炼钢-热轧生产计划的优化与协调
2022-05-30张坤
[ 作者简介 ]
张坤,男,河北迁安人,河北燕山钢铁集团有限公司,助理工程师,大专,研究方向:冶金。
[ 摘要 ]
炼钢-热轧是钢铁生产企业生产中的关键工序,钢铁生产企业要强化炼钢和热轧各项工作计划的发展,因此对两者之间的优化和协调有了更多的需求。按照最佳炉次的规划模型以及最佳轧制规划模型构建炉次-轧制规划的优化与协调模型,运用禁忌搜索等工作方法对其进行求解,并对模型和计算方法开展仿真检验。
[ 关键词 ]
炼钢;热轧;炉次计划;轧制计划;热送热装;优化与协调
中图分类号:F27
文献标识码:A
DOI:10.3969/j.issn.1672-0407.2022.09.018
钢铁工业产业在我国的产业发展中占有举足轻重的社会地位。钢材公司在实现自我发展的同时,更要肩负起推进当地经济发展和扩大人员就业等责任。实施的热送热装生产技术就是推进企业加快节能降耗的有效技术手段,在应用这一新型的技术后,可以有效改进加热炉的生产环境和品质,从而减少了加热炉的能源损耗,同时降低连铸钢坯的热烧损,进而大幅度提高了工作效率。该工艺技术的有效运用已作为评价钢铁企业产品管理水平的关键技术指标,并促进了炼铁-连铸-热轧的统一化流程管理,使钢材的加工制造流程向着连续化、降低成本、提升質量、提高效益的走向蓬勃发展。在实施的热送热装工艺将会影响到全过程的统一管理,炉次规划-轧压规划两者间的密切配合和有效协调,能确保热送热装工艺的有序实施。
1 炼钢轧钢一体化要点
连铸钢坯热装热送技术的研究与运用,把炼铁和轧钢更密切地联系起来,并使其形成统一的产品体系。需要通过技术创新与科学管理等举措使这个控制工作系统与设计相符。要实现炼钢同轧钢工艺的合理关联,提高炼钢铁的原料成分和钢水净化能力,增强连铸机处理量,并结合结晶器的智能调宽等新型技术,实施热装热送生产工艺,推进物流运送的连接和系统的稳定高速运转。
2 计划模型
2.1 最优炉次
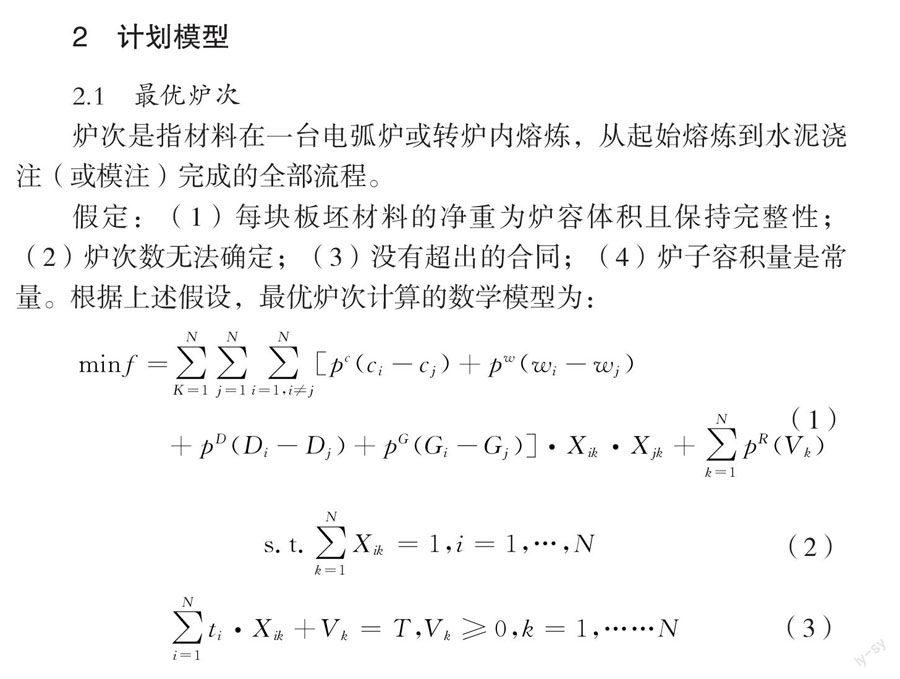
炉次是指材料在一台电弧炉或转炉内熔炼,从起始熔炼到水泥浇注(或模注)完成的全部流程。
