陶瓷基高温自润滑复合涂层的制备及摩擦学性能研究进展
2022-06-15刘庆帅刘秀波刘一帆刘怀菲
刘庆帅,刘秀波,,3*,刘一帆,张 林,孟 元,刘怀菲
(1 中南林业科技大学 材料表界面科学与技术湖南省重点实验室,长沙 410004;2 安徽工业大学 先进金属材料绿色制备与表面技术教育部重点实验室,安徽 马鞍山 243002;3 中南林业科技大学 工程流变学湖南省重点实验室,长沙 410004)
现代工业中,摩擦磨损是构件与材料失效的主要形式之一,随着技术进步及工业绿色低碳化的推进,降低工件磨损和提升构件磨损稳定性显得尤为迫切。在目前应用研究中,高性能材料在大型铸件的应用上仍不能较好地兼顾性能提升及经济性,需要润滑油或润滑脂以延长其服役周期。而在高温、真空等复杂环境下,液体润滑材料容易分解挥发,传统的润滑方式已不能完全承担摩擦副的减摩耐磨功能,因而需要研究新的润滑材料,以满足航空航天、金属热加工和热动力机械等领域中运动部件在高温条件下的润滑性能[1-2]。
随着材料表面改性技术的发展,高性能涂层技术成为近年来的研究热点[3-4]。高温自润滑复合材料要求材料具有稳定的物理和化学性质,确保在高压、高温等苛刻环境中有效发挥作用,其通常由基体、润滑相和附加组元构成,按基体类型主要分为陶瓷基和金属基两类。其中金属基复合涂层具有较高的强度以及良好的致密度,在常温下可以成为润滑剂及润滑转移膜的良好载体,但在高温下结构及成分易受影响[5]。而陶瓷基复合涂层在高温下结构稳定,同时在摩擦学性能及力学性能上也表现突出,与金属基复合涂层间形成了良好的互补,目前已广泛应用于航空航天(发动机部件、耐热瓦等)、交通工具(刹车片、活塞环等)和部分精密加工设备(加工刀具等)等领域中[6-8]。
本文针对陶瓷基高温自润滑涂层材料,分别从制备方法和复合涂层摩擦学性能两个角度对近年来国内外研究的典型案例进行了简述及总结,并从中发现潜在的问题及未来发展趋势,以期为后续陶瓷基高温自润滑复合涂层的实际应用及机理探究起到一定参考借鉴作用。
1 陶瓷基高温自润滑复合涂层材料
1.1 定义
陶瓷基高温自润滑复合涂层材料是以硬质陶瓷为基体,掺杂固体润滑剂和附加组元组成的一类复合涂层材料[9-10]。其中硬质陶瓷主要是发挥其高强度、高硬度及耐高温氧化的特点,提升复合涂层的高温应变能力;固体润滑材料是发挥低剪切强度的特点,使其在受到正压力和摩擦力的循环作用时可以在复合涂层表面形成润滑膜,从而提供减摩耐磨性能;附加组元主要是增强基材、陶瓷相与润滑相的相容性。因此复合材料可在不改变基体本身的强度和硬度的条件下具有润滑材料的润滑性能[11-12]。
1.2 涂层材料体系
目前,对于陶瓷基高温自润滑复合涂层材料的研究,基体按照硬质陶瓷类型的不同主要分为4类:氧化物(如Al2O3,TiO2)、碳化物(如WC,TiC)、氮化物(如Si3N4,TiN)、硼化物(如CrB2,TiB2)[13-17]。氧化物陶瓷基复合材料具有耐高温、抗氧化、导热性好等特点,可在1400 ℃下的高温环境下长期服役,且能与氧化物润滑材料(如NiO等)制备出最优的氧化物陶瓷基高温自润滑复合涂层。但也有其局限性,如α-Al2O3高温抗蠕变性能较差,在高温应力作用下易发生蠕变破坏。碳化物陶瓷基复合材料具有硬度高、耐高温、耐磨性好等特点,但在制备过程中容易出现脱碳或氧化情况,影响部分陶瓷基材料的力学性能,甚至发生脆断,导致复合涂层韧性变差,例如SiC在1650 ℃发生氧化生成SiO2,导致基体的抗氧化性能降低,因此制备碳化物陶瓷基高温自润滑复合涂层时需考虑润滑相是否可以抑制复合涂层的脱碳和氧化。