5052-H32铝合金带材双边发白色差缺陷成因分析及改善措施
2022-06-09章国华汤波楷陈登斌陈祚启陈培显
章国华,汤波楷,陈登斌,陈祚启,陈培显
(浙江永杰铝业有限公司,浙江 杭州 311222)
3C产品用5052铝合金属于热处理不可强化的铝合金,具有质量轻、强度中等、塑性高、成型性能优良、焊接性能良好、无磁性和导热性好等优点,广泛应用在手机、平板和笔记本电脑中[1]。
阳极氧化是目前3C电子产品用铝合金最常用的表面处理工艺。阳极氧化后的金属表面不仅能呈现出一种科技感十足的美观效果,而且阳极氧化膜本身还能起到增强铝合金外壳表面硬度和提高其耐蚀性的作用[2]。铝合金卷材经阳极氧化后,表面缺陷会更明显,堪称缺陷放大器,因此对铝合金原材料的表面质量提出非常高的要求。
1 试验材料及检测方法
试验材料为厚度为0.25 mm的5052-H32铝合金带材,其主要化学成分见表1。生产工艺流程:熔铸-锯切-铣面-加热-热轧-冷轧-清洗-中间退火-冷轧-清洗-稳定化退火-精整拉矫。

表1 5052铝合金的化学成分(质量分数/%)Table 1 5052 aluminum alloy chemical composition(wt/%)
采用电解抛光腐蚀仪抛光试样,金相显微镜观察晶粒度及第二相粒子,粗糙度仪检测粗糙度,XRF荧光光谱分析微量元素,扫描电镜观察微观形貌、进行EDS能谱成分分析。
2 发白色差缺陷形貌
图1为5052-H32铝合金带材发白色差宏观形貌图。发白色差在带材两边部均有,色差界线较笔直;发白色差区域比正常区域的粗糙度大Ra0.03 μm~0.05 μm;发白色差在中间退火后不明显,小加工率轧制后明显显现,继续轧制其色差可消除;通过强碱碱洗5 min~10 min后发白色差消失。图2及图3分别为发白色差区域与正常区域晶粒度以及第二相粒子金相图,可以看出无明显差异。图4为发白色差区域与正常区域分别在50倍及500倍扫描电镜微观形貌对比图,可以看出发白色差区域“沟痕”更深,对光的反射异常,显现发白色差。
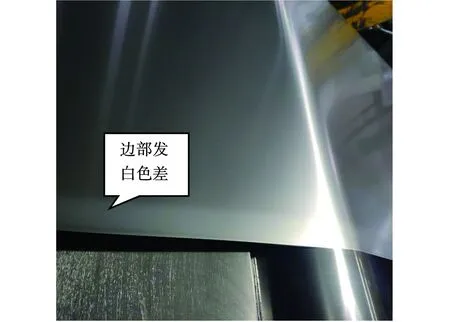
图1 发白色差宏观形貌图 Fig.1 Macroscopic morphology images of white aberration
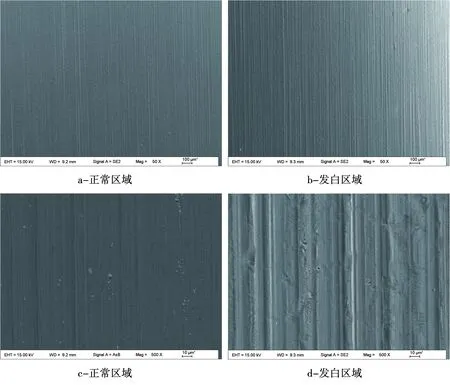
图4 正常及发白色差区域扫描电镜微观形貌图 Fig.4 SEM images of normal and white aberration area
