粉煤灰漂珠道路声屏障材料的吸声性能研究*
2022-06-02李冠达戈禧芸
李冠达,王 波,谢 辉,王 玺,戈禧芸
(1.重庆大学 建筑城规学院,重庆 400045;2.重庆大学 山地城镇建设与新技术教育部重点实验室,重庆 400045;3.中建科技集团有限公司,北京 100195)
0 引 言
近年来,我国道路交通建设愈发成熟,但交通噪声问题也日益成为了困扰沿途居民的一大问题。据统计,2020年全国受理交通运输噪声投诉举报约7.5万件。2019年,交通噪声与振动污染防治行业产值占全国噪声与振动污染防治行业总产值的39%[1]。交通噪声防治产值虽然占比高,但是道路交通噪声现状依然严峻亟待解决。
通常,利用声屏障降噪是道路交通噪声污染防治的主要措施。在声屏障的设计中,常在声屏障靠近道路侧设置吸声材料,以减少噪声在道路两侧声屏障之间经多次反射而后衍射的不利情况[2]。常见的多孔吸声材料如各类纤维[3]、泡沫材料[4]等,已经在实际的工程实践中有了应用,其在高频率吸声中已经有了很好的表现。然而在应对以中低频(500~1 000 Hz)为主的道路交通噪声时[5],由于传统纤维材料耐候性差,吸声峰值频率与交通噪声主要频率不匹配等因素,并不能完全胜任城市道路降噪的目标。
近年来,多孔混凝土因其具有良好的耐候性与较长的使用寿命[6],成为一种理想的室外降噪材料,并开始在道路交通噪声控制中发挥作用[7]。一些研究通过使用轻质骨料[8],如陶粒[9-9]、空心玻璃微珠[10]、聚苯乙烯[11]、橡胶颗粒[12-13]等,使用水泥等胶凝材料粘结颗粒,通过集料间形成的孔隙实现吸声降噪。而本研究选用的轻质集料为粉煤灰漂珠,是一种燃煤发电厂主要产生的固体废弃物。相比于其他多孔混凝土,利用粉煤灰漂珠作为轻集料可以有效节省材料成本,并实现固废资源化。而以往的研究更加关注粉煤灰漂珠的热学性能与力学性能[14],鲜有对于粉煤灰漂珠声学性能的研究。
