关节轴承外圈装配缺口加工工艺分析
2022-06-07吴玫闫佳山金贺
吴玫,闫佳山,金贺
(中国航发哈尔滨轴承有限公司,哈尔滨 150025)
1 带装配缺口式外圈工艺路线
带装配缺口式外圈结构如图1所示,材料为GCr15轴承钢,装配缺口位于外圈端面,形位公差要求宽松。

图1 带装配缺口式关节轴承外圈结构
GCr15轴承钢硬度达60 HRC以上,在热处理>后加工装配缺口属于硬加工,采用的加工刀具价格高,加工效率低,故应将装配缺口安排在热处理前加工。
为保证缺口的一致性及相关技术指标要求,加工后的外径圆度为0.03 mm,端面平行差为0.04 mm[3]。
确定加工工艺路线为:车成形(除缺口以外所有部位)→加工缺口→去缺口毛刺→热处理。
2 外圈缺口加工方法选择
加工缺口可采用的加工设备为立式铣床或压力机。
缺口过渡处存在不大于1 mm的圆弧,采用立式铣床加工时,需选择直径不大于2 mm的立铣刀。缺口宽度较大,会导致铣削量偏大,要保证铣刀受到较大抗力不折断,进给量不宜过大,加工时间较长,加工效率较低。
冲压产品的质量依靠冲头及压力机保证[2],冲头寿命一般较长,加工时间较短,且冲床操作简单,加工产品尺寸一致性较好,故采用冲缺口方式。
3 冲压加工工艺
3.1 冲裁力
冲裁力为[4-5]