从以上现象可知,发白色差为表面质量缺陷,非内部组织缺陷。需要深入研究导致铝合金带材两边部与中部发白色差的原因,并提出改善措施。
3 发白色差缺陷产生原因分析
3.1 季节天气对发白色差缺陷产生的影响
铝及铝合金化学性质活泼,在干燥空气中也能形成一层均匀的氧化膜,但这层氧化膜相对阳极氧化膜而言是不致密的,不能有效保护铝表面,易被潮湿空气或者水浸湿氧化腐蚀。
图5为不同季节月份对发白色差缺陷的影响。统计结果显示,夏季7月份及8月份出现色差卷材的比例明显高于冬季12月及1月份的。主要的区别在于南方夏季处于雨水丰沛时期,铝卷边部暴露在高温、高湿度的空气中,极易加剧氧化腐蚀,而中部则相对影响较小,带材经过轧制与轧辊的接触摩擦,边部与中部粗糙度不均匀而导致发白色差。
图5 季节天气对发白色差的影响Fig 5 Effect of seasonal weather on white aberration
3.2 退火工艺对发白色差缺陷的影响
5052-H22铝合金带材退火温度一般在300 ℃以下,未发现发白色差缺陷,但铝卷发生不完全再结晶,得到的金相组织为部分纤维状组织及部分完全再结晶组织,力学性能不稳定。因此必须采用H32工艺生产3C产品用铝合金带材。H32状态中间退火为完全再结晶退火,可以得到完全再结晶组织,退火温度一般在320 ℃以上,极易导致Mg元素偏析,氧化生成MgO;经EDS能谱检测发现发白色差区域较正常区域的w(Mg)高0.02%~0.04%,此种差异会导致带材轧制后边部与中部粗糙度差异,从而导致发白色差缺陷。
3.3 轧制油油品对发白色差的影响
带材发白区域与正常区域经XRF荧光光谱仪检测结果如表2所示。由表2可知,带材发白区域的S、P以及Cl元素含量较高,而在轧制油基础油及添加剂中不含有这些元素或者含量极微,轧制油基础油中w(S)一般控制在5×10-6以下。S、P以及Cl元素主要来源于液压油、轴承润滑油等机械用油。这些元素极性极强,吸附在铝卷表面,即使经过碱洗清洗也不易去除。5052铝合金中的Mg元素较活泼,易与S、P以及Cl等极性元素发生化学反应,形成化学反应膜,造成表面残留[3]。在高温退火时,不能有效挥发出去,呈现不稳定状态,会分解腐蚀铝带材两边部,导致继续冷轧后出现发白色差。

表2 XRF元素检测结果(质量分数/10-6)Table 2 Results of XRF element detection(wt/10-6)
其次轧制润滑油油膜强度偏低,润滑能力不足,铝粉剥落量增大,相对中部,两边部更易残留铝粉;润滑不足同样会导致轧制力加大,轧辊的弹性变形加剧,导致铝卷两边部与轧辊之间变形区接触状态更为复杂,当油膜破裂时,轧辊与铝卷直接接触,严重则会导致铝卷粘铝。