多孔混凝土的吸声机理与多孔介质吸声材料一样,其对声能的损耗主要通过材料内部空气的粘滞性内摩擦、热传导以及分子弛豫作用等方式完成。通过使用多孔材料的数学模型可以预测材料的吸声性能,减少大量实验工作[15]。目前主要的多孔材料声学模型都是基于Zwikker & Kosten[16]的研究工作发展起来的。其将多孔介质内的孔隙简化为圆柱形,其中涉及流阻R与孔隙率Φ两个变量,然而该模型只适用于孔隙率较大的材料。Attenborough[17]在此基础上,引入了曲折度因子q以阐述不规则的孔隙形状,从而较好地预测了孔隙率较低的材料的声学性能。此后,Horoshenkov与Swift[18]考虑到了多孔材料孔径的离散程度,将孔径的标准差引入模型,而该模型在颗粒堆积材料吸声性能预测中有着良好的表现。
因此,已有多项研究将成型条件与材料开孔孔隙率、密度等参数建立联系,但对于曲折度因子、流阻这2个参数与成型条件之间的关系的研究仍较少。另一方面,如果实际测量理论模型中的各参数,则存在测量条件苛刻,测试成本较高等问题。以曲折度因子的测量为例,对于非金属多孔材料的曲折度因子测量需在惰性气体中采用超声测试,条件极为严苛[19]。而反演计算是一种可以避免繁琐的测量过程、同时又能较为准确计算理论模型中的多个参数的方法。故本研究选择反演运算的方式探究了成型条件对流阻以及曲折度因子的影响,以有助于后期对该新型材料的成型条件进行参数设计与优化。
1 实 验
1.1 原材料
试验采用的粉煤灰漂珠外观呈银灰色,表面封闭,内部中空,如图1所示。其主要化学成分为氧化硅(SiO2)和氧化铝(Al2O3),壁厚约占直径的5%~8%,堆积密度为0.3~0.45 g/cm3。为使得试件具有较高的强度,研究采用的水泥为白川牌P·W-1 52.5级高强白水泥。为减少混凝土拌合用水以进一步提高试件强度,成型过程中使用了科之杰TS-8聚羧酸母液减水剂。

