烟用内衬纸动摩擦系数对上机适应性的影响
2022-10-13周枫刘贤杰黄壮鹏陈东昱李源章刘晓晖吉雄凌孝存
周枫, 刘贤杰, 黄壮鹏, 陈东昱, 李源章, 刘晓晖, 吉雄, 凌孝存
(深圳烟草工业有限责任公司 技术研发中心, 广东 深圳,518109)
烟用内衬纸是衬于卷烟软盒或硬盒的内层、对卷烟起到一定保护作用的专用纸。内衬纸作为卷烟的初始包装层, 最主要的功能是起到保香、保润、遮光等阻隔作用, 以保护卷烟产品质量、防止卷烟霉变和卷烟香气的散失, 同时也可以展示出美观特性, 是重要的卷烟包装材料[1-6]。
卷烟在生产过程中, 时常因内衬纸运行过程中所受的摩擦力过大, 造成卷烟生产设备塞机, 同时会导致成形烟包的内衬纸折皱、折叠不到位等情况。为此行业技术人员进行了很多改进措施, 也取得了诸多效果。王强采用机器视觉技术, 设计了一款由控制器、图像采集装置以及增量式编码器等组成的硬件设施, 检测并剔除硬盒香烟包装过程中出现的内衬纸缺损等缺陷烟包[7]。黄溢清等通过对内衬纸采用“活动折叠+固定折叠”的组合方式, 活动折叠装置先按内衬纸烟包成型要求进行折叠, 形成固定的折痕,减小了内衬纸的张力; 固定折叠装置按活动折叠装置预设的折叠形式, 完成内衬纸烟包的全部成型工作, 以此来降低内衬纸折叠的缺陷率[8]。刘亦坚通过对GDX2 铝箔纸供给系统进行改进, 减弱内衬纸前后漂移现象, 有效地提高了产品质量及设备有效作业率[9]。目前内衬纸相关研究主要聚焦在对卷烟设备进行优化, 以达到提升烟包内衬纸质量和提高设备作业率。本论文主要聚焦对内衬纸本身进行研究, 采取调节涂油量大小、改变压纹方式、在线涂抹石蜡水等方法, 使内衬纸动摩擦系数发生改变, 以此达到改善烟包质量, 提升卷烟包装设备的作业率。
1 材料与方法
1.1 实验材料
以本公司现有产品内衬纸为实验材料, 具体材料有:①祥和银色素面镭射复合内衬纸;②祥和银色素面镭射复合内衬纸(高涂油量);③祥和银色素面镭射复合内衬纸(预压纹);④祥和银色素面镭射复合内衬纸(在线压纹);⑤祥和银色素面镭射复合内衬纸(在线压纹并涂石蜡水);⑥细支金樽金色素面复合内衬纸;⑦细支金樽金色素面复合内衬纸(预压纹);⑧细支金樽金色素面复合内衬纸(在线压纹)。
1.2 实验仪器
主要仪器设备有气相色谱—质谱联用仪(Agilent Technologies Intuvo 9000-5977B); 数控超声波清洗器(KQ-500DB); 摩擦系数测试仪(GM-1)。
1.3 实验方法
1.3.1 内衬纸涂油工艺
以祥和银色素面镭射复合内衬纸为例, 从内衬纸生产工艺流程(图1)、结构示意图(图2)到具体的涂油工艺(图3), 简要说明内衬纸涂油的具体实现, 并探讨涂油量的检测方法及与上机适应性的关联性。