假定:(1)每块板坯材料的净重为炉容体积且保持完整性;(2)炉次数无法确定;(3)没有超出的合同;(4)炉子容积量是常量。根据上述假设,最优炉次计算的数学模型为:
式中:N值代表协议采用板坯量;PC代表产品产品等级、PW代表产品尺寸、PD代表产品交货日期、PG代表产品厚度相差的数值、PR代表剩余炉容积的惩罚系数,公式为α(x)=k·power(x,bα);Ci 代表协议i的产品等级、Wi 代表协议i尺寸、Di 代表协议 i 交货日期、Gi 代表协议i厚度、ti 代表协议i重量;Vk 代表剩余炉容量;T 代表炉容积。
公式中的函数(1)说明组织炉次的合同约定板坯的钢级、长度、交付时间与材料厚度的比较差的处罚值和多余炉容量的处罚值最小;制约需求(2)说明每个合约板坯开展炉次,但不会剩余;制约条款(3)说明融入一个炉次的板坯材料重量不大于炉容体积;制约条款(4)说明若炉次不能运用合约板坯,则认为剩余炉没有容积;禁止条款(5)说明示变量Xik是0,1变量。
2.2 最优轧制
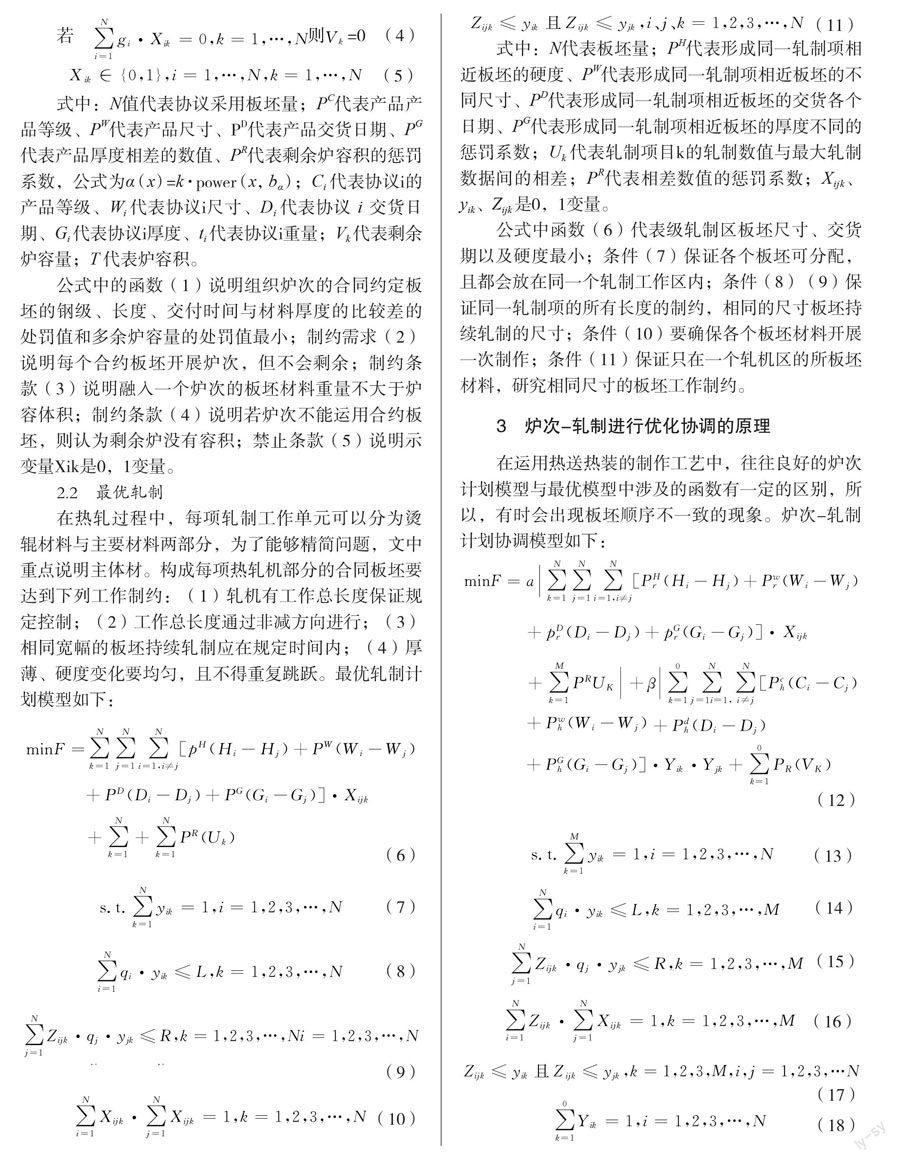
在热轧过程中,每项轧制工作单元可以分为烫辊材料与主要材料两部分,为了能够精简问题,文中重点说明主体材。构成每项热轧机部分的合同板坯要达到下列工作制约:(1)轧机有工作总长度保证规定控制;(2)工作总长度通过非减方向进行;(3)相同宽幅的板坯持续轧制应在规定时间内;(4)厚薄、硬度变化要均匀,且不得重复跳跃。最优轧制计划模型如下:
式中:N代表板坯量;PH代表形成同一轧制项相近板坯的硬度、PW代表形成同一轧制项相近板坯的不同尺寸、PD代表形成同一轧制项相近板坯的交货各个日期、PG代表形成同一轧制项相近板坯的厚度不同的惩罚系数;Uk 代表轧制项目k的轧制数值与最大轧制数据间的相差;PR代表相差数值的惩罚系数;Xijk、yik、Zijk 是0,1变量。
公式中函数(6)代表级轧制区板坯尺寸、交货期以及硬度最小;条件(7)保证各个板坯可分配,且都会放在同一个轧制工作区内;条件(8)(9)保证同一轧制项的所有长度的制约,相同的尺寸板坯持续轧制的尺寸;条件(10)要确保各个板坯材料开展一次制作;条件(11)保证只在一个轧机区的所板坯材料,研究相同尺寸的板坯工作制约。