图1 试验用漂珠
1.2 原材料配合比
由于成型压力与骨胶比对于材料的孔结构影响较大,故研究利用单因素实验设计的方法研究了上述2个因素对材料吸声性能的影响。基于预实验,确定了成型压力研究范围为0~1.0 MPa,骨胶比的研究范围为0.7~1.1,水灰比为0.35,减水剂掺量为0.6%,试件厚度为50 mm。成型压力组各原材料配比如表1所示。基于试验结果,研究选择了0.2与0.4 MPa两个加压压力进行骨胶比研究实验,配比如表2所示。

表1 压力对照组原材料配比
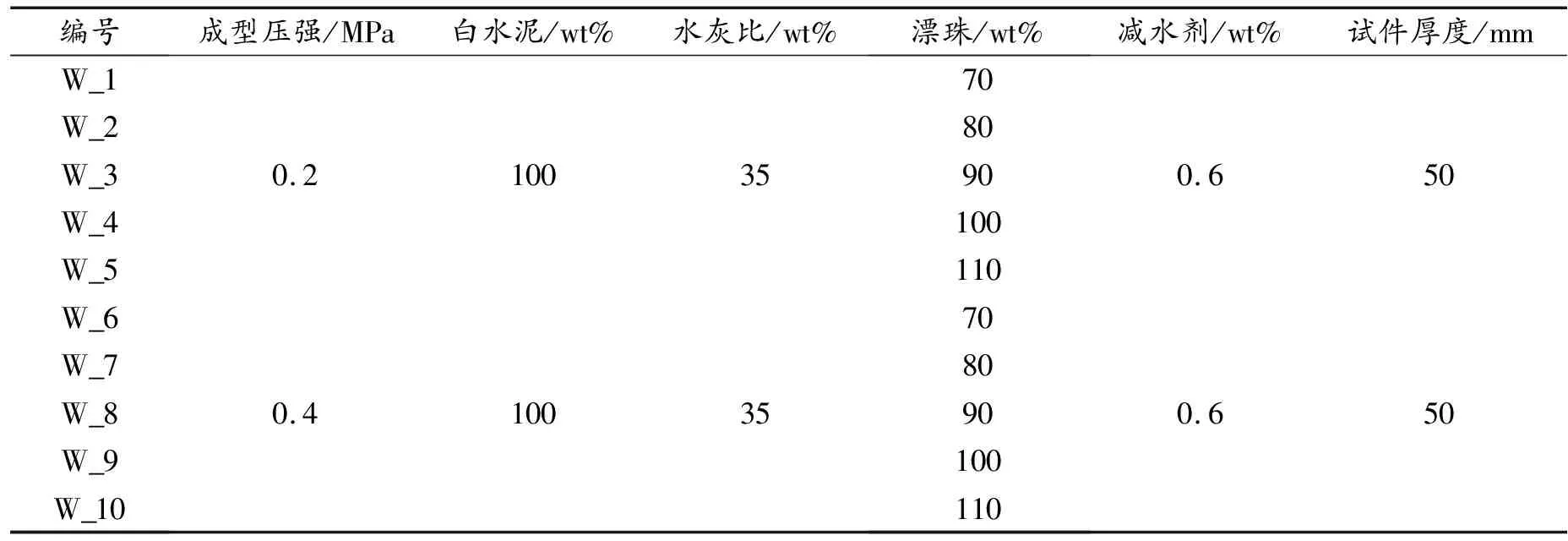
表2 骨胶比对照组原材料配比
1.3 试件制备工艺流程
将漂珠颗粒与50%的实验用水倒入桶中,利用强制搅拌机搅拌30 s至均匀;再将水泥加入骨料中搅拌30 s至均匀;最后将减水剂与剩余的水混合均匀后加入浆料,继续搅拌60 s。将搅拌好的浆料分层加入模具,并进行振捣,其中试模尺寸为φ99 mm×150 mm。最后用液压压力机材料压合成型[20]。试件成型后在室内条件下养护24 h后拆模,随后将试件洒水养护至测试龄期。
1.4 性能表征及测试
为反演运算的需要,研究主要对试件的吸声性能和开孔孔隙率进行了测试。首先为了获取材料的吸声系数,用以衡量不同试件的吸声性能,依据标准GB/T 18696.2《声学 阻抗管中吸声系数和声阻抗的测量 第2部分 传递函数法》,使用B&K驻波管测试系统(图2)进行测试。试验采用水饱和法测量了试件的开孔孔隙率[21]。

图2 驻波管吸声测试系统
2 理论基础
2.1 Horoshenkov与Swift理论模型
