在线脱轻技术在炭素导热油系统的研究与应用
2022-06-16赵旭年卢卫红宋大庆
陈 伟,赵旭年,卢卫红,宋大庆,陈 旭
(陕西有色榆林新材料集团有限责任公司,陕西 榆林 719000)
导热油作为高效热载体普遍应用于化工、冶金等诸多行业,国家出台了《GB24747-2009》、《GB23971-2009》、《TSG G0001-2012》相关国标规程作为指导。导热油在长时间运行后会出现轻组分逐渐升高闪点降低,给导热油系统带来很大的运行风险。依据上述国标相关要求需要对闪点过低或轻组分过高的导热油进行更换或者脱轻处置,一般企业为节约成本选择拉出去脱轻再生达标后再拉回来注入系统使用,整个过程需要长时间停产,费时费力,且不安全,拉运手续繁琐。陕西有色榆林新材料集团有限公司联合国内某科技公司对阳极导热油系统研发出在大循环下建立脱轻小循环的工艺技术,在实施过程中安全、高效、操作简单,实现了生产系统不停车脱除轻组分提高导热油闪点的目的。
1 概 述
陕西有色榆林新材料集团有限责任公司阳极分公司成型车间导热油系统于2013年4月投运,导热油热媒系统由煅烧回转窑高温烟气供热运行,系统所用的导热油为道达尔热速力3120(现更名为热速力AB),属烷基苯合成导热油,最高使用温度为300℃。根据用热需要和工艺要求,导热油系统由三个不同温度区间的循环系统组成,分别为主循环:270~290℃;二循环:240~260℃;三循环:210~230℃,目前导热油系统运行工艺温度为260~265℃。在满足工艺温度条件下的导热油系统运行油量约为250吨,低位槽储存油量约为50吨,合计约为300吨。根据国标《GB24747-2009》7.1.1规定:在用有机热载体应至少每年取样检验一次(如表1所示),为此阳极分公司每年对导热油系统取样送至具备资质的第三方机构检测质量指标,检验项目包括闪点、残炭、运动粘度、酸值、水分等。根据检测结果显示,经过近9年的运行,导热油残炭、运动粘度、酸值等三项质量指标变化较小,均处于国标允许使用范围,截止2021年5月第三方机构检测导热油闪点仅为110℃,已接近国标安全警告使用范围(如图1所示),通过每年检测发现导热油闪点指标呈现逐年递减趋势(如下图2所示)。

表1 在用有机热载体的质量指标和试验方法(GB24747-2009)

