一种数控冲激复合加工柔性生产线
2022-05-28张礼峰
张礼峰
(江苏金方圆数控机床有限公司,扬州 225127)
数控冲床的优势在于标准模具下的冲压速度。激光切割机优势在于长距离的直线或曲线切割速度。在此背景下,本文将介绍一种数控冲激复合加工柔性生产线,结合数控冲床和激光切割机的优势,通过统一的信息控制系统,将数控冲床、数控激光切割机及自动化设备进行复合,实现金属板材从存储、转运、冲压、切割以及自动上下料的全过程自动化。它是集光、机、电、气以及自动化等技术于一体的柔性成套设备[1]。
1 生产线介绍及主要参数
数控冲激复合加工柔性生产线主要由中央计算机管理控制系统、立体仓库单元、数控冲床及其上下料单元、激光切割机及其上下料单元、物流系统、视觉定位系统等6个部分组成,具有多种操作控制方式,如图1所示。该生产线显著提高了生产效率,节省了大量人力。
数控冲激复合加工柔性生产线主要具有以下几种功能:数控冲床及与其配套的自动化设备可单独使用;激光切割机及与其配套的自动化设备可单独使用;通过自动化设备和物流系统,数控冲床与激光切割机可实现单张板材加工过程自动化;通过自动化设备和物流系统,数控冲床与激光切割机可实现整垛板材加工过程自动化[2]。
2 生产线工作流程
生产线主要工作流程如下[3]:
(1)人工使用叉车或行车把一垛板料放置在立体仓库入库口,并与定位杆靠齐;
(2)堆垛机将这垛板料转运至仓库指定货格,并在操作系统中输入板材规格信息,以此类推,将生产线加工所需板料全部存储到立体仓库货格中;

图1 数控冲激复合加工柔性生产线构成
(3)数控冲床发送上料请求信号,立体仓库将对应规格的一垛板料从货格中取出,通过出料机构将这垛板料自动转运至冲床上料单元的上料工位处;
(4)冲床上料单元的吸盘机械手通过分层、测双料等工艺步骤,把一张原材料钢板放置在数控冲床的工作台上,并通过专用推板吸盘模仿人手动作将原材料推入冲床夹钳钳口;
(5)数控冲床根据程序把需要冲孔的孔冲完,并把板料输送到下料位置;
(6)冲床下料单元把半成品板料从数控冲床下料区域拖出,落放到下料的其中一个物料交换台车上(物流交换台车采用高低车设计,可全行程工作);
(7)当物流交换车上的板料堆放到一定高度后,自动运行到激光上料机械手下方,同时另一个物流交换车运行到数控冲床下料单元下方;
(8)激光切割机自动上料单元的上料吸盘机械手,从物流交换车上把半成品通过分层、测双料等工艺步骤吸起,旋转90°后放置在辊式定位台上;
(9)辊式定位台动作,将半成品板料在X/Y方向定位靠齐,保证后道视觉定位系统定位精度;
(10)激光上料单元上料吸盘机械手再次将半成品板料吸起,然后将其转运至激光切割机交换工作台上;
(11)激光交换工作台进入激光切割机切割区域,辅助夹钳夹紧板材;
(12)激光切割机切割头上配置的视觉识别系统通过照相方式确定孔的位置,通过软件修正半成品工件的零点位置及坐标系;
(13)激光切割机根据程序切割需要切割的孔和零件外形;
(14)激光切割完成后交换工作台移出切割区域,同时另一张半成品工件随着另一个交换台进入切割区,重复定位切割动作;
(15)激光切割自动下料单元下料货叉从交换工作台上把成品零件叉走,放置到下料台车上;
(16)下料台车承载高度到达设置高度或根据需要开出工作区域,人工通过叉车整垛叉出,人工进行分拣;
(17)通过两个物流交换台车,人工可通过叉车把原材料放置在任一台物流交换车上,激光也可以单独切割无孔原材料,同时数控冲床工作不受影响,并将数控冲床下料成品或半成品放置到另一个物流交换车上。
3 生产线的主要组成
3.1 立体仓库
立体仓库主要是实现板料的存储管理和转运,可实现高仓储利用率。此立体仓库可以与多种钣金自动化上料机构配套使用,通过堆垛机方便地存储和取出对应的板材物料,并将其转运至相应位置,与下道工序实现无缝衔接。
立体仓库主要由库体及托盘、提升机构、堆垛机、出料机构及仓储控制系统组成,结构如图2所示。

图2 立体仓库结构
库体由优质矩形钢材焊接而成,给运动系统提供一个稳固精密的运动平台。堆垛机垂直升降轴采用精密大负载滚轮导向和双链条同步驱动技术。控制系统采用编码器和伺服系统的双确认信号,保证堆垛机定位精度和重复定位精度。仓库配有出料工机构,当需要出料时,堆垛机输送到出料机构上,将整垛板材输送出仓库。
3.2 数控冲床及其上下料单元
数控冲床搭载自动上下料单元可实现长时间不间断无人化连续作业。上下料单元包括上料单元与下料单元两个部分,分别布置于冲床的两侧。它的功能是利用自动上料单元将原料板材运送到冲床工作台上,冲床夹钳夹紧后按程序加工,加工结束后利用自动下料单元把工件码放在下料台上。
冲床上料单元主要由桁架、上下料驱动、上料机械手及控制系统组成。冲床下料单元主要由下料架、下料驱动、下料机械手及毛刷台板等组成,结构如图3所示。
冲床上料单元采用高强度厚壁型钢作为大梁,刚性好。轻量化上料驱动部件,可确保实现高速高动态机械手运动。采用齿条和齿轮结构,满足高速高精度线性移动定位的需求,动态性能好。上料机械手采用全铝合金型材组合式框架,吸盘可根据需求增减,可移位,以适应不同需求,且可自动适应板材规格。下料单元采用悬臂结构,结构简洁。配备下料可移位夹钳2只,确保下小料(宽向400 mm及以上)[4]。移动毛刷台架采用铝合金型材拼装,双无杆气缸驱动,重量小,运动平稳且美观。