氮化物陶瓷基复合材料具有热稳定性好、化学稳定性高等特点,与氮化物润滑材料(如hexagonal boron nitride,h-BN)可制备优异的高温自润滑复合涂层,且因BN在不同温度下呈现出不同的晶体结构(c-BNh-BN),从而具有实现梯度功能涂层的潜力。硼化物陶瓷基复合材料具有高熔点、高硬度、高耐磨等特点,但硼化物易发生强烈的化学反应,且与碳化物陶瓷基复合涂层相比其强度及断裂韧度较低。4类陶瓷化合物均有很高的硬度及良好的抗氧化性能,有效保证了材料在长期磨损运动过程中的变形抗力及热稳定性。因此对于涂层体系中基体的选择,一方面需要考虑材料自身强度等因素的影响,另一方面还需要考虑制备或运动过程中材料体系和微观结构可能发生的变化。根据基体的分类,陶瓷基高温自润滑耐磨复合涂层材料体系如表1[14,18-21]所示。
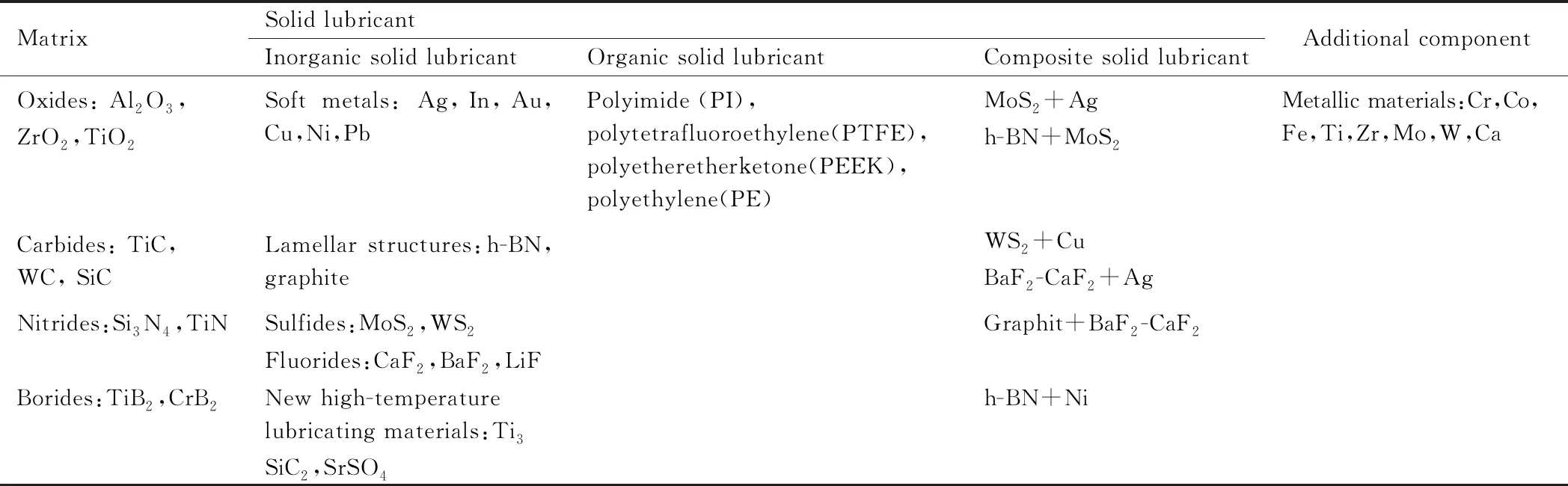
表1 陶瓷基高温自润滑耐磨复合涂层材料体系[14,18-21]
为满足不同的工况要求,如低压、高压、高真空、腐蚀介质等,常用的固体润滑材料可分为3类[18-21]:(1)有机固体润滑材料;(2)无机固体润滑材料,如层状固体、软金属、过渡金属二卤化物;(3)复合固体润滑材料。值得注意的是,由于润滑机制的不同,不同润滑相存在最佳作用温度区间。如牛永平等[22]研究发现,PTFE等有机润滑材料在150 ℃以下具有良好的摩擦学性能,但超过150 ℃时,润滑膜易剥落,造成摩擦因数和磨损率增加。Sliney等[23]研究发现,石墨和MoS2等层状结构无机润滑材料超过350 ℃会发生氧化导致润滑失效。Chen等[24]研究发现,CaF2在400 ℃会发生热软化,导致材料发生脆性断裂到塑性变形的转变以提供润滑作用。Yuan等[25]发现,由软金属Cu和层状结构的MoS2组成的复合润滑材料,在温度为600 ℃时仍可提供较好的润滑性能。因此,需要根据涂层实际工作环境要求选择润滑材料。表2[20,23-25]列举了常见润滑材料的适用温度及摩擦学性能。另外,在许多情况下,由于被涂覆基体与涂层之间的界面相容性及膨胀系数差异等问题,往往还需要黏结相的存在,对于该相的选择,一般选择与基体材料润湿性较好的金属材料或有机黏结剂。

表2 常见润滑材料的适用温度及摩擦学性能
由于硬质陶瓷材料的种类繁多,不同化合物组分的硬质陶瓷既有共性又有差异,且因不同固体润滑材料的润滑机制存在差异,使其温度使用范围往往差距较大,如何根据硬质陶瓷基体的特性选择润滑材料目前还没有明确的机理解释。因此在后续的研究中,可针对陶瓷材料和润滑材料的差异来进行研究,完善理论体系。
2 陶瓷基高温自润滑复合涂层的制备技术
根据所制备涂层成分及厚度的不同,陶瓷基高温自润滑复合涂层的常用制备方法主要包括:激光熔覆(laser cladding,LC)[26]、等离子喷涂(plasma spraying,PS)[27]、化学气相沉积(chemical vapor deposition,CVD)[28]、磁控溅射(magnetron sputtering,MS)[29]等。可以看出,传统金属基涂层的制备方法同样可以用于陶瓷基涂层的制备,已经具备相当成熟的工艺积累,并不存在技术性壁垒,但是由于材料自身熔点、导电性、流动性及致密性等物化性质的不同,在相关参数的选择及辅助成型工艺上仍然存在差异,需要研究者进行更深入的探究。
2.1 激光熔覆技术
激光熔覆技术是一种对构件表面进行改性的新技术,主要通过高能激光束使涂层材料在基体表面熔化,并快速凝固,在基体表面熔覆一层不同成分和性能的涂层[30-32]。通过激光熔覆制备陶瓷基高温自润滑复合涂层对工艺参数、制备材料的需求较高。因熔覆过程中熔池温度高于2000 ℃,在高温下大多数润滑材料稳定性较差,易发生分解,且快速冷凝时会产生较强的热应力,使陶瓷相发生脆性断裂,影响复合涂层的自润滑效果,因此需要采用其他辅助方法提高复合涂层的性能。目前,优化激光熔覆制备的陶瓷基高温自润滑复合涂层有两种方式:一是通过原位合成的方式制备陶瓷相或润滑相,增强复合涂层的结合性;二是通过辅助工艺来提高复合涂层的性能。