图1 内衬纸生产工艺流程
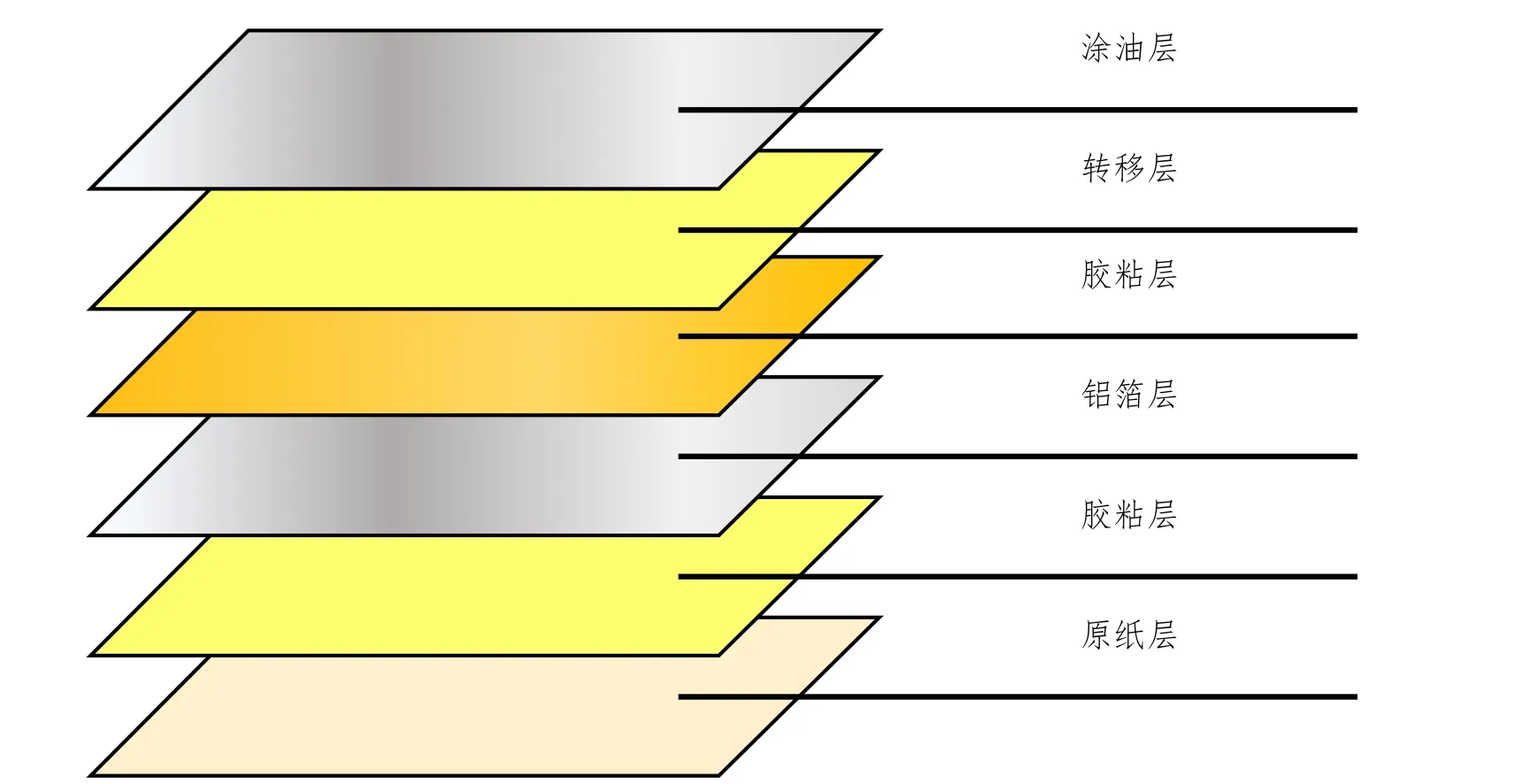
图2 内衬纸结构示意图
涂油工艺是采用两辊(胶辊+钢辊)挤压方式进行涂油, 将光油放在两辊之间通过挤压后再转移到内衬纸表面, 如图3 所示。当表面涂层较少时, 涂油量有较大的检测难度, 一般通过对内衬纸动摩擦系数的检测, 来监控内衬纸的表面涂油情况, 如果动摩擦系数偏差较大, 则对光油的配方、光油的添加量(控制辊的线速度)进行微调来实现动摩擦系数的控制。光油主要组分见表1。
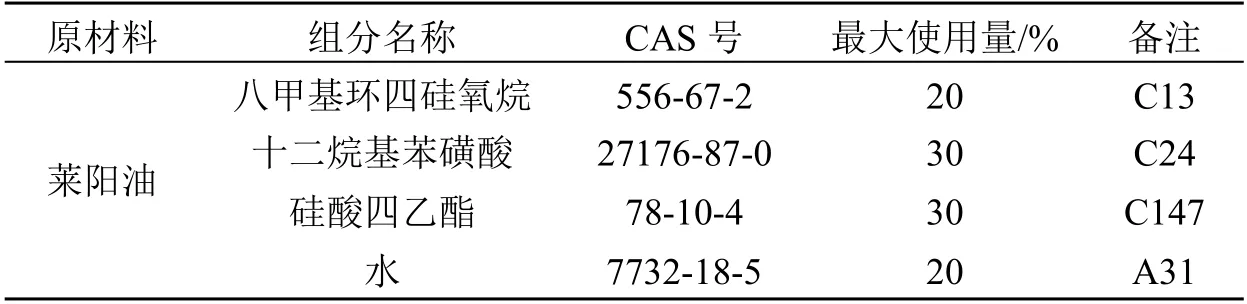
表1 光油主要组分

