基于柔性耦合技术的YB45型包装机内衬纸展开制动装置的研究
2022-06-15贺韧汤世祥付继业田晶张宏金亚龙
贺韧,汤世祥,付继业,田晶,张宏,金亚龙
(1.湖北中烟工业有限责任公司,湖北 武汉 430040;2.湖北中烟工业有限责任公司三峡卷烟厂,湖北 宜昌 443100)
1 前言
如何全力推动高质量发展,严格管控各生产环节,提高产品质量是整个烟草行业的工作重点内容之一。国家局党组紧密结合行业实际,制定印发了《关于建设现代化烟草经济体系推动烟草行业高质量发展的实施意见》,该意见充分表明了坚持质量第一价值导向,树立全员质量观、条线质量观、整体质量观,大力实施质量提升行动,努力提高全员、全过程、全要素质量控制水平的整体要求,为推进企业高质量发展提供了充分的指导依据。
目前,国内外学者及管理人员围绕如何践行高质量发展做了一些工作和研究。锻铁力从整个行业全局出发,对整个行业如何勠力同心推进行业高质量发展做了深入思考。许明忠围绕如何建设“七个体系”推动浙江中烟高质量发展进行了深入浅出的研究。沈继权借鉴YB45型硬盒包装机的内衬纸输送结构设计,采用真空吸风带式内衬纸输送方式对YB25型包装机进行了改进,较好地解决了内衬纸跑偏问题,减少了烟包质量缺陷,提高了YB25型软盒包装机对不同规格内衬纸材料的适应性。聂建立针对YB45包装机在生产过程中,内衬纸剔除系统存在推杆端冲击变形、电磁铁积灰等问题,通过以气缸驱动代替电磁铁驱动有效解决了该问题,实现了企业优质、高效、低耗的生产目的。费橙橙针对YB45型包装机框架纸在传送过程中位置偏移的问题,通过对框架纸吸风脚的改进,由此提高框架纸传送过程中吸附稳定性,解决了因框架纸传送过程中位置偏移而引起停机及产品品质问题。张庆春等人研究了YB45硬盒包装机内衬纸输送加速辊压力不可调整,导致橡胶加速辊磨损后,辊对之间压力不够时,造成内衬纸堵塞或下纸歪斜等问题,设计了加速轮可调装置,从而减少加速辊磨损停机换件时间、换件消耗,一定程度上提高了设备运行效率。郭建娟深入分析了YB45型硬盒包装机内衬纸下纸装置堵塞而停机的原因后发现内衬纸纵向向外弯曲和水平向外弯成M形,使内衬纸撞上挡板造成下纸堵塞而停机。因此,针对内衬纸下纸装置中压痕结构进行了改进,合理调整滚轮尺寸,保证了内衬纸下纸的通畅,使停机频率从改进前的8.1%下降为3.1%。
邓超、陈亮研究分析了操作人员在手动下压关闭门架时,使相对应的输送滚轮上的刻痕槽线发生碰撞而断裂,使输送滚轮损坏,造成内框纸刻痕损伤的原因。通过对YB45包装机内框纸切割输送机构活动门架开合方式的改进,改变直接用手关闭活动门架的方式,而采用液压驱动来保证活动门架的平稳下落,避免因用力按压门架造成的输送滚轮上刻痕槽线的磕碰损坏,解决了内框纸输送滚轮频繁损坏的问题,延长了输送滚轮的使用寿命,保证内框纸弧边刻痕的质量稳定。