在熔覆过程中,陶瓷基体与润滑材料的高温力学性能及物理参数差别较大,容易降低涂层的相界面结合强度,为解决此问题,采用原位合成陶瓷相或润滑相的方法可直接制备性能优异的复合涂层。Zhang等[33]利用TiC和石墨烯两者生成自由能和稳定性的差异,采用激光熔覆技术,使Ti合金粉末和石墨烯在Ti6Al4V合金表面原位合成了TiC陶瓷相。结果表明,与传统激光熔覆制备TiC-石墨烯复合涂层相比,其结构均匀致密,无明显裂纹,并显著提高了陶瓷相与润滑相的相界面结合强度。
辅助工艺一般是通过优化涂层材料和改善界面质量,提高复合涂层的性能,如对涂层材料进行包覆,降低涂层材料氧化分解或采用其他技术优化制备过程中涂层的结构演变,减少缺陷。Liu等[34]采用化学镀的方法将Ni-P合金包覆在WS2表面,研究了其对激光熔覆制备NiCr-Cr3C2-WS2涂层的摩擦学性能影响。分析发现化学镀Ni-P包覆增加了材料间的相容性,并抑制润滑材料在熔覆过程中的氧化分解,有效提高了WS2留存率,在室温、300 ℃和600 ℃下,复合涂层的磨损率显著降低。除了采用包覆方法优化涂层材料,也可以通过直接影响熔池状态以达到较好的激光熔覆成型效果,如Wang等[35]在Al2O3-TiO2-Ni-WC复合涂层的激光熔覆制备过程中,通过对材料施加高频微振动(HFMV)以影响熔池中的传质过程。图1为HFMV辅助激光熔覆过程中复合涂层的微观结构的演变。通过一系列分析表征结果发现,HFMV振动加速了熔池的液体流动,使元素分布更加均匀,减少了涂层中的各种缺陷形成,另外也提升了冷却速率,从而缩短晶粒生长时间,进一步细化了晶粒[36]。通过进一步分析基体与涂层的磨损形貌可知(见图2),由于HFMV辅助下涂层微观结构均匀性和致密性的提升,磨损表面划痕深度明显降低,相比原制备工艺下的涂层,其摩擦因数降低20%,磨损失重降低24%。

图1 HFMV辅助激光熔覆过程中涂层微观结构演变示意图[35]

图2 基体和涂层的磨损表面形貌[35]
目前,熔覆材料依旧采用的是热喷涂材料体系,而激光熔覆和热喷涂因其成型原理不同会使得涂层性能存在差异,且激光熔覆制备自润滑复合涂层时,涂层内部结构的形成过程、裂纹的形成机理仍缺乏定量和定性的认识[37-38]。因此,针对激光熔覆工艺参数建立系统的熔覆材料体系,完善工艺参数对涂层结构形成和裂纹形成的影响,对制备陶瓷基高温自润滑复合涂层有重要意义。
2.2 等离子喷涂技术
等离子喷涂技术是一种采用等离子弧将粉末材料加热至半熔融或熔融状态,然后通过高速送粉气流使涂层材料细化分散并高速碰撞到基体表面形成均匀涂层的技术[39]。陶瓷基高温自润滑复合涂层中陶瓷相与润滑相熔点存在差异,在制备复合涂层时等离子喷涂的工艺参数(如喷涂距离、保护气体、喷涂电压等)会影响喷涂温度,导致涂层材料熔融不均匀,进而使复合涂层结构和性能较差,且等离子喷涂属于机械结合,不可避免会产生气孔和裂纹[40-42]。因此研究如何改善等离子喷涂制备复合涂层的孔隙率,提高表面结构和性能,具有重要应用价值。
为了改善等离子喷涂制备的复合涂层表面疏松问题,邱正[43]采用激光重熔技术对等离子喷涂制备的Ti(C,N)-石墨复合涂层进行改善。结果表明,重熔后的涂层物相仍由TiCN、TiO2、石墨组成,但表面结构更加均匀致密、润滑相的尺寸也减小,且复合涂层的摩擦磨损性能也得到改善,摩擦因数最低为0.3,磨损失重相比未重熔涂层降低70%。