3 炉次-轧制进行优化协调的原理
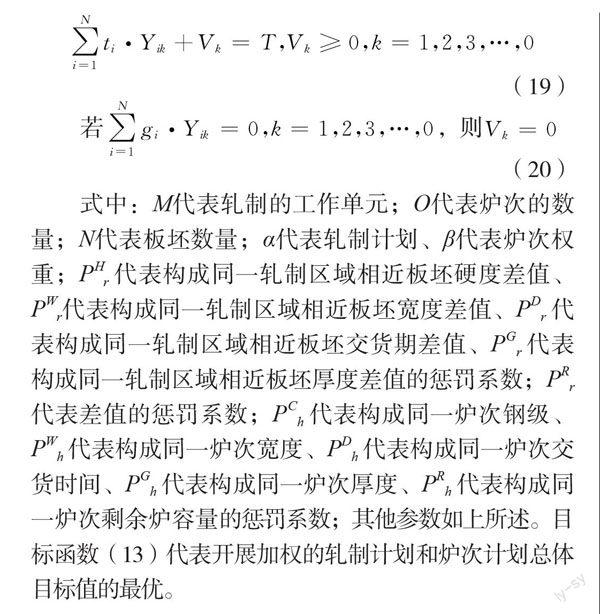
在运用热送热装的制作工艺中,往往良好的炉次计划模型与最优模型中涉及的函数有一定的区别,所以,有时会出现板坯顺序不一致的现象。炉次-轧制计划协调模型如下:
式中:M代表轧制的工作单元;O代表炉次的数量;N代表板坯数量;α代表轧制计划、β代表炉次权重;PHr 代表构成同一轧制区域相近板坯硬度差值、PWr代表构成同一轧制区域相近板坯宽度差值、PDr 代表构成同一轧制区域相近板坯交货期差值、PGr 代表构成同一轧制区域相近板坯厚度差值的惩罚系数;PRr 代表差值的惩罚系数;PCh 代表构成同一炉次钢级、PWh 代表构成同一炉次宽度、PDh 代表构成同一炉次交货时间、PGh 代表构成同一炉次厚度、PRh 代表构成同一炉次剩余炉容量的惩罚系数;其他参数如上所述。目标函数(13)代表开展加权的轧制计划和炉次计划总体目标值的最优。
4 禁忌搜索算法求解模型
4.1 禁忌搜索算法概述
禁忌搜索算法是一项全局渐进寻优算法,它通过引进一些更灵巧的存储结构以及相关的禁忌规则来避开迂回搜寻。它还使用藐视原则来赦免某些被禁用的最优解,进而确保了更多的有效探索,最后取得全局优势。
4.2 初始可行解的选取
初始可行解在一定程度上能够对计算方法的择优比例造成一定的影响,初始解可以得到最优解。以下是3个不同的模型可行解的选取方法。详见表1。
计算最佳轧制计划的工作模式运用贪婪计算方法构造可以解决。贪婪算法就是指先挑选出尺寸最宽的板坯,若是多于一块以上的最宽板坯,则选择其交货时间最短的板坯设定为第一块板坯,并从其他余下的板坯中选出相邻现有板坯轧制惩罚值最小的板坯设定为下一块的轧制板坯,轧制惩罚项主要的内容有宽度、厚度、硬度、交货期等,按上述的程序再次进行,直到选出最大轧制长度,然后再形成下一个轧制单元。
4.3 邻域搜索