研究使用的预测模型为Horoshenkov与Swift模型。该模型引入4个参数:曲折度因子q(-),空气流阻R(N·s/m4),开孔空隙率Φ(-)以及孔径标准差σ(-)。通过以上4种参数可以预测流体的动态密度ρb(ω)与流体的可压缩性Cb(ω),具体公式见(1)、(2):
(1)
(2)
其中ρ0(kg/m3)为空气密度,P0(Pa)为标准大气压,γ(-)为绝热膨胀系数,Npr(-)为普朗特常数。F(ε)为粘度修正系数,可以用Pade近似的方式来表示。具体公式见(3)、(4):
(3)
(4)

(5)
(6)
最后通过计算特征声阻抗与特征波数计算表面特性阻抗Zs,其中d为式样厚度,通过Zs计算吸声系数α。具体公式见(7)、(8):
Zs=-izb(ω)coth(kb(ω)d)
(7)
(8)
2.2 反演计算
2.1节中Horoshenkov与Swift模型中的宏观参数采用“最小二乘(Least Square Method)”中的非线性最小二乘方法求解。模型引入4个参数,其中开孔空隙率用1.4节中“水饱和法”测得,其余3个参数由反演计算求得。求解损失函数见公式(9),求解结果评价值R2见公式(10):
(9)
(10)
其中x∈1×3,f为频率,g(x,f)与H&S(x,f)为关于x与f的函数,αtest为实测值,为L2范数。通过迭代,计算出在目标函数g(x,f)在取最小值时候x的取值。为确保参数求解结果在其合理取值范围内,参考了相关文献,对于x中的3个参数设定了边界范围[22],如表3所示。

表3 反演求解中各个数值的上下界
3 结果与讨论
3.1 材料成型条件对与吸声性能的影响
3.1.1 成型压力对于吸声性能的影响