由于热喷涂过程中极高的成型温度,产生的残余应力易使涂层出现孔洞、裂纹等缺陷,从而影响材料整体性能。Li等[44]在制备YSZ-MoS2陶瓷基自润滑复合涂层的过程中将等离子喷涂技术与化学合成反应相结合,其具体工艺过程如图3所示。在该工艺中,热成型后涂层中存在的裂纹等缺陷在后续水热反应中为MoS2反应溶液在材料中的均匀扩散提供了通道,且在干燥后起到填充的作用,在改善涂层表面质量的同时也完成了固体润滑剂的均匀掺杂。
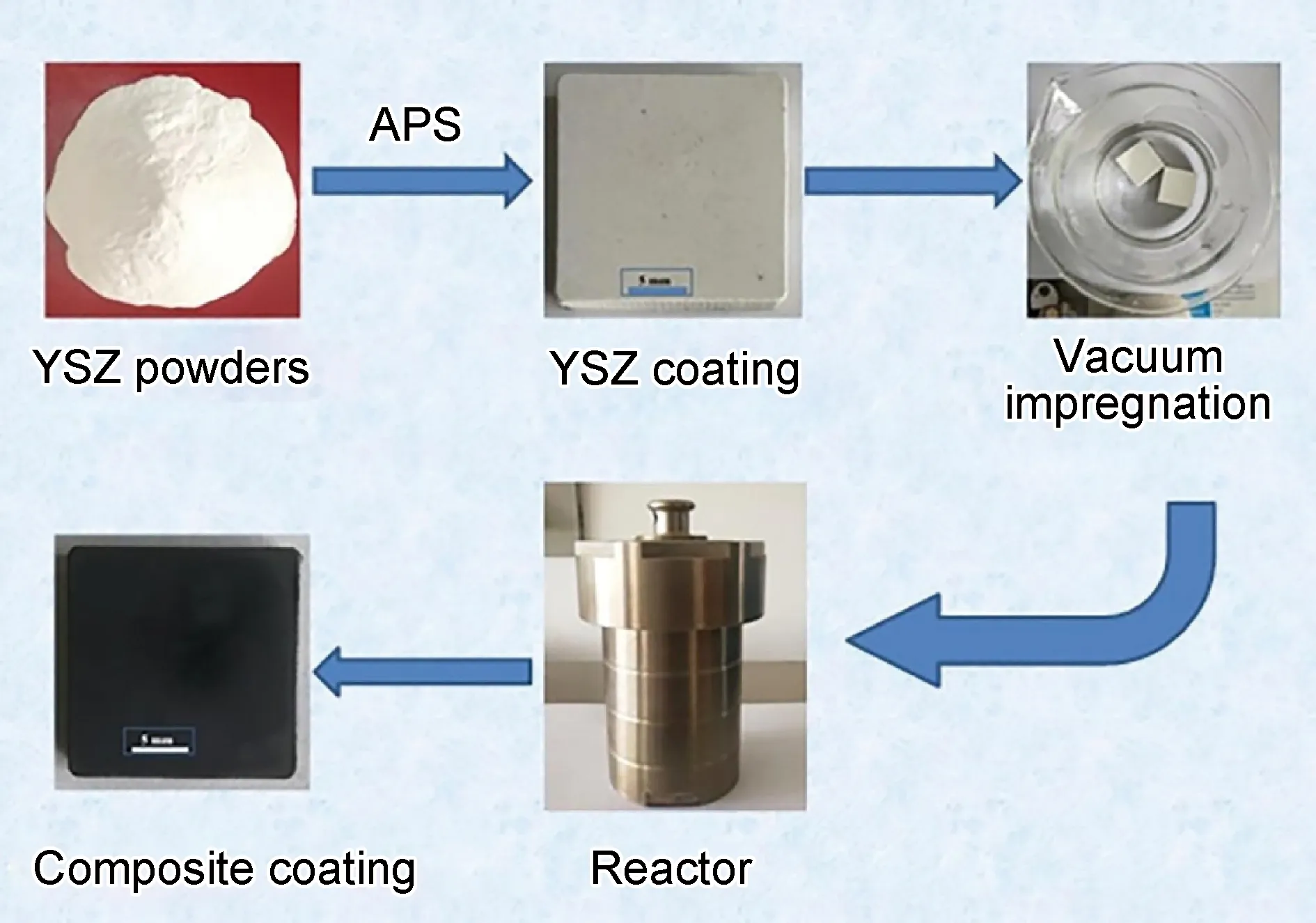
图3 YSZ-MoS2复合涂层制备工艺流程[44]
但水热合成法辅助制备陶瓷基高温自润滑复合涂层有其适用性限制,该方法只适用于部分溶于水的硫化物或氧化物,对氟化物、碳化物、软金属等难溶于水的润滑材料不适用。与其相比,原位合成法同样是对涂层的裂纹进行改善,但适用于大部分润滑材料,如Zhao等[45]采用大气等离子喷涂技术和原位合成法制备了高温自润滑YSZ-Ag复合涂层。通过分析, YSZ涂层的裂纹和孔洞被Ag颗粒填充,使结构致密,进而提高了涂层的结合强度和显微硬度。
通过激光重熔和化学合成技术对等离子喷涂涂层进行改善,激光重熔可以改变等离子喷涂涂层内部结构,细化晶粒,抑制涂层裂纹和孔隙的产生,但在重熔过程中,涂层材料是否是因发生化学反应致使涂层性能提高,缺乏相关的理论基础[46],而化学合成技术可通过填充涂层表面缺陷,提高涂层的摩擦学性能,但研究者们往往局限于对涂层界面形貌的分析,对关于颗粒与基体是否存在一定的位相关系没有相关研究。因此对激光重熔晶粒细化的理论及第二相粒子在裂纹、孔洞中的生长机制进行深入分析,对改善等离子喷涂制备陶瓷基高温自润滑复合涂层有重要意义。
2.3 化学气相沉积技术
化学气相沉积技术是将含有涂层材料元素的化合物引入具有基材及保护气体的反应室,在不改变基材性能的情况下,在基材表面上发生化学反应形成涂层的改性技术,其具有制备的涂层均匀致密、质量稳固、基材和涂层之间结合力强及涂层材料的成分可控的特点。但通过化学气相沉积技术制备陶瓷基高温自润滑复合涂层的性能受工艺参数影响,如Wang等[47]通过热丝化学气相沉积技术在WC-Co基体上制备金刚石涂层,研究了工艺参数对涂层的性能影响。研究结果表明:(1)基体温度和碳含量增加,使沉积速率上升,晶粒尺寸下降;(2)薄膜的晶粒尺寸随总压力增加而增加;(3)总质量流量可以提高金刚石薄膜的沉积速率并促进晶体的生长;(4)薄膜的磨损率与沉积工艺参数成反比。
陶瓷基高温自润滑复合材料一般由两种或两种以上不同的相组成,且元素种类很多,通过化学气相沉积技术制备的复合涂层,其结构随气相组成的变化而变化,而气相组成与沉积温度有关,因此制备结构致密的涂层,通常需要调整沉积温度。杨钢宜等[48]通过化学气相沉积技术制备了Ti-Si-C三元体系复合涂层,研究了涂层形成与沉积温度的关系。分析发现,当沉积温度为1100 ℃时,涂层由TiC组成;1150 ℃时复合涂层由晶粒堆积和孔柱状结构的TiC-Ti3SiC2组成;1200~1250 ℃时涂层由柱状晶结构的TiC涂层和板条错堆状结构的TiC-Ti3SiC2复合涂层组成。结果表明,沉积温度在一定范围内升高,可以制备出结构均匀致密的复合涂层。沉积温度是通过控制元素的扩散速率、晶粒成核速率和反应速率等,改变涂层的相组成及生长方式,进而导致不同沉积温度下,涂层的显微结构差异很大。因此,关于涂层的生长机制还需进一步研究。