文中运用了内部相互算法开展邻域的建造,合同规模为N的,每个状态的邻域解个数为C2N=(N-1)(N-2)/2。如此庞大的邻域要研究解决这个数值,将会影响搜索的工作速度和进度,要不断完善邻域的各个工作结构。与当前的工作状态一致,就是无效邻域解。每次邻域搜索时要对无效邻域解实行避让,提升搜索效率。
4.4 禁忌长度
禁忌长度指禁忌目标对象在无法考虑藐视有关准则情况前提下不能被选择的最高次数。禁忌长度的筛选经常和问题有关特点相关,上文中选择的禁忌长度通常是5。
5 仿真实例验证
通过计算机编程软件开展语言编辑工作,自行设计编写炼钢-连铸-热轧整体生产运行,开展电脑的演练。通过运算得出DHCR比例以及HCR比例都为100 %;第二个轧制项有着明显的不同,通过计算,其DHCR比例是53.68 %,HCR比例是96.63 %。
6 小结
使用热送热装的生产技术已在钢铁企业的生产过程中得到了广泛的应用,并设计了炉次-轧制的模型体体系,本文对于模型使用禁忌搜索这一工作方法开展求解,并通过电脑模拟系统对其效果进行了检验。下一步推進的工作侧重方面就是将应用模型所涉及的惩罚系数进行不断的调整优化,从而设计出具有更高水平的炼钢-热轧生产计划。
参考文献
[1]韩孝永. 连铸坯热送热装技术的应用[J]. 有色金属,2007,59(1):56-58.
[2]唐立新,杨自厚,王梦光. 炼钢-连铸最优炉次计划模型与算法[J]. 东北大学学报,1996,17(4):440-445.
[3]李耀华. 热轧生产计划与板坯库优化管理模型及算法研究[D]. 大连:大连理工大学,2005.
[4]戴冬,王江晴. 一种基于禁忌搜索算法的车辆路径问题的改进算法[J]. 中南民族大学学 报,2007,26(1):64-66.
[5]OUELHADJ D. A Multi-agent System for the Inte 2 grated Dynamic Scheduling of Steel Production[D]. University of Nottingham. 2003.
[6]樊精彪,范德忠,杨树森. 连铸坯热送热装的生产实践[J]. 包钢科技,2004,30(5):26-28
