不同表面处理方式对3D打印聚醚醚酮粘接性能的影响
2022-06-16张嘉琪衣颖杰王睿瑾吴国锋
张嘉琪 衣颖杰 王睿瑾 吴国锋
聚醚醚酮(PEEK)作为一种新型生物材料,因其力学性能、化学性能和生物相容性优异,在口腔修复领域中的应用日益广泛[1-2]。PEEK材料的表面处理方式和与饰面树脂的粘接性能是目前本领域的研究热点。因PEEK是疏水惰性材料,常用表面处理方式包括氧化铝喷砂、浓硫酸酸蚀、二氧化硅涂层等[3-8]。关于PEEK粘接性能主要研究对象是通过注塑成型或数控切削制造的PEEK。Pisaisit等[9-10]报道,用98%浓硫酸酸蚀切削PEEK表面60 s后可获得较佳粘接效果(27.36 MPa),达到临床要求(ISO粘接强度为5 MPa[11])。但目前有关3D打印PEEK与饰面树脂的粘接效果少见研究报道。
近年来3D打印PEEK技术在口腔修复领域的应用逐渐受到重视,作者前期研究先后报道了打印PEEK制作上颌骨阻塞器支架和可摘局部义齿[12-15]的临床病例。3D打印技术相较于已有的注塑和切削方法,具有加工周期短、节约成本和易于复杂结构成型等优点。通过3D打印的PEEK其理化性能与注塑、切削的PEEK之间可能存在一定差异[16]。3D打印PEEK与饰面树脂间的粘接强度是否能够满足临床需求目前文献报道较少。因此,本研究以3D打印PEEK为研究对象,测试酸蚀和喷砂两种表面处理后3D打印聚醚醚酮(PEEK)表面形貌、剪切强度和粘接破坏模式,考察3D打印PEEK粘接性能能否满足临床需要。
1 材料与方法
1.1 实验材料及仪器
PEEK打印丝材(Victrex,英国);碳化硅水磨砂纸(Starcke,德国);自动抛光研磨机(Mecatech234,法国);超声清洗机(KQ-250DE,昆山市超声仪器有限公司);硫酸(含量98%,上海国药试剂公司);笔式喷砂机(Girrbach Neablaster,德国);Visio.link底涂剂(Bredent,德国);Ceramage硬质树脂及配套光固化烤塑炉(Shofu,日本);扫描电子显微镜(S-4800,日立公司, 日本);体视显微镜(SMZ1500, 尼康公司, 日本);万能试验机(CMT4204,上海美特斯)。
1.2 实验方法
1.2.1 3D打印聚醚醚酮试件制备 将PEEK打印丝材通过熔融沉积的方式加工成52 个3D打印PEEK圆盘试件(直径10 mm,厚2 mm),打印喷嘴温度为480 ℃,层厚0.2 mm,打印速度为40 mm/s。试件表面在全自动抛光机下按照400#、 800#、 1500#、 2500#、 5000#的顺序依次研磨抛光,超声清洗试件10 min后气枪吹干。