从表4与图3可知,随着加压强度的提升,材料吸声频谱特性曲线的第一个峰值逐渐向低频移动,而峰值处的吸声系数也随之下降。当压强为0和0.1 MPa的情况下,试件具有相近且较好的吸声效果,两者的吸声系数峰值均出现在1 000~1 100 Hz之间,其吸声系数分别为0.97与0.90。当成型压强达到0.4 MPa时,吸声的第一个峰值频率移动到630 Hz,可以吸收63%的声能。这5组材料其峰值频率分布在630~1 100 Hz之间,峰值处的吸声系数均大于0.6,说明该材料在以500~1 100 Hz为主的道路交通噪声中有良好表现。而当成型压力超过0.6 MPa时,各个频率吸声系数小于0.3,吸声效果并不理想。
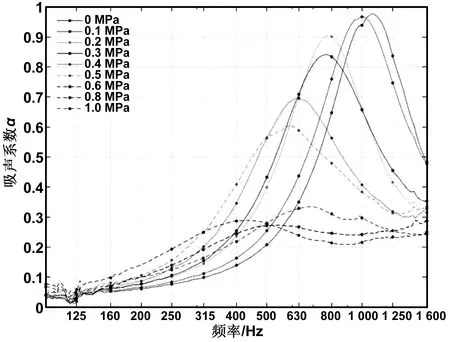
图3 不同加压条件下的吸声频谱特性曲线
材料成型压强的增大导致第一个峰值处的吸声系数下降,这可能与开孔孔隙率有关。开孔孔隙率的增加意味着,声波以空气为介质进入材料内部时与材料有更多的接触面积,声波与材料的摩擦作用越明显,吸声能力越强。由表4可知,成型压强越小,开孔孔隙率越高,其峰值处的吸声系数也越高。而随着加压,试件第一个峰值所在频率向低频移动可能与材料的密度有关。吸声系数的第一峰值频率与平面波在材料内传播的一阶共振模态频率相对应[23],而试件密度的增加会导致平面波在材料内传播的一阶共振模态频率向低频方向移动。由表4可知,成型压强与试件密度呈正相关,这也解释了不断加压会导致第一个吸声峰值向低频移动。

表4 骨胶比为0.9时不同成型压强作用下的开孔孔隙率与密度
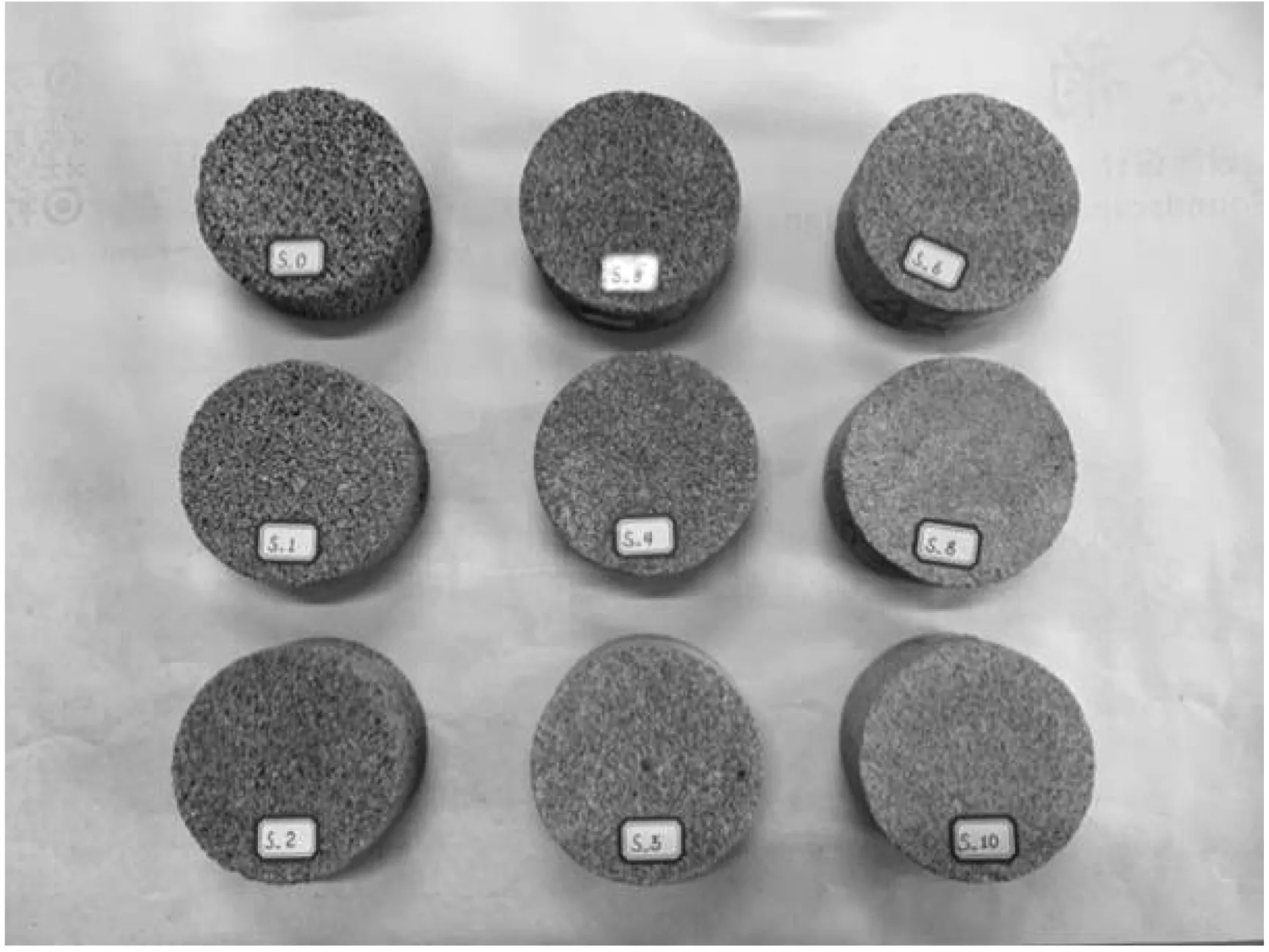
图4 压力组试件照片
3.1.2 骨胶比对于吸声系数的影响