(二)保护遗迹,叫停一切拆除震前建筑的行为。唐山的历史仅有140年,期间,不仅经历了战火和文革的等人祸的破坏,又经历了具有毁灭性的1976年大地震的天灾。对于唐山,任何一处能够留存到现在的震前建筑都弥足珍贵,尤其是那些承载唐山历史节点、重要时刻的建筑,更显宝贵。要树立“成物不随意可损坏”的思想,尊重历史,停止一切拆除震前建筑物的行为,最大限度保留原貌,让游客能够直接看到历史的本来面目。对那些确需拆迁改造的建筑,一定要先期征询各级文物部门意见,严格把关,建立保护台账,绝不准乱拆、误拆。
P=Ltτ,
(1)
式中:L为冲裁部分周长;t为材料厚度;τ为材料抗剪强度。
由(1)式可得P≈28.0 kN,设备选择时,考虑安全余量,取P0=1.3P=36.4 kN,选择156.8 kN压力机。
3.2 冲头材料
根据外圈材料和冲裁力,冲头材料预选为GCr15轴承钢和SKH-9高速钢。
GCr15轴承钢具有较强的抗塑性变形能力,良好的弹性极限和冲击韧性,可加工性好,成本低,热处理后硬度可达60 HRC以上。
SKH-9钢是一种高性能材料,具有高强度、耐磨、耐冲击的特点,对加工厚型产品有一定的优势,热处理后硬度达63 HRC以上。
3.3 冲头设计
由于加工面为平面,且冲切深度较深,接近产品宽度的一半,为减小冲切力和冲切变形,采用斜刃冲切,冲头结构如图2所示,其主要参数尺寸为
dct=D′+δ,
(2)
(3)
式中:D′为缺口直径;B′为缺口宽度;δ为公差。
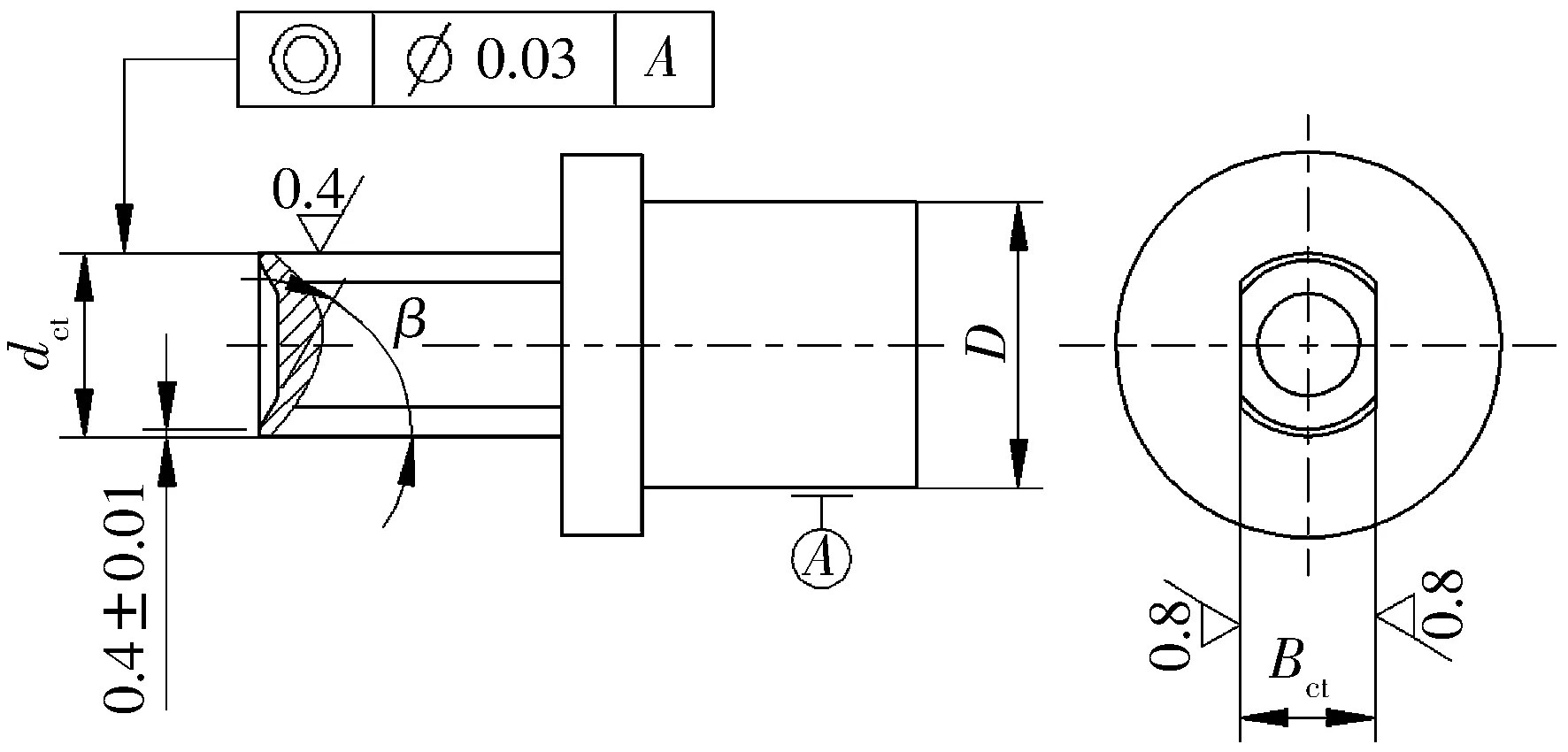
图2 冲头结构
由(2),(3)式取dct=9.7 mm,Bct=7.2 mm。此外,压力机接口安装尺寸D取15 mm,斜刃角β取60°,刃口宽度取0.4 mm。