图3 涂油工艺示意图
1.3.2 涂油量检测
(1) 化学检测
为了检测内衬纸实际涂油量, 在车间抽取未涂油的上机适应性差的祥和内衬纸和细支金樽金色内衬纸同时抽取厂家提供的祥和预压纹内衬纸(以正品内衬纸为基纸)、细支金樽预压纹内衬纸(以正品内衬纸为基纸)、祥和内衬纸(高涂油量)5 个样品, 用化学方法检测其涂油量。具体检测方法如下。
检测方法依据《中国计划生育学杂志》[10]及专利《一种气质联用检测纺织品中八甲基环四硅氧烷含量的方法》(专利号2017107945528)[11]。
检测过程: 每个内衬纸样品,称量1 g, 20 mL 甲醇, 超声萃取60 min, 过滤后采用气相色谱—质谱联用仪进行测试。
(2) 动摩擦系数检测
动摩擦系数的检测依据行业标准《烟用内衬纸》“YC264—2014”[12]附录A 的方法执行。抽取相关内衬纸样品检测其动摩擦系数大小。
2 结果与讨论
通过对内衬纸样品进行涂油量大小的检测, 检测结果见表2 所示。

表2 内衬纸涂油量检测结果
由表2 可知, 这几款内衬纸均有涂油, 车间在用祥和内衬纸涂油量稍低于细支金樽内衬纸, 同时内衬纸(预压纹)涂油量低于素面内衬纸, 说明预压纹工艺会少量消耗涂油量。
通过对内衬纸样品进行动摩擦系数大小的检测, 检测结果见表3 所示。
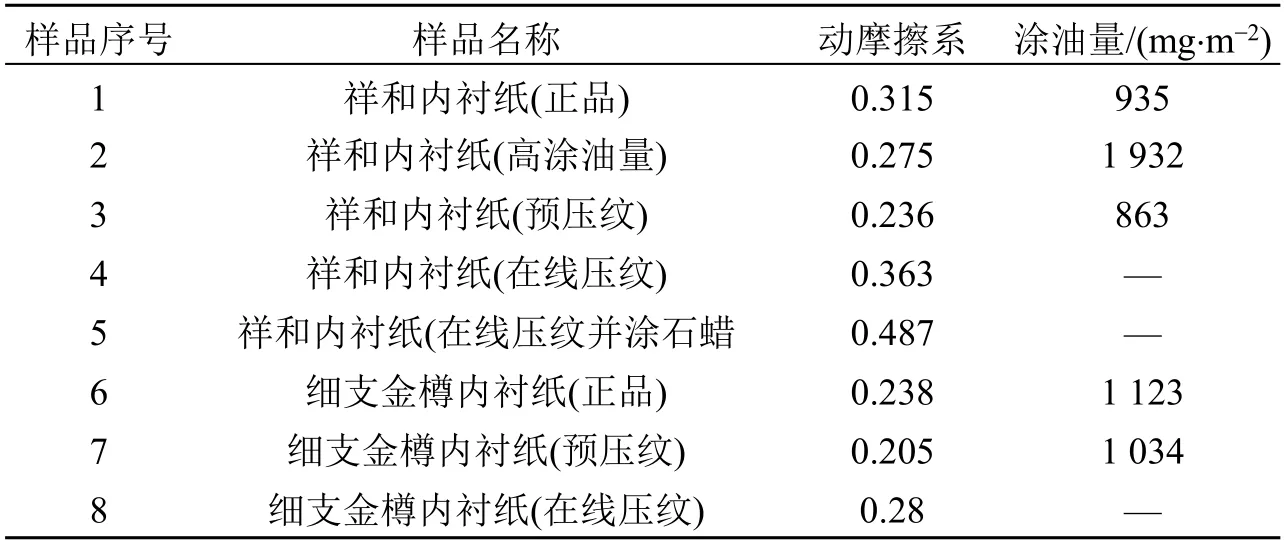
表3 内衬纸动摩擦系数检测结果
图4 为涂油量对动摩擦系数的影响, 通过数据和图表信息可知, 在同一基纸上, 涂油量越高,动摩擦系数越小; 不同纸基不能横向对比。图5 为预压纹对动摩擦系数的影响, 通过数据和图表信息可知, 预压纹内衬纸与光面内衬纸相比, 预压纹工艺会降低内衬纸的动摩擦系数大小。