对照图5、6的吸声频谱特性曲线与表5、6可知,成型压强为0.2 MPa的试件的吸声系数峰值相较于0.4 MPa组更高,基本符合压力组的实验规律。对于成型压强为0.2 MPa的实验组来说,骨胶比从0.7变化到0.9时,材料的峰值频率从430 Hz移动到800 Hz,且对应吸声系数也不断提高。而当骨胶比达到1.0与1.1时,吸声系数的第一个峰值所在频率稳定在800 Hz左右,且峰值处的吸声系数无明显变化。对于成型压强为0.4 MPa的实验组来说,在骨胶比为0.7~0.9时,吸声系数的峰值频率从430 Hz移动到630 Hz,并且在430 Hz处的吸声系数也能达到0.65。在骨胶比为0.9~1.1区间内,提升骨胶比吸声性能不再有较大变化。
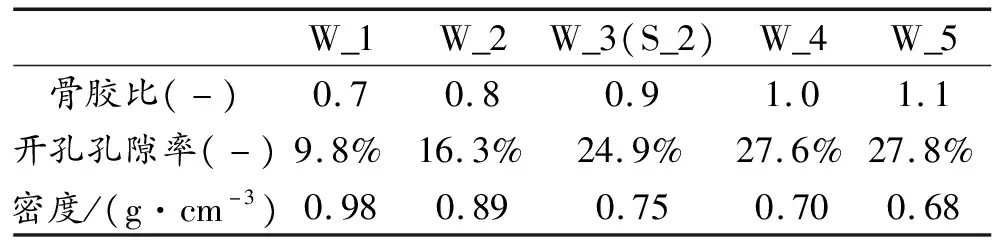
表5 成型压强为0.2 MPa时不同骨胶比作用下的开孔孔隙率与密度

图5 不同骨胶比的吸声频谱特性曲线(0.2 MPa)
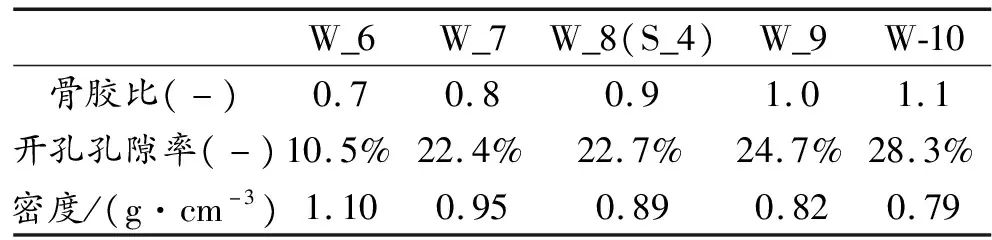
表6 成型压强为0.4 MPa时不同骨胶比作用下的开孔孔隙率与密度
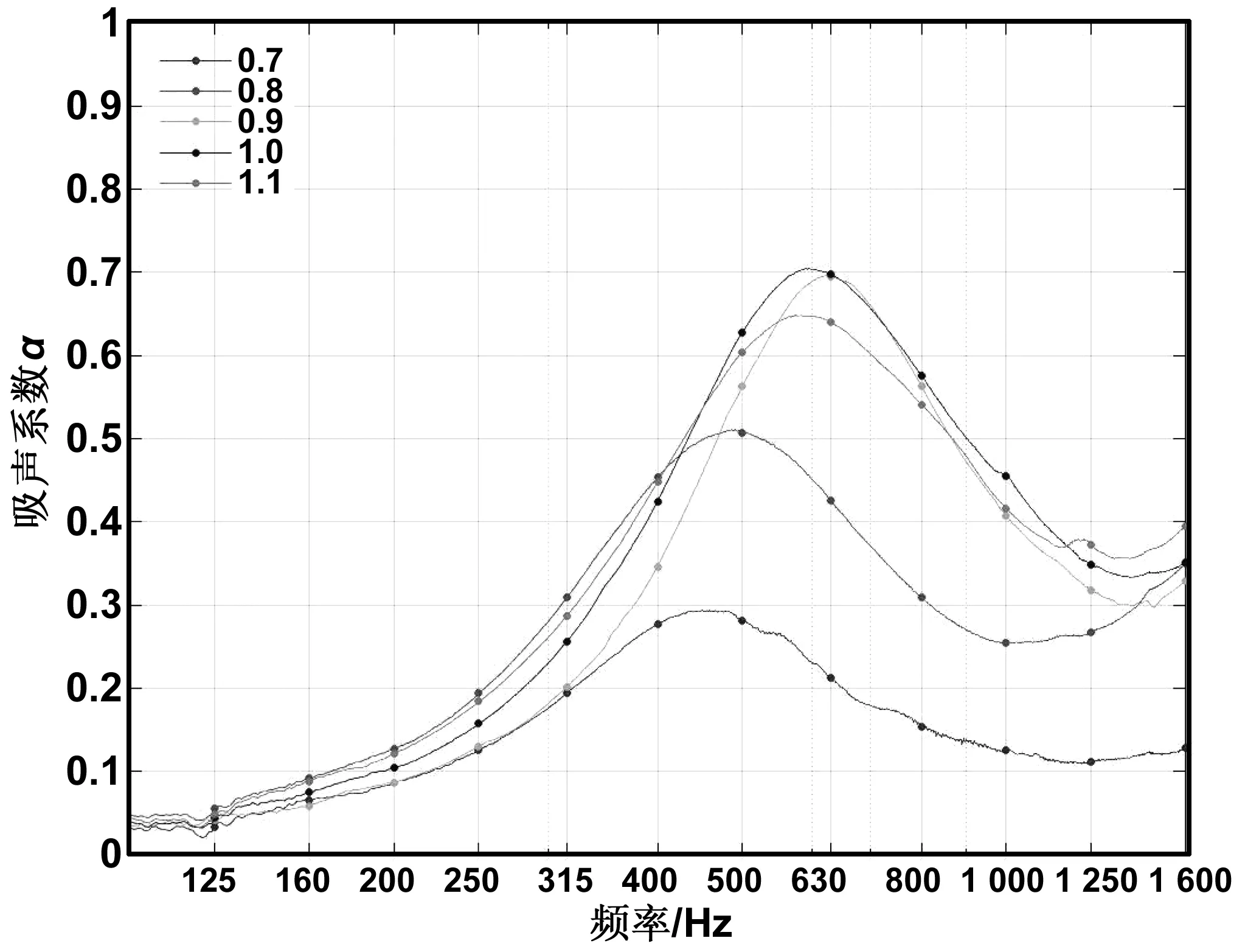
图6 不同骨胶比的吸声频谱特性曲线(0.4 MPa)
从两个实验组成型后的开孔孔隙率与密度来看,骨胶比与开孔孔隙率呈正相关,与密度呈负相关。从两个实验组的吸声频谱特性来看,骨胶比在0.7~0.9时,峰值频率与峰值处的吸声系数变化明显,而这一范围内的开孔孔隙率与密度变化幅度也较大。骨胶比较低的实验组的第一个吸声峰值频率及对应频率吸声系数较低,可能是因为骨料占比减少、胶结材料占比的增多使得颗粒之间被水泥填满,导致开孔孔隙率降低,影响第一个吸声峰值频率与吸声系数。
3.2 成型条件与材料微观参数的关系
本节根据2.1节中的Horoshenkov & Swift模型,使用2.2节中的算法,反演出压力组与0.2 MPa压强作用下的骨胶比组中各试件的曲折度因子与流阻,评价反演计算的准确度,并研究成型条件对于两个因素的影响。