1.2.2 试件表面预处理 将3D打印PEEK试件分为4 组(n=13)进行不同表面处理:其中A组为空白组;B组为酸蚀组,用98%浓硫酸酸蚀试件表面60 s后去离子水冲洗1 min,气枪吹干;C组为喷砂组, 0.2 MPa压强下110 μm氧化铝颗粒距试件表面10 mm处均匀喷砂10 s后超声清洗15 min,气枪吹干; D组为喷砂+酸蚀组,先在0.2 MPa压强下110 μm氧化铝颗粒距试件表面10 mm处均匀喷砂10 s后超声清洗15 min,吹干后再用98%浓硫酸酸蚀试件表面60 s,用去离子水仔细冲洗1 min后吹干。
1.2.3 扫描电镜观察及能谱元素分析 4 组各随机抽取3 个试件,其中1 个试件扫描电镜下观察其表面形貌和能谱元素分析,另2个试件分别在扫描电镜下观察涂布底涂剂前后的横断面形貌。
1.2.4 饰面树脂粘接试件准备 4组试件(n=10)表面均用底涂剂(Visio.link)涂布并用气枪吹匀后按厂家要求光固化90 s。然后将有机玻璃管(内径4 mm,高5 mm)固定于试件表面,在玻璃管内粘接面(Φ=4 mm)上先涂布遮色树脂光固化3 min。再堆塑并分层固化体层树脂,图 1为粘接流程示意图。试件在37 ℃蒸馏水中储存24 h后去除玻璃管并接受剪切实验。

图 1 饰面树脂与3D打印PEEK粘接流程示意图
1.3 剪切强度测量
将试件背面用502强力胶(宁波得力)粘在金属柱平面上,将带有PEEK粘接试件的金属柱放置并固定于万能试验机的夹具中,夹具与水平放置平台平行固定,加载头以1 mm/min的速度垂直于粘接界面加载至饰面树脂从粘接界面脱落,记录下剪切力最大值,按照公式整理并计算每个样本的剪切粘接强度数值(剪切粘接强度=剪切力最大值/试件粘接面积)。
1.4 统计粘接破坏模式
体视显微镜下观察PEEK试件表面粘接破坏模式类型,按界面破坏、混合破坏、内聚破坏(破坏发生于粘接树脂内部)和内聚破坏(破坏发生于PEEK内部)4 种类型统计,并用扫描电镜记录几种典型的破坏界面。
1.5 统计学方法
2 结 果
2.1 能谱元素分析结果
如图 2中能谱仪元素分析(EDS)可见, 4 组均测及碳、氧、钛三种元素, B组额外检测到硫元素, C组检测到铝元素, D组则同时检出铝元素和硫元素。
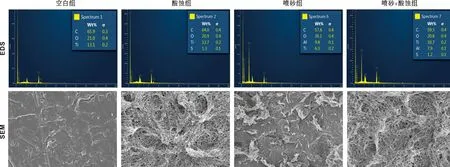
图 2 不同表面处理下3D打印聚醚醚酮表面能谱元素分析与扫描电镜图 (×5 000)
2.2 扫描电镜结果
表面处理后SEM下观察表面结构,如图 2中所示A组为较平坦表面; C组被明显粗化;B组和D组均可见网状孔隙状形貌。高倍镜下横断面结构如图 3中所示,涂布底涂剂前可见A组为均匀致密结构; C组为不规则锯齿状形貌; B组可见深度均匀的明显孔洞, D组在不规则破坏结构上形成明显孔洞且深度不一;涂布底涂剂后, A组底涂剂与PEEK界面间存在明显空隙; C组底涂剂与PEEK锯齿状结构结合,部分部位可见明显空隙; B组与D组底涂剂渗入酸蚀层中并形成混合层。
2.3 剪切粘接强度测试结果
