双向推力角接触球轴承装配高和高度的精确控制
2022-06-22王东峰王智勇王燕霜李兵建李玉亭
王东峰,王智勇 ,王燕霜,李兵建,李玉亭
(1.洛阳轴承研究所有限公司,河南 洛阳 471039;2.河南省高性能轴承技术重点实验室,河南 洛阳 471039;3.滚动轴承产业技术创新战略联盟,河南 洛阳 471039;4.齐鲁工业大学(山东省科学院) 机械与汽车工程学院,济南 250300)
符号说明
ai,Δai——内圈沟位置尺寸及偏差,mm
ae,Δae——外圈沟位置尺寸及偏差,mm
B——单列角接触球轴承内圈宽度,mm
C——单列角接触球轴承外圈宽度,mm
di,Δdi——内圈沟底直径及偏差,mm
De,ΔDe——外圈沟底直径及偏差,mm
Dw,ΔDw——钢球直径及偏差,mm
Fa——预载荷,N
Gr——径向游隙,mm
H,ΔH——双向推力角接触球轴承装配高及偏差,mm
H1, ΔH1——单列角接触球轴承装配高及偏差,mm
Ri,ΔRi——内沟曲率半径及偏差,mm
Re,ΔRe——外沟曲率半径及偏差,mm
T,ΔT——双向推力角接触球轴承高度及偏差,mm
Z——球数
α——接触角,(°)
由于在实际使用中角接触球轴承只承受单向轴向载荷,一般要组配使用[1]才能承受双向轴向载荷。双向推力角接触球轴承可同时承受双向轴向载荷及径向载荷,且结构紧凑,广泛应用于数控机床中[2]。双向推力角接触球轴承的互换性要求较高,在使用过程中要严格控制其装配高和高度。
为实现装配时的互换性,文献[3]对影响双向推力角接触球轴承装配高的各个因素进行了分析,并通过压缩各参数的偏差控制轴承装配高,但未分析各参数对轴承高度的影响程度,也没有考虑设备加工能力,不能准确优化工艺进而精确控制双向推力角接触球轴承装配高和高度。鉴于此,建立了双向推力角接触球轴承各参数对其装配高和高度的影响系数计算模型,并以234426MSP双向推力角接触球轴承为例,计算得到各参数对其装配高和高度的影响系数,结合设备加工能力,优化匹配各参数的偏差,实现双向推力角接触球轴承装配高和高度的精确控制。
1 双向推力角接触球轴承装配高和高度的影响因素分析
双向推力角接触球轴承结构如图1所示,由外圈、内圈、2列钢球和保持架组成[4],接触角为60°,能承受较大的双向轴向载荷。双向推力角接触球轴承装配高H指轴承一端外圈端面到另一端内圈端面的距离,高度T指2个内圈基准面的距离,如图2所示。双向推力角接触球轴承一般与双列圆柱滚子轴承组配应用于精密数控车床主轴中,如图3所示。双向推力角接触球轴承可以看做2套单列角接触球轴承背靠背组配使用,其装配高按单列角接触球轴承装配高计算,高度则按单列角接触球轴承高度的2倍计算。

图1 双向推力角接触球轴承结构图

图2 双向推力角接触球轴承装配高和高度示意图

图3 双向推力角接触球轴承应用示意图
1.1 单列角接触球轴承装配高的影响因素分析
单列角接触球轴承装配高如图4所示,可表示为
H1=ai+ae-(Ri+Re-Dw)sinα。
(1)