由表7与8中对两组实验反演运算结果可知,除骨胶比为0.7的试件外,其余计算结果的拟合优度R2不低于0.77,证明计算结果可靠,具有一定的精度。骨胶比为0.7的试件R2仅有0.6,该试件的开孔孔隙率仅为9.8%,且峰值处的吸声系数仅为0.64,并不具备明显的多孔吸声材料特性。图7(a-d)对比了4个实验组实际测试值与模型预测值。可以看出通过反演计算的参数可以较好的拟合实测值,峰值特性基本一致,证明有较准确的计算结果。

表7 0.9骨胶比作用下不同压力作用下的曲折度因子与流阻计算结果
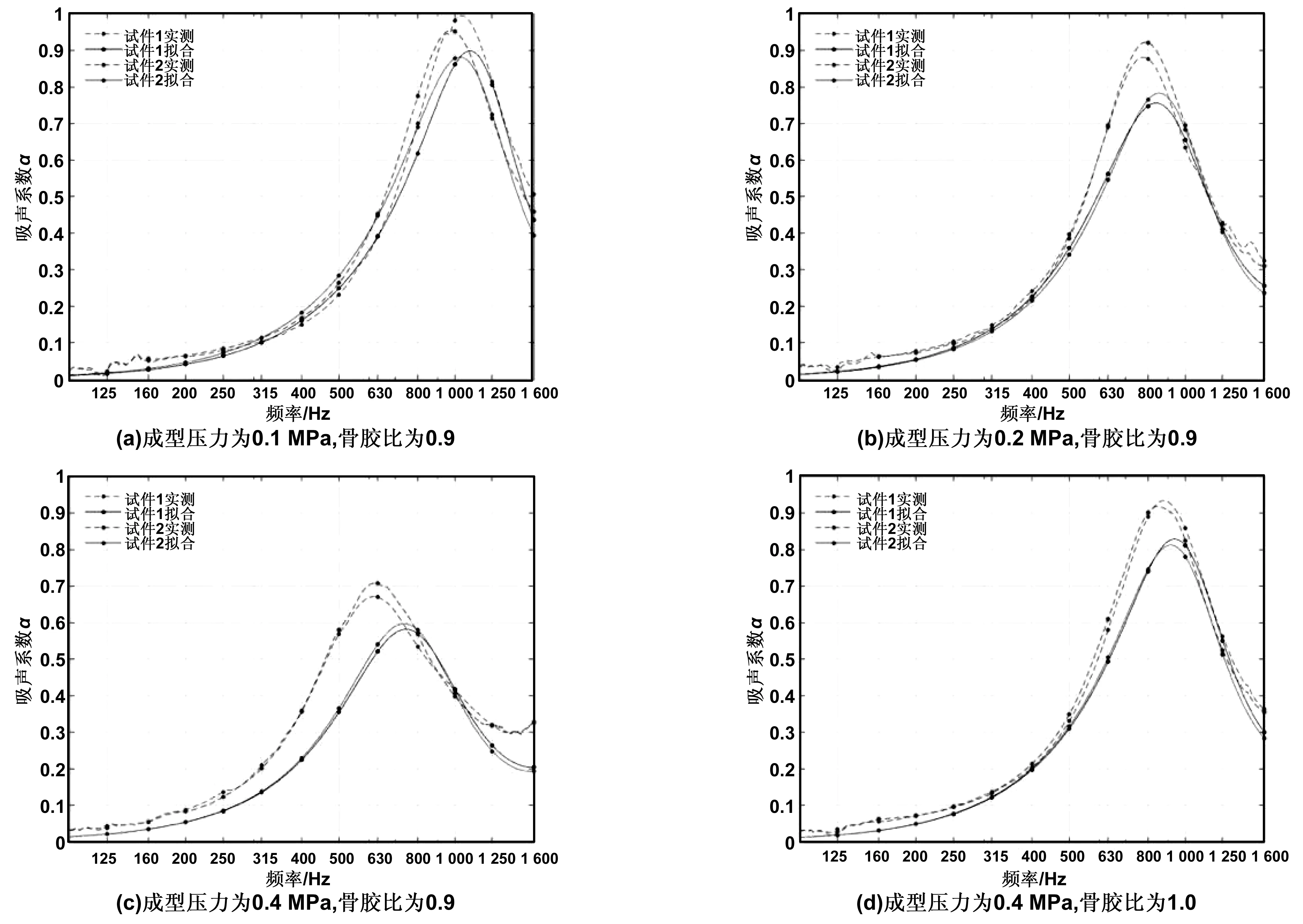
图7 不同成型压力和骨胶比的实测与拟合值对比
表8 0.2 MPa作用下不同骨胶比作用下的曲折度因子与流阻计算结果
3.2.1 材料成型条件对于曲折度因子的关系
不同压力作用下,曲折度因子q变化趋势如图8所示。随着压力的提升曲折度因子也随之上升。虽然当成型压强为0.2 MPa时的计算结果产生了波动,但是曲折度因子上升的趋势依然明显。已有研究表明,曲折度因子提高会使得试件的第一个吸声系数峰值所在频率就会向低频移动[24]。该结论在本试验中得到验证,对照图3与图8,在压力不断提升的条件下,曲折度因子不断下降,其吸声系数的第一个峰值向低频移动。对照图5与图9可知,不同骨胶比作用下的曲折度因子随骨胶比升高持续下降,其吸声系数的第一个峰值向高频移动。曲折度因子最大值在骨胶比0.7时产生,达到2.95。而骨胶比为1.0与1.1时并没有展现出明显的差距,证明在骨胶比达到1.0以后,再提升骨胶比对于曲折度因子的影响较小。
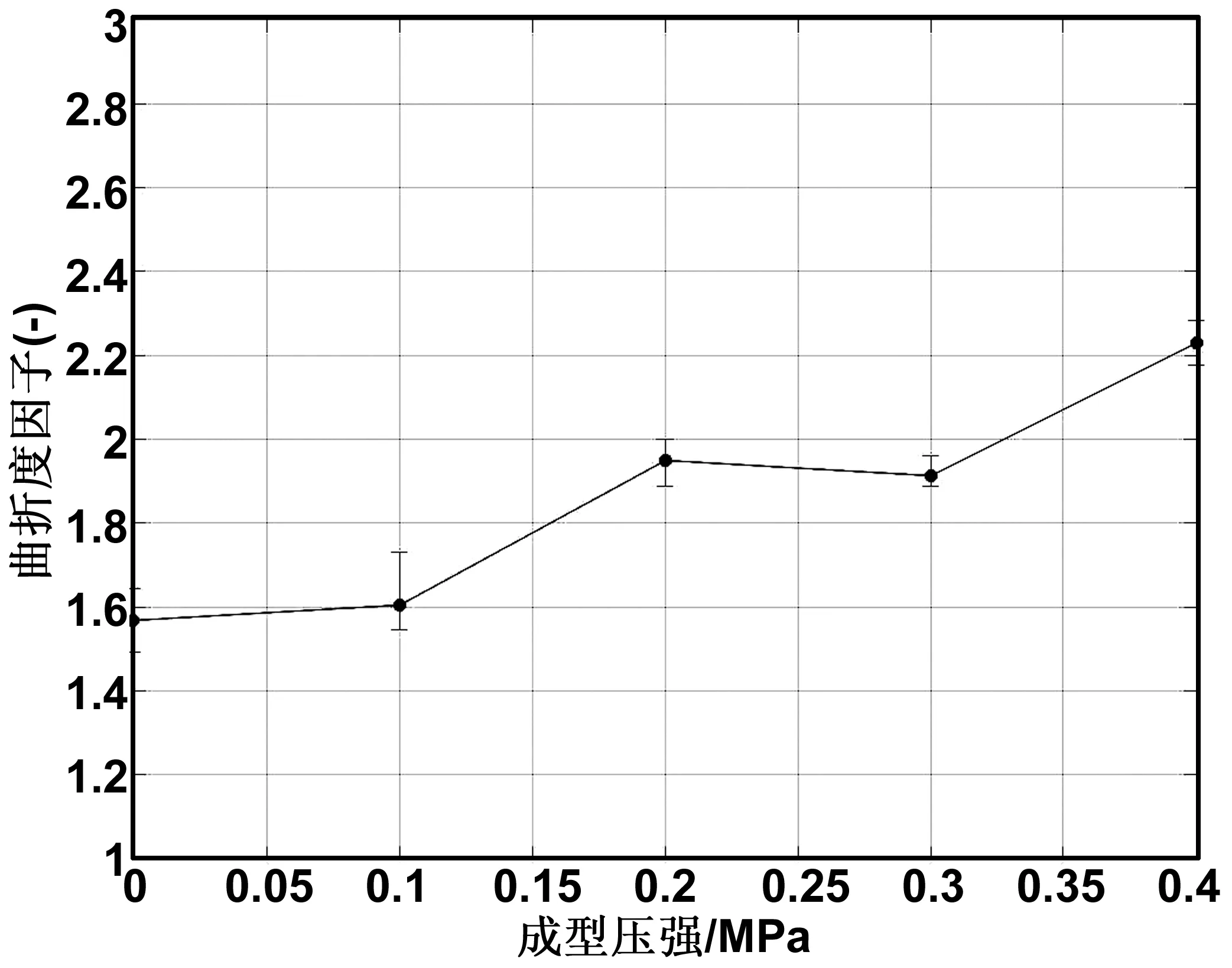
图8 不同压强作用下的曲折度因子变化趋势
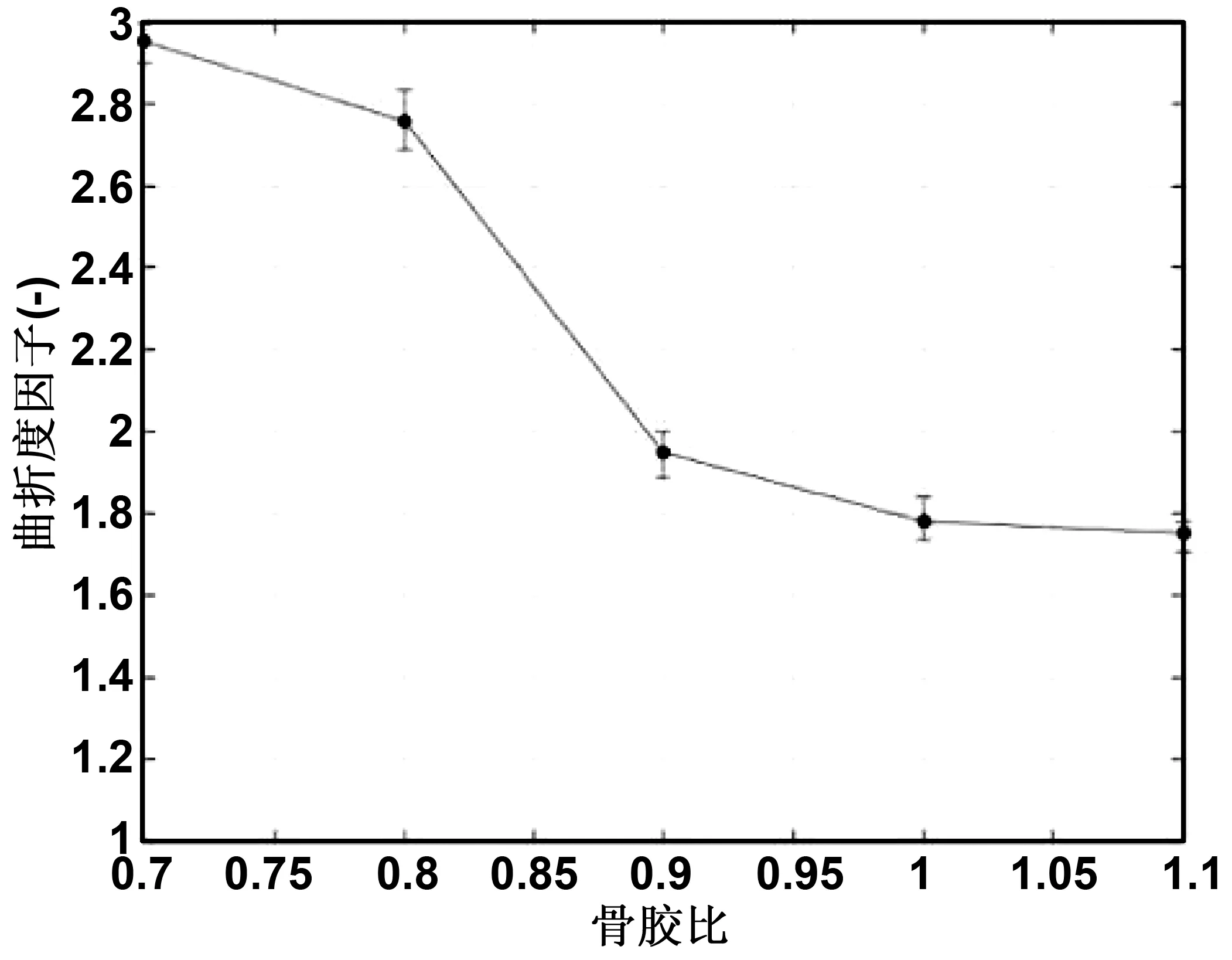