图1 第三方机构检测导热油质量指标(2021年)
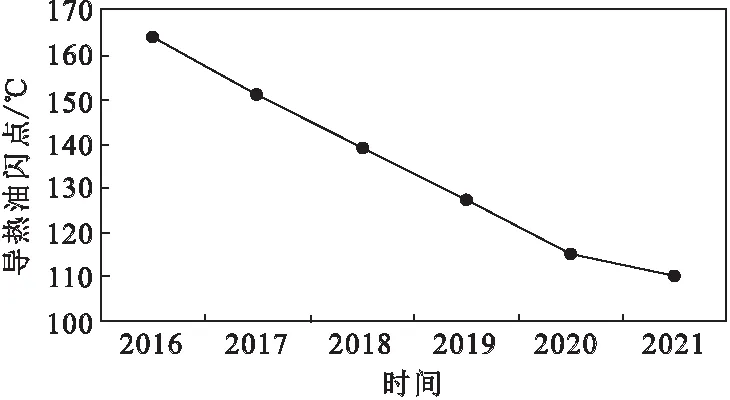
图2 导热油闪点变化趋势图
2 导热油中轻组分含量高的原因分析及危害
一般来说,高温运行状态下导热油中的轻组分以气相的形态存在于导热油系统管路中,导热油闪点降低是由于导热油系统中轻组分无法正常排出或轻组分聚集过多造成的。
2.1 原因分析
2.1.1 热裂解
由于炭素生阳极工艺需要,导热油长期处于275~285℃高温运行状态,在高温状态下导热油会不断发生热裂解反应,热裂解的产物则以轻组分为主,在导热油最高使用范围以内,导热油运行温度越高热裂解速率越快,产生的气相轻组分越多。
2.1.2 温升不稳定
余热热媒系统采用煅烧车间回转窑高温烟气作为加热源,相比于传统的备媒锅炉PLC通过天燃气火焰大小控制导热油温升、温控的精准度而言,余热热媒系统则仅能通过风机频率调整控制导热油温度,且随时受回转窑投料量、回转窑风机频率等影响,导热油温升、温控不能很好地控制在理想温度区间内,个别时候存在升温速率过快等弊端,短时间内烟气量增迅速加量致使余热热媒锅炉导热油盘管快速受热,局部盘管中导热油温度快速上涨,加剧导热油热裂解,轻组分随之产生。
2.1.3 冷油含水
导热油在正常运行温度条件下会产生一定的热膨胀量,低位槽存有部分冷油用于系统降温后的补充量,低位槽与大气联通,受不同天气变化影响,低位槽内外部形成温差,槽内部表面不可避免产生冷凝现象,冷凝水沉积于导热油下层,在岗位人员低位槽排水不彻底或有轻微混合时,注入系统后与高温导热油发生反应,产生少量轻组分。
2.1.4 系统缺陷
气相轻组分比空气质量小,正常情况下气相轻组分通过油气分离器经膨胀管进入膨胀槽,备媒泵房回油管路虽然设计有油气分离器及膨胀管,但距离高楼部膨胀槽较远,膨胀管布置过长,且沿途有多个90°弯道,受限于管路系统缺陷,气相轻组分无法有效通过膨胀管进入膨胀槽并排至大气,导热油系统中轻组分长期积累且数量持续增加。
2.2 导热油中轻组分含量高的危害
2.2.1 危险性高
导热油中轻组分含量高是导热油闪点持续降低的主要原因,闪点又称闪火点,是指在加热条件下有机热载体蒸气与空气形成混合气体遇明火接触时立刻燃烧的最低温度。因此导热油闪点持续下降且系统一旦出现泄漏并遇明火将出现闪燃,引发火灾,存在较大安全隐患,对于企业安全生产影响巨大。
2.2.2 气蚀频繁
气相的轻组分随着导热油在油泵的作用下强制循环,易出现流量不稳定的现象,会造成油泵及阀门气蚀现象,油泵出口压力表指针波动幅度大,油泵及阀门出现异响及振动,长时间出现气蚀现象会降低油泵和阀门的使用寿命,严重的可能造成设备事故及大面积泄漏事故。
2.2.3 压力波动
长期生产实践显示,在高楼部生阳极生产线出现设备故障安排停产后,由于换热效率短时间内大幅降低,加上气相轻组分聚集性、断层性通过用热设备及油泵,导热油主循环回油压力从0.24 MPa异常下降至0.16~0.18 MPa,造成系统压力波动,膨胀槽液位急速上升,岗位人员需在膨胀槽处进行手动排油操作,以至导热油主循环回油管路出现“缺油”现象,即便处置措施及时得当,仍需要完成系统降温、系统稳压、系统注油、系统升温等操作步骤,耗时较长且延误生产时机;如处置不当,可能造成膨胀槽喷油事故。
3 解决轻组分过高摸索实验及调研
3.1 摸索掺配新油稀释提高闪点
陕西有色榆林新材料集团有限责任公司阳极分公司牵头成立课题组,与导热油供应商以及第三方检测机构联合进行了导热油掺配稀释试验,设定新油与系统在用油按照1∶2、1∶3、1∶5等不同比例下掺配稀释的试验条件(如图3~5),检测结果显示新油与在用油比例在1∶5的情况下闪点指提高了12℃;在最高1∶2的混配比例下导热油闪点也仅提高了26℃(如图3所示),核算至系统现用油量则需置换出100吨在用导热油,闪点提升效果也不是很明显,对企业生产成本造成巨大压力且系统启停周期大幅延长,因此掺配新油稀释以提高导热油闪点的方法不可取。
图3 新油与在用油按1∶2比例混配试验检测结果