在一定温度范围内通过调整沉积温度可制备结构致密的复合涂层,但沉积温度过高会导致复合涂层产生热疲劳裂纹,降低复合涂层的结合性。为提高复合涂层结构和性能,Tu等[49]采用电磁场辅助化学气相沉积技术制备SiC-PyC高温自润滑复合涂层,在辅助制备过程中,电磁场起到传导热发生器的作用,降低涂层因交变热应力产生的裂纹。通过一系列分析表征结果发现,沉积温度为800 ℃时,PyC膜致密均匀,有效降低了涂层的摩擦因数和磨损率。因此,电磁场辅助化学气相沉积法制备SiC-PyC的研究为新型高温润滑材料的制备提供了理论参考。
化学气相沉积技术相对其他制备手段其原料组成范围相对较窄,且部分反应沉积物熔点较高,过高的沉积温度易使基材产生变形[50]。因此可针对不同环境温度、湿度、腐蚀介质甚至是真空条件下,研究新型沉积温度低的陶瓷基高温自润滑复合材料,扩大复合材料体系。
2.4 磁控溅射技术
磁控溅射技术是指在氩气环境下通过电场和磁场的协同作用下使粒子轰击靶材料,元素被撞出材料表面并随磁场运动至基体表面沉积,进而形成涂层的技术(图4)[51]。通过磁控溅射制备陶瓷基高温自润滑复合涂层对工艺参数的要求较高,其中基体偏压、靶功率、沉积温度等都会对复合涂层摩擦学性能和高温力学性能产生影响,例如靶功率和基体偏压会影响沉积过程的择优溅射,影响结构组成,且涂层的硬度随靶功率的增加而先增加后减小,与基体偏压呈正相关[52-55]。

图4 磁控溅射成型过程示意图[51]
目前,磁控溅射技术制备复合涂层结构和性能的改善有3种方式:
(1)采用不同方法与磁控溅射相结合的方式改善涂层性能。例如在真空室中引入钛丝产生等离子气体,可使冲击速率提高25倍,进而使磁控溅射制备的复合涂层韧性更好、硬度更高、结合力更强[56]。Grigore等[57]采用高能等离子强化磁控溅射技术制备了VN-VCN-VC高温自润滑复合涂层,研究了优化后的反应气体流量对复合涂层结构和性能的改善。研究结果表明,与未采用辅助工艺制备的涂层相比,其显微硬度更好,减摩耐磨性能更优异。
(2)通过改善结构设计来提高复合涂层的性能。磁控溅射技术可以通过多靶材多次沉积的方式实现多层结构涂层[58]。该类涂层可得到3种功能性结构,过渡层与基材具有较强的界面结合力,中间层具有较高的强度及韧性,外层则具有低的热膨胀系数及高硬度。Wang等[59]采用射频磁控溅射制备了一类CrAlN-VN多层结构的复合涂层,研究了复合涂层在高温下的摩擦学性能。通过在700 ℃下进行磨损实验发现,复合涂层的厚度为16 nm时摩擦学性能最优,摩擦因数为0.33,磨损率为1.6×10-5mm3/(N·m),与单层结构的涂层相比,在高温下具有更优异的耐磨性。
(3)调整工艺参数。如通过调整沉积温度可以制备出高硬度和低磨损率的涂层[60]。王恩青等[61]通过磁控溅射技术制备了V-Al-Si-N涂层,研究了不同沉积温度(室温,300,500 ℃)对其结构和摩擦学性能的影响。通过SEM、XRD和纳米压痕仪对涂层进行分析得出,沉积温度与晶粒细化成反比,沉积温度增加,晶粒尺寸越小,涂层结构越致密。进一步分析涂层的磨损截面轮廓和摩擦因数发现,通过更高沉积温度制备的涂层表现出更好的减摩耐磨性能。
磁控溅射属于物理沉积,不能使材料元素完全被轰出,在制备陶瓷基高温自润滑复合涂层时浪费材料较多,涂层材料的利用率只有20%~35%[62-63],因此如何提高磁控溅射制备陶瓷基自润滑复合涂层的材料利用率是目前亟需解决的难题。
2.5 小结
综上所述,陶瓷基高温自润滑复合涂层材料种类繁多,因材料本身的物理性质(如熔点、导电率、线性膨胀系数等)及制备成型的原理不同,上述涂层材料的制备方法不尽相同,以上4种制备方法各有其优缺点。因此在选择制备方法时一方面要考虑制备过程中材料体系和微观结构可能发生的变化,另一方面要考虑制备方法的难易程度及可行性,陶瓷基高温自润滑复合涂层不同制备技术的优缺点如表3[37-38,40-42,50,62-63]所示。
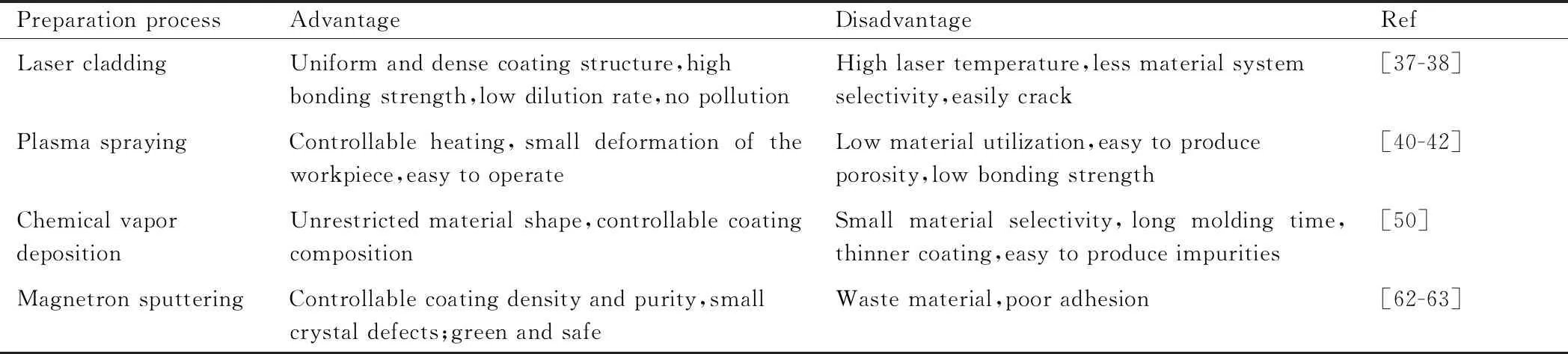