图3 冲床上料单元
3.3 数控激光切割机及其上下料单元
数控激光切割机搭载自动上下料单元可实现长时间不间断无人化连续作业。此上下料单元采用上、下料单独机械手结构形式,将一垛原料板材放置在上料台车上并与定位杆靠齐,通过吸盘上料机械手将原料板材运送到激光切割机工作台上。激光切割机工作台交换后按程序加工,加工结束后通过下料货叉将切割工件运送至下料工位处。
激光上下料单元主要包括桁架、上料机械手、下料机械手、辊式定位台、视觉定位系统、下料台车以及控制系统等,结构如图4所示。
激光上下料单元采用单梁高刚性桁架结构,具有足够的强度、刚性和稳定性。水平轴与垂直轴的运动采用“伺服电机+减速机+齿轮齿条”驱动结构,传动速度快,可实现高速高负载平稳运动。上料机械手采用“RV减速机+伺服电机”结构形式,可实现旋转运动。下料机械手由工业钢管组成,钢管排布密度大,结构简单,调整方便[5]。
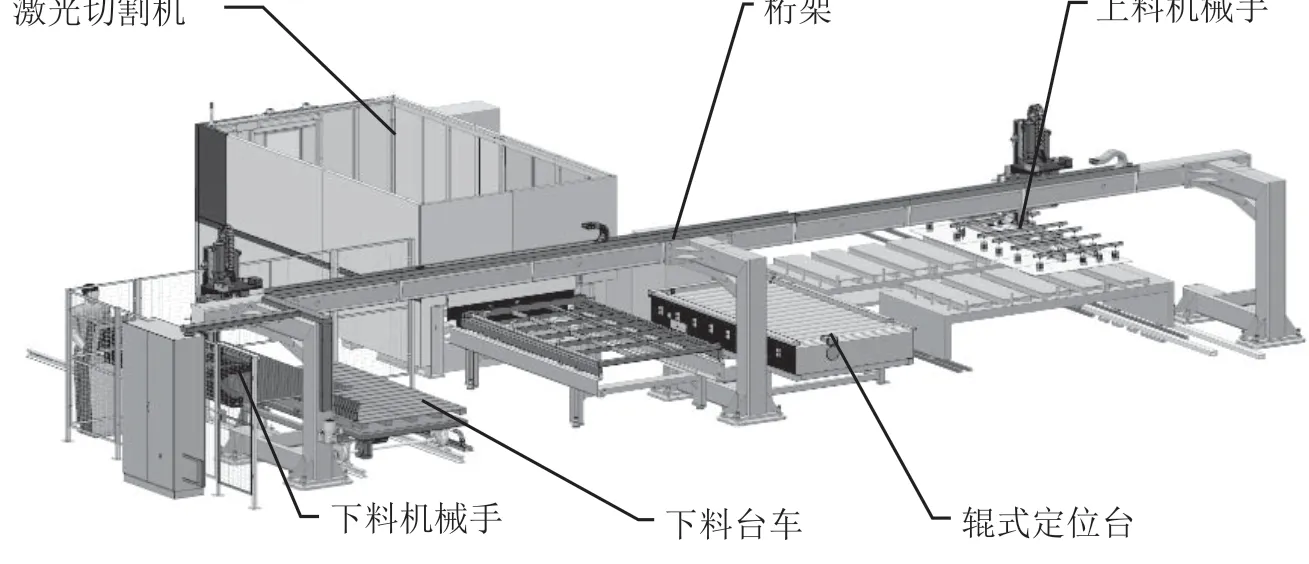
图4 激光上下料单元
辊式定位台主要用于板材X/Y向机械定位,保证后道工序视觉定位系统的精度。机器视觉定位系统是将冲压完成后的半成品转运至激光切割机后,采用该功能实现高精度的二次定位。利用工业高分辨率相机对冲压原点进行拍照,通过软件对拍照图像进行数据处理,可在激光切割机上迅速找到冲压原点和相对偏角,实现冲压功能和切割功能的高精度复合。
4 结语
本文介绍了一种数控冲激复合加工柔性生产线,利用立体仓库、上下料单元、物流系统及机器视觉定位技术等,充分发挥数控冲床和数控激光切割机的加工优势。该冲激复合加工精度可达到±0.3 mm。该生产线使用模式多变,既可以冲激复合联机加工使用,又可以冲床自动化单元和激光自动化单元各自单独使用。灵活多变的使用模式,充分满足了客户的各种生产加工需求,已被广泛应用于高低压开关柜等行业。