图4 新油与在用油按1∶3比例混配试验检测结果

图5 新油与在用油按1∶5比例混配试验检测结果
3.2 导热油在线脱轻技术的调研论证及确定
导热油在线脱轻是一项较为成熟的技术,广泛应用于多晶硅、化纤、印染、化工行业,在解决导热油轻组分过高的问题上有着较为显著的作用,作业过程具有较高的安全性、稳定性。陕西有色榆林新材料集团有限责任公司为了系统、科学地掌握导热油在线脱轻技术所采用设备设施、工艺流程以及安全性能,安排技术人员前往山东德州、山东东营等地的化工、化纤企业进行实地调研考察,调研考察对象为使用同类型烷基苯合成导热油、导热油运行油量相近,且正在实施导热油在线脱轻的企业。
企业A导热油系统用油量约为300吨,使用LQB300型烷基苯合成导热油,工作温度285℃,2020年导热油年检报告显示闪点115℃,经为期40天的导热油在线脱轻处理(单套设备),导热油闪点提高至171℃。
企业B导热油系统用油量约为280吨,使用LQC320型烷基苯合成导热油导热油,工作温度310℃,2020年导热油年检显示闪点135℃,经为期30天的导热油在线脱轻处理(单套设备),导热油闪点提高至176℃。
结合以上两家已实施了导热油在线脱轻企业的调研考察,课题组采用项目实施因素评分法,在安全施工、生产成本、工作效率、目标实现等方面开展阳极导热油在线脱轻可行性研究论证,最终选定导热油在线脱轻技术作为提高导热油闪点的技术路线。
4 导热油在线脱轻技术的应用研究
4.1 基本原理
导热油系统在不停车的状态下,将高温导热油从系统中引至脱轻装置内,先进入真空闪蒸装置,在真空状态下,气相轻组分与液相导热油得到分离,分离后的气相轻组分进入轻组分收集罐并冷凝成液相轻组分,液相导热油返回导热油系统,不断循环,通过逐步增加真空度以提高气相轻组分的分离量,直至导热油系统中的气相轻组分被排除,经闪点测试仪检测导热油闪点达到相应指标要求。
4.2 工艺流程图及工艺
工艺描述:热媒系统主循环供油管路中的高温导热油由排油管经外接管道进入精馏釜,气相轻组分通过精馏釜顶部排至冷凝罐冷凝,冷凝后的液相轻组分放至空油桶中,液相导热油经精馏釜出口进入主循环回油管路。
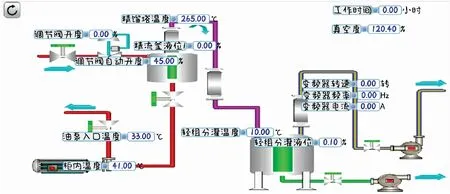
图6 导热油在线脱轻工艺流程图
4.3 设备组成及现场条件
由精馏釜、真空罐、真空泵、轻组分储存罐、监控面板、电气控制系统、冷却系统以及附属管路等组成。实施循环量约为300吨的导热油系统在线脱轻项目投资金额约为235万元,包含补充新油购置费用和导热油在线脱轻技术服务费用两部分。其中现在需要具备以下条件:冷却水:0.2~0.4 MPa,3~6 m3/h;动力电:15 kW;压缩用气:0.4~0.6 MPa,8 m3/h。
4.4 导热油在线脱轻导轻的应用
根据脱轻设备厂家提供其脱轻设备出口压力约为0.3 MPa的运行条件,为确保导热油系统中高温热油顺利通过脱轻设备并返回系统中,结合导热油系统各部位运行压力、管道直径等参数以及脱轻设备运行参数,经过对现场各类循环管路的核实,选择在主循环供回油排油管位置外接DN100管道。当前导热油系统主循环供油压力0.49 MPa,回油压力0.24 MPa,满足脱轻设备所需压力、流量等条件,且该管道位于热媒泵房室外,室外场地宽阔,易于人员操作和巡检,在出现紧急情况下可快速、有效采取应急措施进行处置。
为保证上下游工序的正常生产组织,成型车间根据自身生产特点,结合生产原料储存周期、产品库存消耗周期等诸多因素,制定项目实施周期15天。围绕项目实施周期,力求将项目实施达到高效、快速的目的,采用两套脱轻设备之间并联,在导热油系统大循环下建立在线脱轻的小循环方式,以导热油闪点(开口)提高至≥170℃为预期目标开展项目实施。
在线脱轻设备安装调试正常后,随着在线脱轻的实施通过表2和图7数据分析可以得出,随着导热油系统温度的提升和真空度的增加,导热油系统中的气相轻组分不断分离出来,经过冷凝罐形成液相轻组分排至空桶,主要经历以下四个阶段。