为保证加工质量,冲头圆柱面粗糙度Ra值小于0.4 μm,冲头两侧平面Ra值小于0.8 μm。为保证缺口圆跳动0.13 mm的形位公差要求,冲头工作圆柱面中心与压力机接口的同轴度应不大于0.03 mm。
3.4 模具设计
冲模结构如图3所示,为保证工件安装方便,零件与冲模为间隙配合,其主要参数尺寸为
Dcm=De+(0.05~0.10),
(4)
(5)
式中:H为工件高度;De为工件外径。

图3 冲模结构
由(4),(5)式取Dcm=14.15 mm,Hcm=3 mm。冲模高度Hmz取22 mm,压力机工作台安装尺寸Dmz取70 mm。
4 实际加工效果
经过多批次(每个批次不少于800件)的试验加工,在采用GCr15钢和SKH-9钢的冲头加工缺口时,合格率均在99.5%以上,相关技术指标对比如图4所示,2种材料冲头加工的外圈均满足技术要求。2种材料冲头的寿命见表1,SKH-9钢冲头加工寿命较长,性价比优于GCr15钢。为保证产品质量,采用荧光磁粉探伤方式对缺口进行检测,未发现裂纹,合格率为100%。
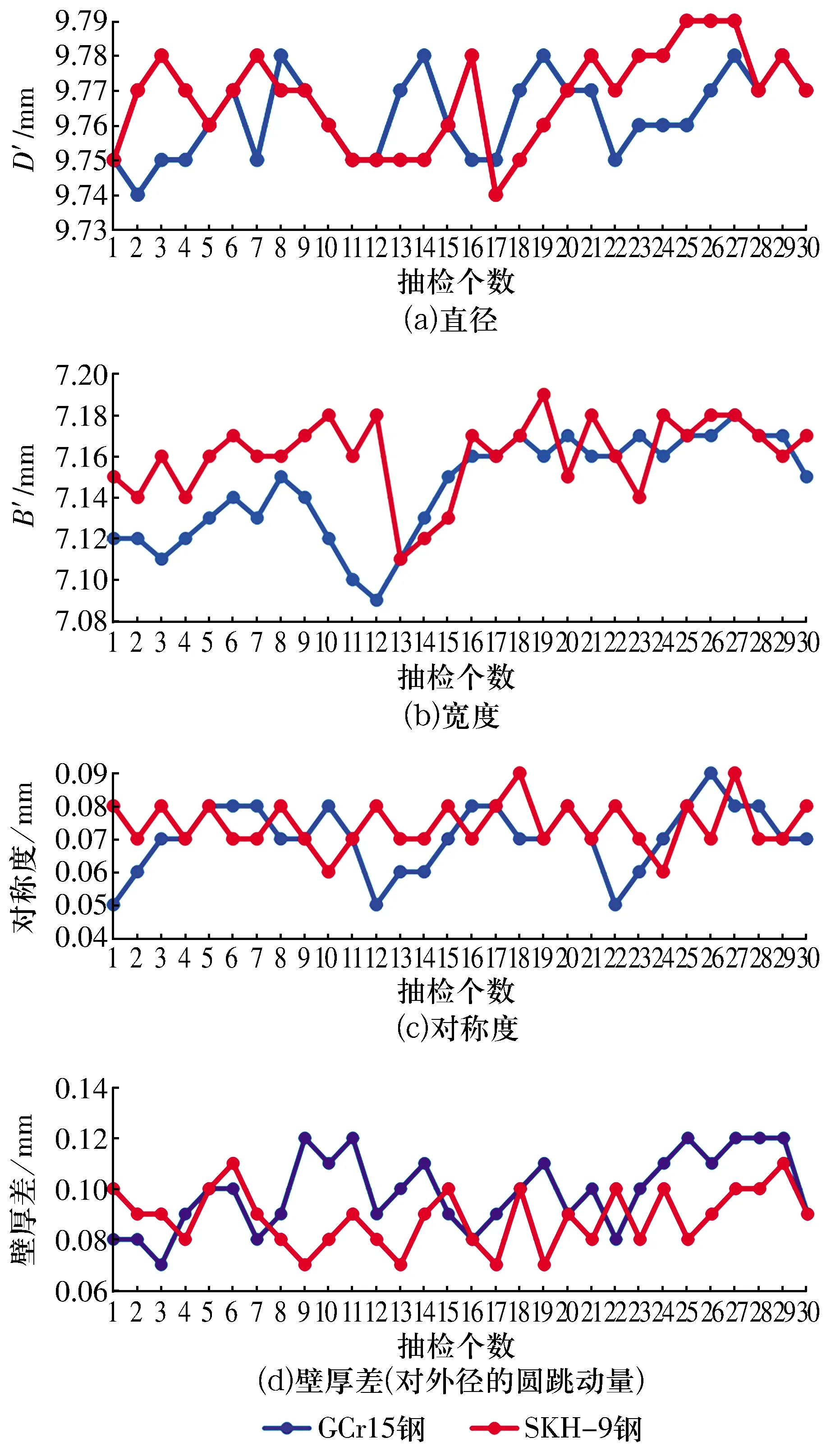
图4 2种材料冲头加工缺口的技术指标对比

表1 冲头寿命
5 结束语
经过大批量、多批次的加工试验后,说明采用车成形→冲缺口→去缺口毛刺→热处理的加工路线切实可行。在保证缺口尺寸及几何精度满足要求的同时,还能提高生产效率,降低成本。该方法也可用于其他型号关节轴承的加工。