图4 单列角接触球轴承装配高示意图
由几何关系可得
(2)
钢球与径向游隙的关系为
Gr=De-di-2Dw。
(3)
联立(1),(2),(3)式可得
H1=ai+ae-
(4)
对 (4)式求导可得ai,ae,De,di,Ri,Re,Dw对轴承装配高的影响系数为
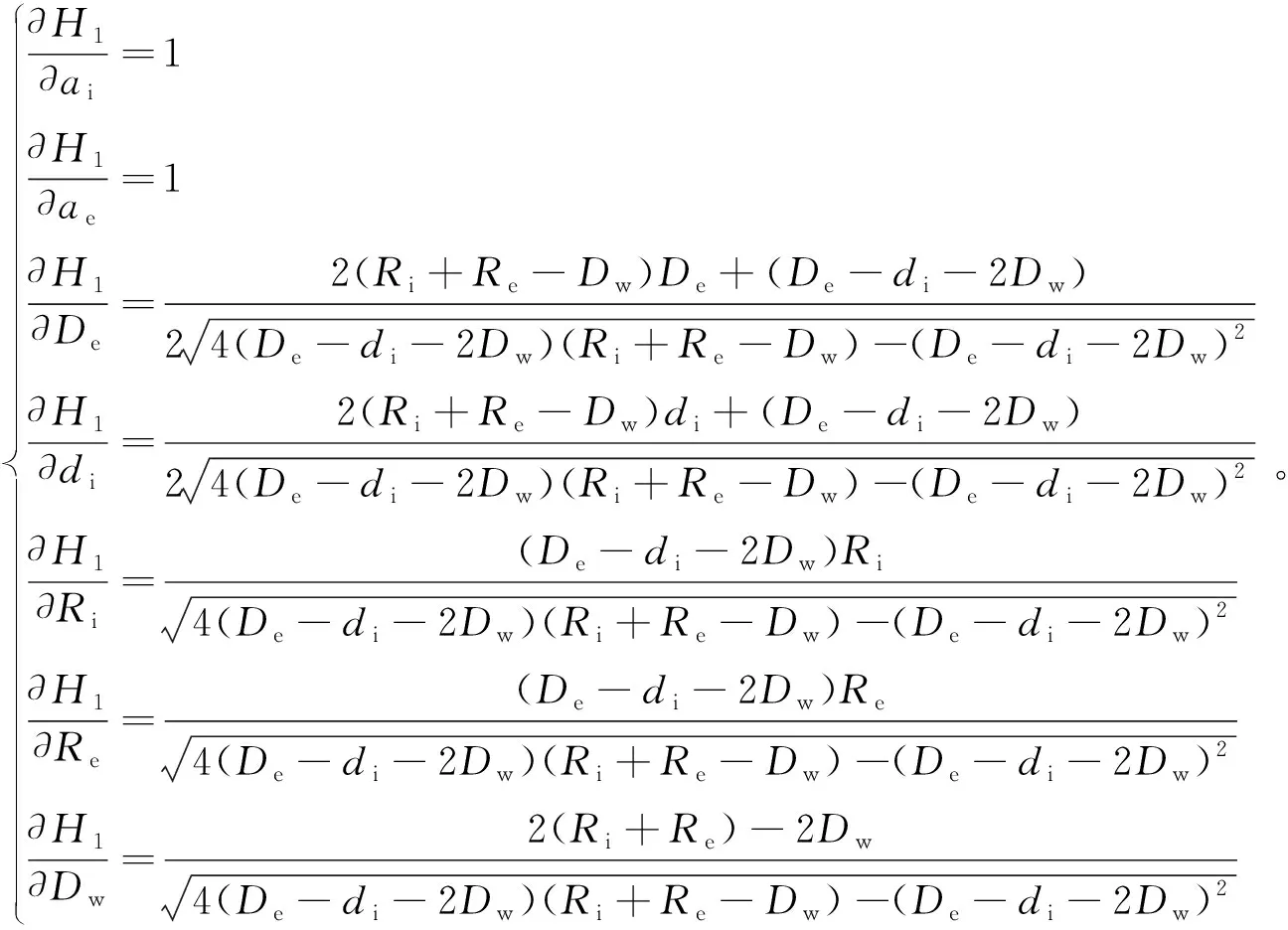
(5)
考虑各参数偏差,得到单列角接触球轴承装配高偏差为
(6)
1.2 双向推力角接触球轴承装配高和高度的影响因素分析
双向推力角接触球轴承装配高仅与轴承外圈、一个内圈、球和保持架组件有关,可以将其看成内、外圈不等高的异形单列角接触球轴承,如图5所示(实线部分)。
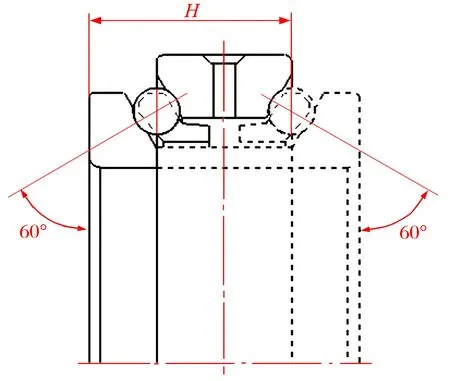
图5 异形单列角接触球轴承
计算双向推力角接触球轴承装配高时,仅需将单列角接触球轴承外圈沟位置尺寸ae换成双向推力角接触球轴承AE(图6)即可,各参数对轴承装配高的影响系数计算方法相同,即
(7)

图6 双向推力角接触球轴承结构参数示意图
将双向推力角接触球轴承看成2套相同的内、外圈不等高的异形单列角接触球轴承背靠背组配而成,双向推力角接触球轴承高度T=2H1,如图7所示。
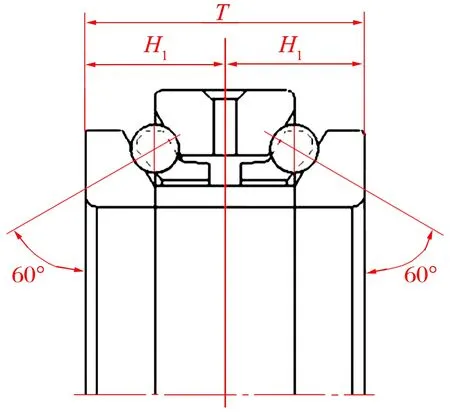
图7 双向推力角接触球轴承高度示意图