图6 为在线压纹对动摩擦系数的影响, 通过数据和图表信息可知, 不同纸基的内衬纸, 在线压纹工艺都会增加其内衬纸的动摩擦系数大小。原因在于在线压纹采用钢棍刚性压纹, 与预压纹的毛毡辊柔性压纹有差异。图7 为在线压纹并涂石蜡水对动摩擦系数的影响, 通过数据和图表信息可知, 针对同一纸基的内衬纸, 在线压纹并涂石蜡水会大幅度地提高内衬纸的动摩擦系数。

图4 涂油量对动摩擦系数的影响

图5 预压纹对动摩擦系数的影响

图6 在线压纹对动摩擦系数的影响

图7 在线压纹并涂石蜡水对动摩擦系数的影响
将上述8 个样品依次进行上机实验, 对设备运行状态和烟包质量进行查看, 结果统计见表4。

表4 内衬纸样品上机效果统计
由表4 可知, 设备塞机时间与动摩擦系数呈显著负相关, 即对于同一纸基的内衬纸, 动摩擦系数越大, 设备塞机时间越短。针对本公司这2 种产品的内衬纸, 从数据可知, 预压纹内衬纸上机效果最佳。
3 结论
研究不同处理工艺的内衬纸, 通过调节烟用内衬纸的涂油量大小、内衬纸的压纹方式、在线涂抹石蜡水等方法, 分析不同处理工艺的内衬纸上机适应性情况。结果表明:
(1) 在同一纸基上, 内衬纸涂油量越高, 动摩擦系数越小, 动摩擦系数从0.315 降至0.275, 降幅达12.7%; 塞机时间从3 min 延长至5 min, 对内衬纸上机适应性有改善作用。
(2) 在线压纹会提高内衬纸动摩擦系数, 动摩擦系数从0.315 提高至0.363, 增幅达15.2%; 塞机时间从3 min 缩短至2 min, 导致内衬纸上机效果降低。
(3) 预压纹内衬纸最大限度地降低了动摩擦系数, 动摩擦系数从0.315 降至0.236, 降幅达25.1%;设备未出现塞机情况, 极大地改善内衬纸的上机适应性。
综上所述, 内衬纸采取预压纹工艺, 可以极大地改善其上机适应性。