轧制油理化指标不合理,也会加重带材边部与中部表面质量差异,导致边部带材粗糙化,形成发白色差缺陷。因此,一方面需要严格控制机械油泄漏,另一方面需提高轧制油油膜强度,使轧辊与带材间形成稳定均匀的化学吸附膜[4],使轧制带材表面颜色一致。
4 改善措施及效果评价
针对5052-H32铝合金带材双边发白色差质量缺陷产生的原因,采取相应的改善措施:
1)在高温潮湿季节,加快生产铝卷的流转,采用防腐蚀包装膜包装铝卷,减轻铝卷在高温高湿空气中的氧化腐蚀,可有效防控发白色差缺陷。
2)优化退火工艺。降低退火温度10 ℃~15 ℃,减轻高温Mg析出。采用炉内旁冷技术,旁冷时间不小于10 h,使带卷温度降至200 ℃以下再出炉,轧制后未发现发白色差。图6为带卷在箱式退火炉内中间退火后继续在炉内采用氮气气氛保护冷却情况下,出炉带卷温度对发白色差的影响。由图6可以看出,随着带卷出炉温度不断降低,发白色差严重程度也随之减轻。
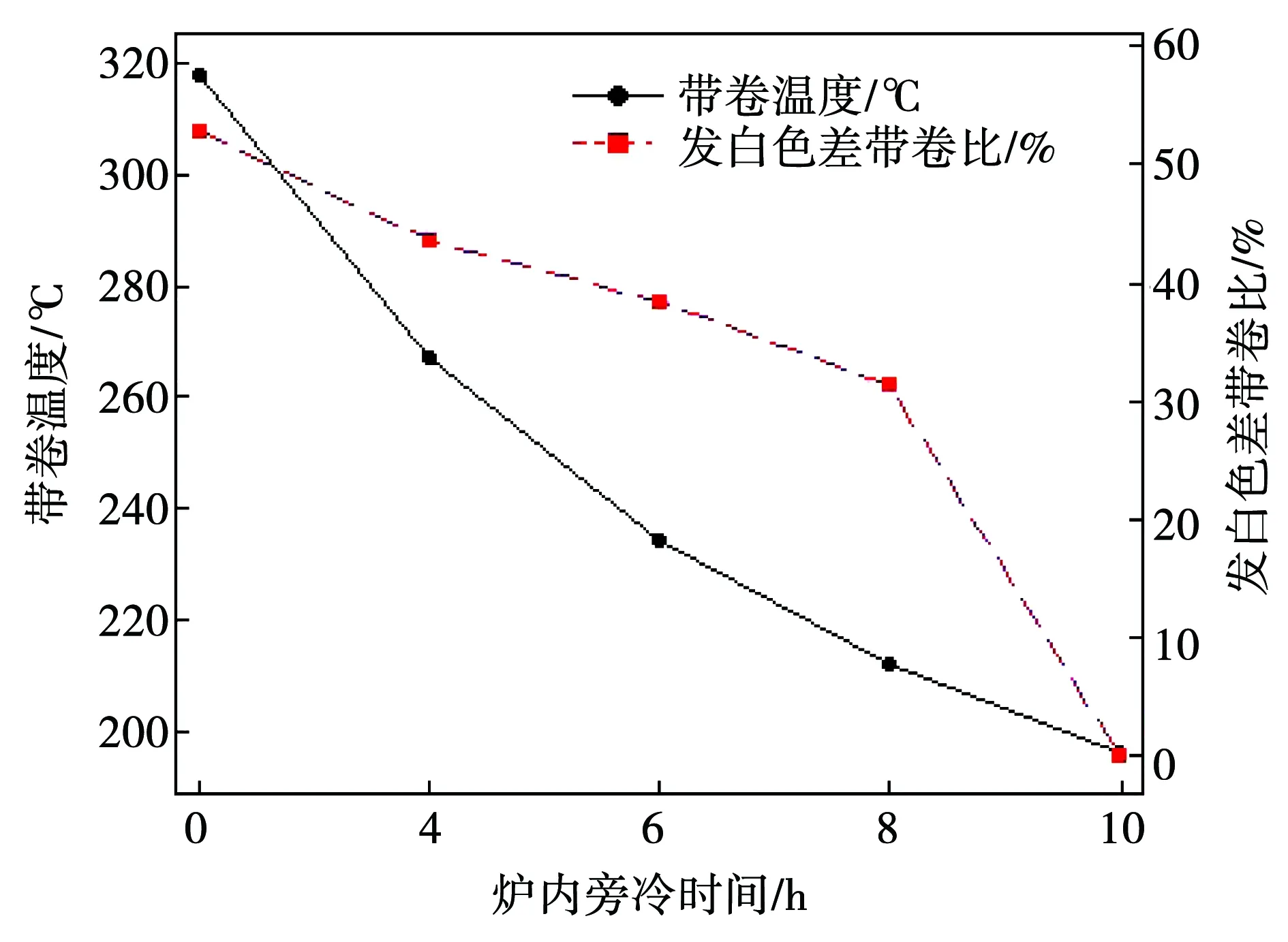
图6 带卷出炉温度对发白色差的影响Fig 6 Effect of discharging temperature on white aberration
3)对轧制油进行优化。一方面定期检查轧机机械油的泄漏,以防污染轧制油,严格控制轧制油中w(S)<0.3×10-4。另一方面提高轧制油中添加剂的质量分数至8.0%~8.5%,优化长碳链C14以及C16的分布,加入脂肪酸添加剂等措施,保证轧制油油膜强度不小于最大无卡咬负荷340 N,改善轧制油的承载能力及摩擦性能,使轧制的带材表面均匀细腻。图7为提高轧制润滑油的油膜强度对轧制带材表面的影响。可以看出,油膜强度由300 N提高至340 N后,轧制带材表面更为均匀细腻。生产5052-H32铝合金带材发白色差缺陷减少了92%,改善效果明显。

图7 不同轧制油油膜强度轧制带材表面扫描电镜图Fig.7 SEM images of rolling strip surfaces with different rolling oil film strength
5 结束语
对3C电子产品用5052-H32铝合金带材两边部的发白色差表面质量缺陷,主要从预防带材边部在高温高湿度的空气中氧化腐蚀、优化退火工艺减轻高温氧化、改善轧制油油品等三个方面进行改善,出现双边发白色差质量缺陷的不良5052-H32铝合金带卷比例已下降至1%以下,改善效果显著。