每组10 个PEEK试件进行剪切粘接实验。剪切粘接强度测试统计结果如表 1所示,方差分析后可发现各处理组(B~D组)与未处理空白组(A组)之间均存在统计学差异(P<0.05),其中浓硫酸酸蚀处理组(B组)的粘接强度最高(27.68±2.24) MPa,与其它处理组间有统计学差异(P<0.05)。

表 1 剪切粘接强度值
2.4 粘接失败类型观察结果
体视显微镜下观察试件破坏界面,表 2为统计破 坏类型, 图 4为低倍镜下4 种典型断裂界面。 4 组均可观察到界面破坏,在表面处理后,部分3D打印PEEK试件表面的内聚破坏可出现在PEEK内部,表现为3D打印PEEK在打印界面出现层间剥离。

表 2 不同表面处理粘接失败类型统计
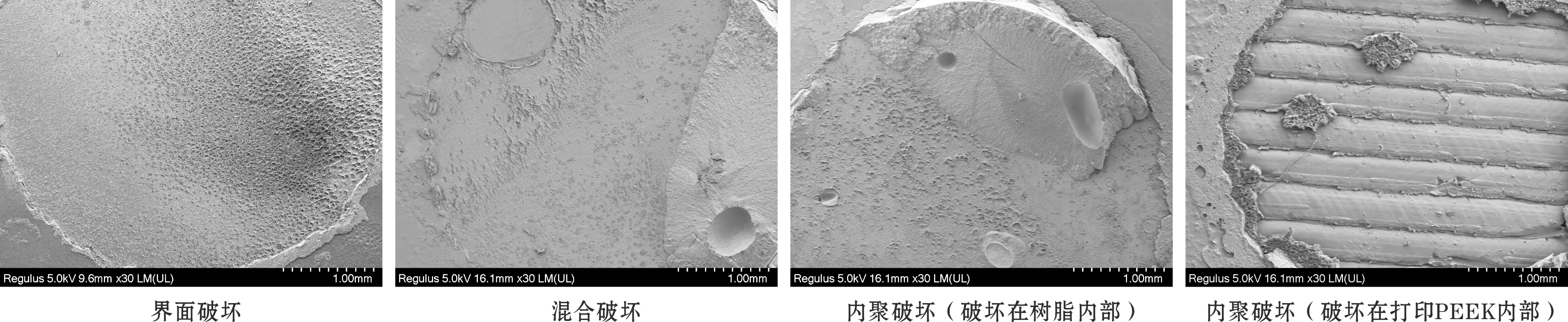
图 4 聚醚醚酮表面不同破坏模式扫描电镜图 (×30)
3 讨 论
现有研究表明, 注塑或切削PEEK被浓硫酸酸蚀相较于喷砂、 等离子喷涂等方式可获得更佳的粘接强度[3,5,9,17],而关于3D打印PEEK罕见文献报道。本研究结果显示喷砂和酸蚀两者均可提高3D打印PEEK粘接性能且酸蚀表现更佳,满足临床应用需求。PEEK被浓硫酸酸蚀后,表面发生磺化反应,暴露出更多的官能团[5],增强与粘接材料的结合。底涂剂使用厂家推荐PEEK粘接使用的Visio.link,因其含有可与暴露官能团反应的甲基丙烯酸甲酯(MMA)和季戊四醇三丙烯酸酯(PETIA)单体成分,较其他底涂剂明显提高PEEK粘接强度[18-19]。浓硫酸酸蚀后表面能谱元素分析检测到硫元素,证明了磺化反应存在;而喷砂后检测到铝元素,提示有Al2O3颗粒成分残留在PEEK表面。涂布底涂剂后可见,酸蚀后底涂剂渗入酸蚀层并形成混合层;喷砂组底涂剂与喷砂后产生的锯齿状结构结合,但仍存在一定缺陷。结合剪切强度结果表明,喷砂和酸蚀处理都可明显提高3D打印PEEK的粘接性能,仅用浓硫酸酸蚀处理时可获得更佳粘接效果(27.68 ± 2.24) MPa,浓硫酸为最优处理方式,这一结果与过往切削PEEK粘接研究结论一致。
本研究粘接失败类型分析中,首次观察到内聚破坏发生在3D打印PEEK内部的打印界面层,呈现为PEEK丝材层间分离的破坏状态。3D打印PEEK通过熔融沉积成型(FDM)的层层堆叠方式加工出PEEK试件,本研究观察到PEEK层间分离这一现象,作者考虑可能是3D打印层间结合力不足的问题。饰面树脂与3D打印PEEK间的粘接力要大于打印PEEK丝材的层间结合力,导致最表面一层打印丝材剥脱,显露出下层丝材。最新文献表明喷嘴温度、层厚等打印参数调整均可提升3D打印PEEK的层间结合力[20-21],有待后续实验中考察不同打印参数对3D打印PEEK粘接性能的影响。
4 结 论
采用98%浓硫酸酸蚀处理的3D打印聚醚醚酮与饰面树脂间能获得较好的粘接性能,满足临床应用需求。提高3D打印PEEK粘接性能的工艺改进方法以及临床长期应用效果仍需深入研究。