但是针对YB45包装机内衬纸展开制动装置的研究相对较少。因此,进一步深入开展YB45包装机内衬纸展开制动装置研究具有重要意义。本文针对内衬纸展开制动装置使用一段时间后制动效果持续下降、放卷过程失控频率逐步增加的问题进行了深入分析,并对内衬纸展开制动装置进行了改进,应用了柔性耦合技术的内衬纸展开制动装置有效降低了内衬纸输送故障率,进一步为企业生产运营降本增效提供了坚实的保障。
2 内衬纸缺陷分析
通过长期观察发现,随之包装机逐渐老化,内衬纸展开制动装置造成的输送故障频次逐年增高,图1为2016年1~12月的内衬纸输送故障折线图。
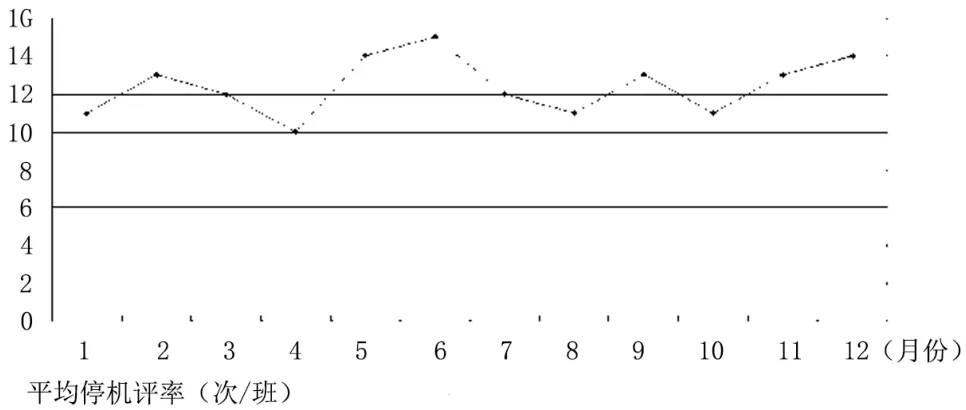
图1 2016年1~12月的内衬纸输送故障折线图
由于内衬纸输送速度保持在一个恒定值,随着内衬纸卷筒上纸张不断消耗,内衬纸卷筒直径逐渐缩小,对制动装置的制动力需求随之不断变化。但是,目前该装置存在如下几个方面的缺陷:
(1)制动片工作弧度过小。制动鼓的外圆周长约为1112mm,而制动片的弧长为44mm,在全接触的情况下制动包角仅为14°。
(2)制动力波动幅度过大,破坏了与内衬纸相对恒定的牵引力之间的力矩动平衡。制动片工作行程与制动力成反比。制动片弧长较小,制动有效行程短,其制动力就较大。当制动力达到一定峰值,会出现瞬时抱死,卷筒由高速旋转突然进入静止状态,压花辊对与送纸辊对突然受到较大的反作用力,会导致内衬纸输送停顿或者内衬纸带断裂。而当卷筒由瞬时停顿快速进入高速转动时,摆臂卷筒摆动到极限,各拉簧、压簧也快速拉伸或压缩至极限,摆臂失去缓冲作用,卷筒将由压花辊对、输送辊对直接拉动,卷筒瞬时加速至等于乃至大于内衬纸展开的速度,内衬纸脱离各导向辊,失去导向辊牵引的内衬纸将左右偏移,造成内衬纸搭口长短不一或输送堵塞。
(3)制动片施加在制动鼓上的正压力较大。制动片工作面材质为石棉、钢丝,没有弹性,其与制动鼓配合属于刚性接触、硬摩擦。为保证制动效果,这就要求制动片施加在鼓上的正压力足够大,从而加剧了制动鼓的磨损。
(4)制动鼓磨损不均匀,圆度逐渐下降。制动时片与鼓为点刹,接触面积小,制动力又较大,造成制动鼓外圆局部摩擦强烈,磨损程度不一,圆度下降,更加剧其与制动片接触不良,制动性能持续下降。必须定期更换制动鼓,成本较高。
综上所述,可以初步推断,制动片工作弧度过小、施加的正压力过大、制动力波动幅度大以及刚性点刹制动均是导致内衬纸展开制动效果下降的主要因素。
3 设计思路及方案
3.1 设计思路
采用带式柔性制动装置延长柔性带,保证其在较大包角范围内工作时达到相同制动效果。运行过程中,随着制动面积的增加,施加在制动鼓上的正压力随之减小。正压力减小保证制动力波动幅度较小,实现制动片制动与释放缓慢交替,维持制动力与内衬纸牵引力之间力矩动态平衡,确保了内衬纸卷筒在输送过程中始终处于张紧状态,消除了内衬纸在输送过程中因张力瞬间突变而松弛造成的偏移。
带式制动刹车装置的原理如图2所示。
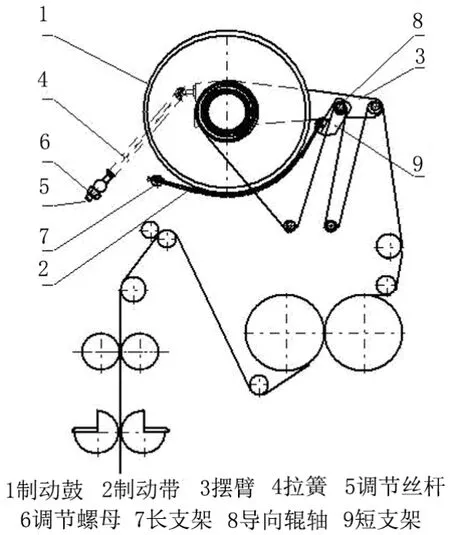
图2 带式制动刹车装置的原理图