表2 导热油在线脱轻实施过程参数表

图7 导热油在线脱轻排出轻组分趋势变化图
第一阶段:第一天至第二天处于导热油在线脱轻的初期,导热油温度处于240℃时,脱轻设备在未启动真空泵的状态下,高温导热油仅经过精馏釜装置,便可分离出轻组分10.053吨,这表明系统中的确存有轻组分,且数量巨大;
第二阶段:第三天至第六天处于导热油在线脱轻的中前期,此时导热油温度提升了20℃至260℃,脱轻设备启动真空泵组件,真空度约为0.2~0.4 MPa,该阶段分离出轻组分18.955吨,这个时期平均每日排出冷凝后的液相轻组分4.738吨,是四个阶段中日均产生数量最多的阶段;
第三阶段:第七天至第十二天处于导热油在线脱轻的中后期,导热油温度提升了10℃至270℃,真空度提升至0.6~0.8 MPa,该阶段分离出轻组分22.417吨,这个时期平均每日排出冷凝后的液相轻组分3.736吨,导热油系统中的轻组分明显较第二阶段下降,随着导热油温度的提升和脱轻设备真空度的提高,但依旧产生较多数量的冷凝液相轻组分;
第四阶段:第十三天至第十五天处于导热油在线脱轻的末期,导热油温度提升了5℃至275℃,真空度已提高至0.9 MPa,该阶段分离出轻组分5.098吨,这个时期平均每日排出冷凝后的液相轻组分1.7吨,这说明即便是将导热油温度提至超过日常工作温度10℃,脱轻设备真空度提至最高范围,导热油系统中的气相轻组分在当前这个时期基本被全部分离出来。
对表3导热油在线脱轻项目实施过程施工方检测闪点数值数据分析显示,随着周期15天的导热油在线脱轻项目的深入实施,导热油闪点呈现不断上升的趋势,由此可以判断气相轻组分基本已在当前运行温度下基本全部排出,考虑到导热油系统在脱轻末期的运行温度(275℃)已超过日常工作温度10℃,已达到并超出项目实施目标(170℃)如图8。
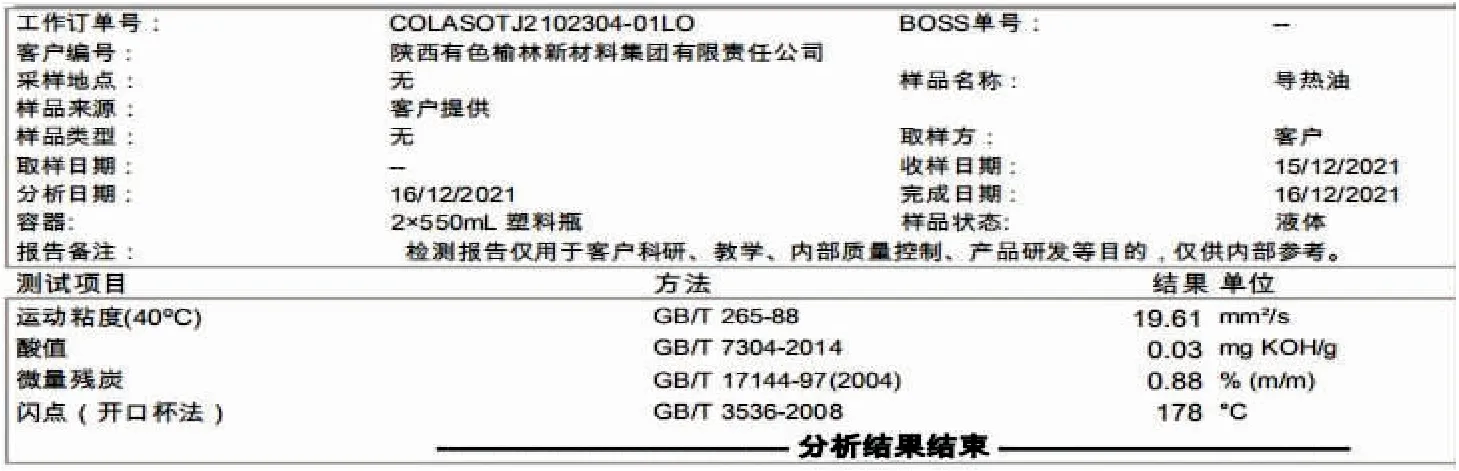
图8 项目验收第三方检测报告

表3 导热油在线脱轻项目实施过程施工方检测闪点数值 ℃
5 实施后系统运行效果
陕西有色榆林新材料集团有限责任公司阳极分公司成型车间导热油在线脱轻项目实施前后历时15天,导热油闪点由实施前的110℃提高至实施后的178℃,累计产生冷凝轻组分56.523吨,项目实施结果高于预期目标。同时导热油系统运行情况趋于安全、稳定,主要体现在以下几点:
(1)人工辅助排气气量下降明显,作业频次减少,降低岗位人员劳动强度;
(2)导热油系统升温过程较前期平稳,升温速率能够按照升温曲线执行;
(3)导热油系统压力不再受生产线中断后换热量下降而瞬间降低,未出现导热油系统波动问题;
(4)余热热媒锅炉导热油出口流量提高至合理范围,锅炉安全运行性能进一步增强;
(5)屏蔽泵运行噪音大幅下降,气蚀现象基本消除;
(6)导热油管线、阀门振动现象得到较大缓解。
6 结 论
导热油因其类型、品质、最高工作温度等自身特性的不同,热裂解程度亦不相同,且在系统运行中受温升不稳、含水、系统缺陷等外部条件的影响,在系统长期运行后会产生大量轻组分,轻组分过高会直接导致导热油系统压力不稳和气蚀频繁,是造成导热油闪点下降的最重要原因,亦是增加作业环境安全风险的关键因素。导热油在线脱轻技术可以有效处理轻组分,在提高导热油闪点方面有着其独特优势。
(1)导热油更换或新旧油掺配调和不科学更不经济。
(2)导热油在线脱轻在炭素导热油系统成功实施后系统运行更平稳,提高闪点的同时降低了系统自身和现场环境的安全风险。
(3)导热油在线脱轻可实现系统不停车,在线脱轻温度为240~275℃,能够满足铝用阳极生产所需工艺温度。

表4 导热油在线脱轻实施前后闪点数据分析表
