理想产物的进一步裂化,具有原料适应性强,产品质量好,生产方案灵活等优点,实现多产重石脑油、多产尾油和兼产航煤技术需求。
(2)PHC-05 催化剂于2018 年在某石化公司120×104t/a 加氢裂化装置成功应用。第2 周期在产品分布方面:轻石脑油收率11.3%,重石脑油收率47.5%,化工原料总收率达到68.9%,C5+液体收率达到99%以上;在产品质量方面:重石脑芳潜39%以上,航煤馏分烟点37 mm 以上,柴油十六烷值70 以上,尾油BMCI 值不高于3.8。与第1 周期相比裂化温度降低10 ℃,液体产品收率提高2.3%,化工原料收率提高32%,航煤烟点提高3.4单位,BMCI 值降低4.6 单位。装置累积平稳运行24 个月,裂化反应总温升≯5 ℃,产品分布及质量均趋于稳定。