(8)
2 双向推力角接触球轴承装配高和高度控制实例分析
以234426MSP双向推力角接触球轴承为例分析,轴承相关参数及实际加工偏差见表1。客户要求装配高和高度偏差分别控制在0.06,0.12 mm以内。

表1 234426MSP轴承相关参数及实际加工偏差
2.1 双向推力角接触球轴承装配高和高度的影响系数计算
将表1的参数代入 (1)~(8)式可得各参数对轴承装配高和高度的影响系数,见表2。由表2可得轴承装配高偏差范围与各参数偏差绝对值的关系为
ΔH=Δai+ΔAE+0.3ΔDe+0.3Δdi+
0.6ΔRi+0.6ΔRe+1.2ΔDw,
(9)
轴承高度偏差范围与各参数偏差绝对值的关系为
0.6ΔRi+0.6ΔRe+1.2ΔDw) 。
(10)
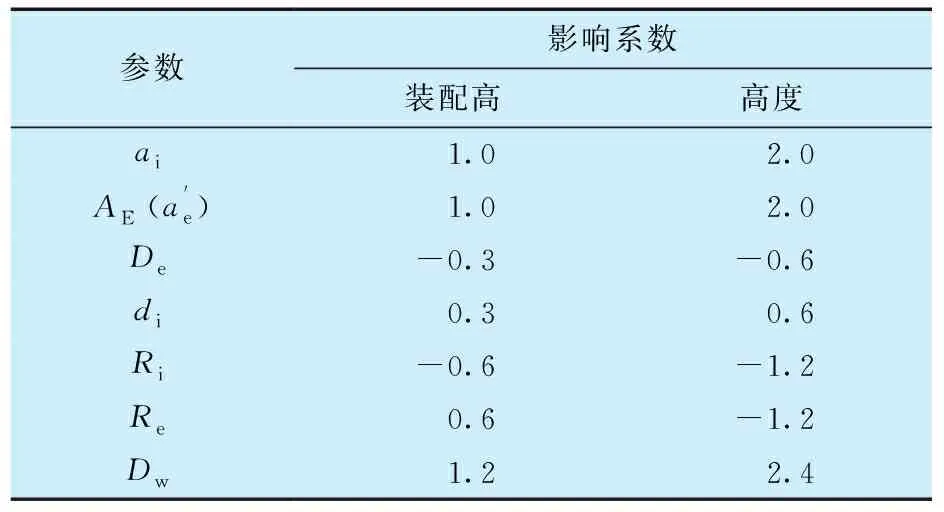
表2 各参数对234426MSP轴承装配高及高度的影响系数
将表1中参数偏差的绝对值代入(9),(10)式可得ΔH=0.139 mm,ΔT=0.278 mm,不能满足客户要求,需进行参数偏差的优化匹配。
2.2 参数偏差的优化匹配
由表2及(9),(10)式可知:各参数对轴承装配高和高度的影响顺序依次为球径(影响系数为1.2)、沟位置(影响系数为1.0)、沟曲率半径(影响系数为0.6)、沟底直径(影响系数为0.3)。钢球属于外采标准件,加工时不考虑,轴承装配时可以通过选择不同规值的钢球调整轴承装配高和高度。加工时应重点控制沟位置和沟曲率半径偏差,沟底直径偏差不调或微调。
在优化匹配偏差时,需考虑设备的加工能力。设备工序能力指数Cpk[6]是技术要求或产品质量标准与工序能力的比值,表示设备处于稳定状态下的实际加工能力,是人、机、料、法、环5个质量要素综合作用的结果。设备工序能力可以根据工序能力指数评定分级表判断,见表3[5],σ为正态分布的标准偏差。

表3 设备工序能力指数评定分级表
通过评估当前生产线加工能力,得到对轴承装配高和高度影响较大的参数Cpk值,见表4:各参数偏差有较大的提升空间,考虑加工效率和生产成本,在满足客户要求的前提下,调整内、外圈沟位置及沟底直径偏差,其他参数偏差不调整。优化后各参数及偏差见表5。

表4 234426MSP轴承相关参数Cpk值

表5 优化后234426MSP轴承相关参数的偏差
将表5中参数偏差的绝对值代入(9),(10)式可得ΔH=0.05 mm,ΔT=0.10 mm,满足要求。
3 结束语
建立了双向推力角接触球轴承各参数对其装配高和高度影响系数的计算模型,并以234426 MSP双向推力角接触球轴承为例,计算了各参数对其装配高和高度的影响系数,结合设备工序能力指数Cpk,对轴承加工参数偏差进行优化匹配,实现了轴承装配高和高度的精确控制。该方法同样适用于单列角接触球轴承、三点和四点接触球轴承、单列和双列圆锥滚子轴承。此外,文中方法也可推广到轴承接触角、凸出量、径向及轴向游隙等其他指标的精确控制。