表3 陶瓷基高温自润滑复合涂层不同制备技术的优缺点
3 陶瓷基高温自润滑复合涂层的摩擦学性能
3.1 润滑机理
陶瓷涂层与对偶件产生摩擦磨损的情形一般有以下2种:一是对偶材料为软质合金时会在其表面产生划痕和犁削,导致涂层的磨损性能降低;二是当对偶材料为硬质合金时,陶瓷的硬度较高使其在表面产生磨屑,进而导致磨损率增加。而当涂层与硬质金属之间存在润滑膜时,可有效提高其摩擦学性能,根据Blau和Yust[64]提出的平均法可以计算涂层与对偶件之间的摩擦关系,如式(1),(2)所示:
F=amFm+a1F1
(1)
μ=(1-x1)μm+μ1x1
(2)
式中:F,Fm和F1分别代表涂层与硬质合金之间的摩擦力、硬质合金的抗剪强度、润滑膜的抗剪强度;am和a1分别代表硬质合金及润滑膜的接触面积;x1为润滑膜与涂层的接触面积占总接触面积的百分比;μ,μm和μ1分别代表摩擦因数、硬质合金及润滑膜的摩擦因数。
从式(1),(2)可知,在摩擦过程中,润滑膜在涂层表面的面积越大、抗剪切强度越低、摩擦因数越小,则涂层与对偶件之间的摩擦力越小,复合涂层的润滑效果越好。
陶瓷基高温自润滑复合涂层的工作原理如图5所示[65],未发生滑动摩擦时,复合涂层中的润滑相分布在陶瓷相中,此时,复合涂层内部和表面成分一样,如图5(a)所示。当复合涂层与对偶件发生滑动摩擦时,摩擦过程主要是陶瓷基体与对偶件的摩擦为主,此时复合涂层的摩擦因数和磨损率较高,因陶瓷基体发生挤压变形,进而导致基体中分布的润滑相暴露在摩擦表面,如图5(b)所示。随着温度的升高,在复合涂层和对偶件之间形成的润滑膜起到减摩耐磨的作用,如图5(c)所示。

图5 陶瓷基高温自润滑复合涂层自润滑原理[65]
3.2 摩擦学性能
陶瓷基高温自润滑复合涂层的摩擦学性能主要包括2个方面:减摩和耐磨。对于前者,主要与摩擦过程中接触面之间的粗糙度、黏结程度等有关,而后者则与材料本身密切相关。根据Archard弹性模型[66],材料的磨损率与硬度和屈服极限呈反比,但由于润滑膜的形成,使得接触面之间界面结合形式也成为耐磨减摩的重要因素之一。因此,提升材料的摩擦学性能的方法主要归纳为3类:(1)调整相组分以优化材料性能;(2)改善涂层的界面质量与结构;(3)工艺处理。
3.2.1 相组分
目前,研究人员在设计与制备陶瓷基高温自润滑复合涂层方面开展了大量的研究工作,如采用高耐磨、高抗氧化性的WC-Co,NiCr-Cr3C2,ZrO2等作为基体相,选用Au,Ag,h-BN,CaF2-BaF2等作为润滑相制备了相关涂层。因涂层材料配比不同,进而在高温下(800~1000 ℃)涂层的摩擦学性能存在差异,摩擦因数在0.2~0.4范围内波动[67-70]。通过分析,高温下涂层的摩擦因数波动是由于涂层的自身氧化及润滑材料在高温下不连续分布造成的。因此,为提高涂层的摩擦学性能,在材料体系的设计上,可以从以下2个方面进行考虑:
(1)采用同一类型的化合物的陶瓷相和润滑相,它们具有相似的热膨胀系数及力学性能且相容性较好,可以在提高涂层硬度的同时获得更好的耐磨减摩性能,在这一类型中,常见的组成有Al2O3-NiO,Si3N4-h-BN等。王华明等[71]通过激光熔覆制备了不同NiO(10%,20%,30%,40%,质量分数)含量的Al2O3-NiO复合涂层,通过SEM分析可以发现涂层由树枝晶结构的Al2O3和枝晶间薄膜状的NiO组成,涂层结构均匀致密。进一步分析涂层的摩擦学性能发现,随着NiO含量的提高,涂层的摩擦因数和磨损率越来越低,且NiO在超过600 ℃发生脆韧转变而具有优异的润滑性能,使得涂层可以在较高温度下也保持良好的耐磨减摩性能。