图9 不同骨胶比作用下的曲折度因子变化趋势
3.2.2 材料成型条件对流阻的影响
从图10可以观察到,随着成型压力的提升,各组试件流阻也随之提升,除了加压强度为0.1 MPa的试件S_1的平均流阻为1.65×104N·s/m4,略低于不施压试件。图11为在0.2 MPa的成型压力下,不同骨胶比影响下各组试件的流阻计算结果。从图中可知,在骨胶比为0.7~0.8时,骨胶比提升使得流阻提高;而在骨胶比为0.8~1.0的区间时,骨胶比的提升使得流阻下降。
图10 不同压力作用下的流阻变化趋势

图11 不同骨胶比作用下的流阻变化趋势
4 结 论
研究针对道路噪声的频谱特性,使用固废粉煤灰漂珠为集料,探究一种新型轻集料混凝土作为道路声屏障吸声材料的潜力。通过对成型压力、骨胶比2个成型条件进行研究,对材料吸声性能与开孔空隙率进行实测,使用Horoshenkov & Swift模型反演求解材料的曲折度因子与流阻,得到以下结论:
(1)随着成型压力的增大,其吸声系数的峰值向低频移动,峰值处的吸声系数不断减小。在成型压强为0~0.4 MPa时,可以覆盖主要频率在1 100~630 Hz的道路交通噪声,且有着较好的吸声效果。
(2)对于骨胶比为0.7~0.9的试件,吸声系数的峰值向高频移动,峰值频率处的吸声系数不断提高,可以覆盖主要频率为430~630 Hz的道路交通噪声,有着较好的吸声效果。
(3)对于开孔孔隙率>10%的多孔吸声材料,使用Horoshenkov & Swift模型能得到较为准确的求解结果(R2>0.8)。
(4)从反演运算的结果来看,成型压强升高,试件的曲折度因子与流阻呈现出上升的趋势;在骨胶比提升,曲折度因子呈现出了下降的趋势;而流阻在骨胶比为0.7~1.1的区间内,以0.8处为拐点,呈现了先升高后下降的趋势。