改进后的内衬纸展开制动装置是由制动鼓轮、制动带、摆臂、拉簧、调节丝杆等组成。内衬纸被牵引时,拉簧4拉伸,同时摆臂3开始顺时针摆动,带动制动带2释放制动鼓1,内衬纸卷筒定向旋转。当内衬纸展开速度略大于牵引速度,打破两者之间的力矩动平衡时,拉簧4就拉动摆臂回摆。制动带接触制动鼓,开始制动,直至内衬纸展开速度低于牵引速度,制动带再次释放制动鼓。
3.2 制动带材料的选择及包角的确定
石棉与铁的摩擦系数是0.25~0.4,橡胶平面的平皮带与铁的摩擦系数是0.4~0.6,根据摩擦力的计算公式F=μ·N(μ为摩擦系数,N为压力)可知,在相同压力情况下,摩擦系数越大摩擦力越大,因此选用摩擦力较大的平型皮带。
制动带一端安装在长支架上,另一端安装在摆臂上。制动带包裹制动鼓呈一定的角度范围,理论上要求a≥150度,但考虑到设备已有结构的局限性,包角设定在100°~250°范围内,宽度为21mm,制动带中间设计有6个直径为6mm,间距为70mm的圆孔,用于消除接触面上灰尘的作用,经多次测试能够满足制动要求。
3.3 制动带长支架的设计
原支架直径为18mm,根据类比法设计,长支架采用与原支架一致的直径18mm,悬臂长度以制动带安装位置位于制动鼓宽度中心位置为宜。
如图3所示,长支架为悬臂梁,制动带的拉力作用有可能造成长支架的变形,因此有必要对其进行挠度校核。

图3 悬臂梁
通过受力分析,在制动带安装位置中点(距安装面125mm处)受力变形位移量最大,如图4所示,在该点进行最大挠度计算较为合适。
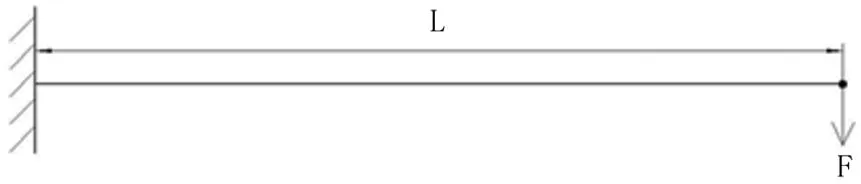
图4 最大挠度分析图
已知L=125mm,d=18mm,实测F=49N;查表可知:45#钢材料弹性系数E=206000N/mm2,截面惯矩I=π·d4/64=5150.385mm4;长支架最大挠度Wmax=F·L3/3EI ≈ 0.03mm;【W】=L·1/400=0.3mm;Wmax<【W】。
由计算结果可知,长支架实际挠度小于容许挠度,设计满足要求。
4 实施改进
4.1 设计加工摇臂张紧力调节装置
丝杆安装座安装在机箱上,拉簧一端安装在调节丝杆上,另一端固定在摆臂上,调节丝杆穿过丝杆安装座上的通孔,由调节螺母进行调节和自锁。当张紧力下降,可通过调节丝杆进行补偿,零件设计如图5所示。

图5 零件设计图
4.2 设计加工短支架
短支架设计如图6所示,其穿套在在摆臂上的导向辊轴上,形成转动副;长支架固定在箱体上,两者上固定制动带的两端,制动带与制动鼓紧密贴合在一起,起到限速及制动的作用。

图6 短支架设计图
5 结语
新内衬纸展开制动装置投入运行后,经过长期跟踪观察,内衬纸输送故障率明显下降,图7为2017年7~12月的内衬纸输送故障平均停机率折线图。

图7 故障平均停机率
从图7可以看出,改进后内衬纸输送故障率整体上有了明显改善,故障率呈下降趋势,由1月份的2次/班下降到12月份的1次/班,下降50%。采用柔性耦合技术的内衬纸展开制动装置能够有效降低故障停机率,研究成果可以为烟草生产企业提供较高的应用价值。