(2)添加在高温下与原润滑相发生氧化反应生成新润滑相的材料,因晶体结构不同,不仅可以细化晶粒、提高涂层硬度,还可以扩大涂层润滑性能的使用温度范围。Muratore等[72]研究了添加不同原子分数MoS2(0%,4%,8%)制备的YSZ-Ag-Mo-MoS2高温自润滑复合涂层在300,500,700 ℃下的摩擦学性能,通过磨损实验表面分析,随着MoS2原子分数的提高,复合涂层的磨损率和摩擦因数显著降低。进一步分析复合涂层的拉曼光谱(如图6所示),在300~500 ℃,涂层的润滑性能由MoS2和Ag共同作用;在加热至700 ℃时,由MoS2和Ag反应生成的钼酸银和三氧化钼相组成,涂层的摩擦学性能显著提高。研究表明, MoS2中的S可有助于降低Ag在高温下的扩散速率,延缓Ag的消耗,提高润滑性能,而Ag可以与MoS2发生氧化反应,生成新的润滑相AgxMoyOz,使复合涂层在更高温度下也具有较好的摩擦学性能。
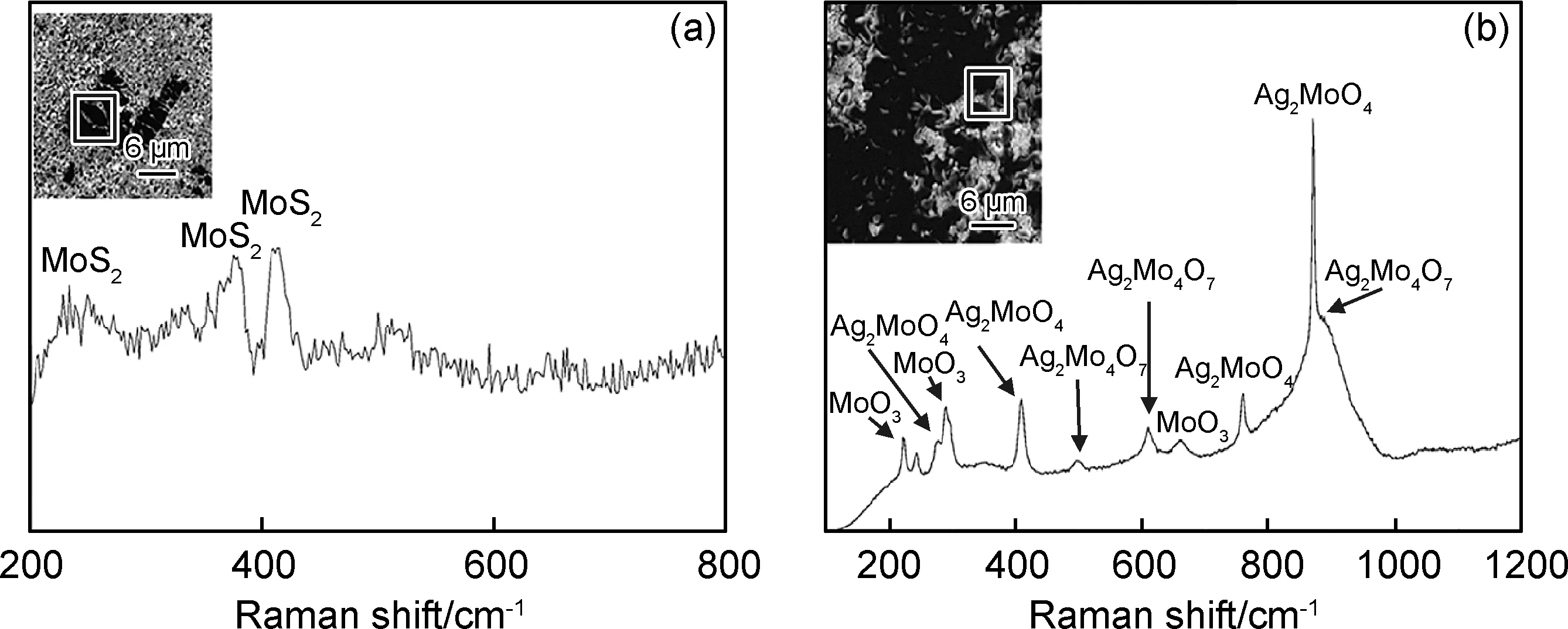
图6 300 ℃(a)及700 ℃(b)下含8% MoS2涂层的拉曼光谱[72]
3.2.2 涂层的界面质量与结构
陶瓷基高温自润滑复合涂层中硬质陶瓷相具有高强度和硬度,在制备涂层中起承载润滑膜的作用,但因陶瓷相脆性大、韧性差的原因,导致制备的涂层残余应力较大,影响与基材的结合强度,且润滑相由于结构和化学性质的不稳定性,在暴露于高温和氧化环境时会发生不可逆的变化,从而导致润滑性丧失,并在摩擦过程中产生磨屑。因此通过改善涂层的界面质量与结构可提高涂层的摩擦学性能。
制备梯度结构的复合涂层可降低在高温下与基材热膨胀系数不同而产生的残余应力,提高陶瓷相、润滑相与基材的润湿性。雷阿利等[73]通过等离子喷涂技术制备了梯度结构的Al2O3-Cu复合涂层,研究了其组织结构和摩擦学性能。结果表明,复合涂层通过Cu元素的掺杂提高了不同相之间的润湿性,最终呈现出层状结构,且相界面结合性良好,在性能上,耐磨性为基体的3倍。
除了制备梯度结构的复合涂层,对其进行表面织构化,也可进一步改善涂层的表面粗糙度及性能,如Fan等[74]在Al2O3-Ni层状复合涂层表面基础上,通过激光表面织构化,在其表面制备了聚四氟乙烯(PTFE)涂层,设计成“双层”结构,制备工艺如图7所示。结果表明,激光使聚四氟乙烯涂层脱氟,硬度增加。同时沉积在Al2O3表面微凸中的润滑相Ni起到“机械自锁”作用,增加了表面接触面积,提供了二次润滑效果,从而显著提高了复合涂层的磨损寿命,且Ni作为一种容易氧化的软金属,随着温度升高可生成NiO润滑膜,其在600 ℃以上可以提供较好的润滑效果。因此通过激光表面织构化设计“双层”结构,可为改善陶瓷基高温自润滑复合涂层的性能改善提供一种新的思路。
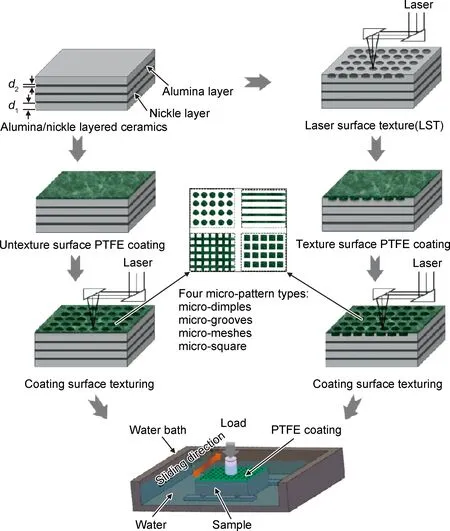
图7 激光表面织构工件示意图[74]
3.2.3 工艺处理
制备方法的选择及其参数控制都是工艺处理中获得理想性能的关键因素。目前陶瓷基高温自润滑的制备原料主要分为两种:一是通过不同元素可以发生化学反应的化合物作为原料;二是以不同陶瓷材料粉末和润滑材料粉末直接混合作为原料。对于前者,涂层材料是由化合物反应生成,常采用溶胶-凝胶技术和化学气相沉积技术制备。而对于后者,因其材料的熔点较高,需要充分融化,从而构成涂层,目前常用的制备方法有热喷涂、激光熔覆、磁控溅射等。这些方法由于成型原理的不同,导致涂层的物相组分、显微结构、孔隙率、裂纹等方面有明显的差异,如黄传兵等[75]采用不同热喷涂技术包括超音速火焰(HVOF)喷涂、爆炸喷涂(DS)、大气等离子喷涂(PS)制备了高温自润滑NiCr-Cr3C2-BaF2-CaF2涂层。分析发现,由于射流速率等工艺参数的原因,超音速喷涂与爆炸喷涂制备的涂层,其结合强度是等离子喷涂制备涂层的2倍,且制备的涂层无明显缺陷,结构均匀致密。进而分析随温度变化复合涂层的摩擦因数和磨损率,如图8所示。从图8(a)发现,随着温度升高,3种涂层摩擦因数都显著降低,但存在数值上的差异。从图8(b)发现,在800 ℃以内,超音速喷涂与爆炸喷涂制备的涂层比等离子喷涂制备的涂层磨损率低,说明耐磨性能更优异。因此对制备方法的选择需要考虑不同制备工艺参数对涂层性能的影响,如采用激光熔覆制备涂层时,熔池温度与激光输出功率呈正相关,与扫描速率呈负相关[76]。熔池温度过低时基体与润滑相不能充分熔融,而熔池温度过高时润滑相易烧蚀分解,且复合涂层制备过程中存在强烈对流,润滑相与其他物相发生聚合和碰撞,进而影响涂层的摩擦学性能;采用等离子喷涂制备涂层时,涂层的摩擦学性能主要受电弧电流、保护气氛流量、喷涂距离3种工艺参数影响[77]。电弧电流和保护气氛流量增加,涂层材料熔化越好,涂层越均匀致密,耐磨性能越好,但保护气氛流量过大及喷涂距离较高时,会导致涂层产生孔洞等缺陷,进而降低摩擦学性能;采用化学气相沉积制备涂层时,气体流速和沉积温度会影响涂层的结构和沉积形貌[78]。低沉积温度会导致涂层产生残余应力;随着沉积温度升高,因产生其他杂质导致硬度下降,但残余应力减少,使涂层的摩擦学性能有所提高;采用磁控溅射制备涂层时,基体偏压和沉积温度与涂层内部残余应力呈负相关[79]。基体偏压和沉积温度较低时,涂层易出现裂纹等,随基体偏压和沉积温度增加,涂层结构均匀致密,进而提高涂层的摩擦学性能。

图8 3种热喷涂NiCr/Cr3C2-BaF2-CaF2涂层的摩擦因数(a)和磨损率(b)随温度变化曲线[75]
通过以上对陶瓷基高温自润滑复合涂层在摩擦学性能方面的理论与改善手段进行分析,可以发现其获得优异性能的原因可以归结为以下3点:(1)对陶瓷基高温自润滑复合材料中陶瓷相与润滑相进行合理配比,优化材料的微观结构和性能;(2)采用合适的制备方法及辅助工艺能改善涂层的表面质量;(3)润滑相生成的润滑膜在提供润滑性能的同时隔绝了对偶件与涂层之间的接触。但值得注意的是,优良的摩擦学性能是在多种因素共同作用下产生的,因此在进行相组分的设计上或机理分析时,应该考虑多方面因素对性能提升可能带来的优化。
4 展望
综上所述,陶瓷基高温自润滑复合涂层经过国内外研究者的研究与探索,在材料设计上,已建立较为完善的材料体系;在实验研究上,已具备较为成熟的制备工艺及参数可供选择与参考;在摩擦学性能研究上,已发现许多性能优异的材料体系,并明确了强化机制。但对陶瓷基高温自润滑复合涂层结构与性能的研究仍以物相分析和现象解释为主,没有系统、完善的理论基础,且不同制备工艺下复合涂层结构和摩擦学性能的改善手段较单一。鉴于此,在原有的工作基础上应该从以下4方面对涂层进行进一步的研究探索:
(1)研究陶瓷基体和不同润滑相、附加组元、高温环境的协同作用机理,建立系统的理论基础,为以后复合涂层的材料设计及制备提供指导方向。
(2)重点关注超高温(>1000 ℃)环境下的陶瓷基高温自润滑复合涂层研究,尤其是润滑机制随温度变化的功能梯度涂层(如Ag和MoS2协同润滑时可在高温下发生氧化反应生成新的润滑材料AgxMoyOz,可使润滑温度范围增加到1000 ℃左右),提高复合涂层在超高温中的应用。
(3)针对不同制备工艺的成型机理,重点研究工艺参数的协同作用对陶瓷基高温自润滑复合涂层微观结构形成的影响,扩展制备工艺的改善方法。
(4)在摩擦学性能的研究上,尝试更多的材料体系,通过添加不同形态、性能特征的润滑材料进行复合,进一步提高陶瓷相的硬度与韧性,降低脆性,进而减少在高温环境中的脆性断裂情况,获得更稳定的陶瓷基高温自润滑复合涂层。
