基于板形最优的多机架冷连轧机轧制力分配方法研究
2022-05-28金进卫
金进卫
(宝山钢铁股份有限公司设备部,上海 201999)
轧制力分配策略是轧机设定模型的关键部分。各机架的压力分配直接影响成品带钢的厚度、板形等尺寸精度,也影响着轧机的负荷分配平衡、轧辊的磨损及使用时间。因此,合理的轧制力压力分配模型对带钢的生产具有重要的现实意义[1-3]。轧制力设定模型分配策略的准确性直接影响高强钢轧制的稳定性[4]。目前,已经用于五机架冷连轧机的轧制力分配模型,首先需要根据给定轧机和带钢参数计算轧制过程中各个机架出口带钢厚度的初始值,其次需要使用匹配的最优化方法进行反复迭代求解相对最优解,再次计算得到各个机架最佳的出口厚度分配值,最后根据厚度分配结果获得各个机架轧制力的初始分配数值作为传统轧制力分配模型的计算结果[5]。
传统的负荷分配模型根据经验公式按比例分配各个机架的压下量,与现场实际生产情况相差较大,因此合理的轧制力二次分配对于提高板形质量至关重要[6-7]。本文以传统的轧制力计算模型为基础,借助主要目标法实现多目标优化,可以将其较好地应用于冷连轧机轧制力压下分配过程对传统轧制力设定模型进行二次优化,能够解决多机架连轧机轧制力设定不准确造成的板形控制能力有限和无法发挥轧机最大控制能力的问题。
1 轧制力理论计算模型
冷轧带钢的压扁轧制过程分为弹性与塑性两个变形区。理论模型设定计算需要考虑这两部分变形的轧制力之和,同时需要考虑变形抗力、张力、摩擦力以及接触长度等影响因素。理论采用Bland-Ford-Hill模型和Hitckcock模型联立求解的显式形式进行轧制力计算[8],计算方法如下:
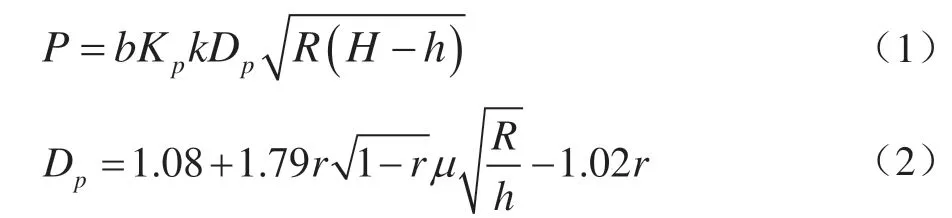
式中:P为轧制力;b为轧料宽度;Kp为平均变形抗力;μ为摩擦因数;Dp为Hill的计算因子;k为张力影响因子;R为压扁半径;H为轧机入口厚度;h为轧机出口厚度;r为压下率。
2 主要目标法求解连轧机轧制力
多目标优化问题是使待求解的多个目标函数在设定的可行区间范围内同时达到最优解。多目标优化问题的最优解通常是均衡各个分量之后的一组平衡解。以主要目标法为例,先假设多目标函数共有n个分量Fi(x)(i=1, ,n),然后需要从中确定一个FM(x)(1≤M≤n)作为主要目标,同时对其他n-1个分量Fi(x)(i≠M)设置上下极限及搜索范围[9]:

式中:Fi和为第i个目标函数分量的下极限和上极限;Fi(x)为目标函数的分量;i表示待求解目标函数的编号;M表示主要目标分量的编号;x为自变量。
这样可把上述多冷连轧机轧制力分配模型的多目标优化问题化为求解单个机架轧制力的极小化问题:

式中:FM(x)为主要目标分量;D为自变量的可行域。
3 基于板形最优的连轧机轧制力最优化模型
连轧机出口带钢板形由5个机架共同作用,其中第5机架是对板形影响最大的,依次向前,机架对板形的影响渐渐变小。因此,基于板形最优的主要目标法需将第5机架设置为主要目标来实现优化过程,其他机架需设置上下极限来保证出口带钢厚度等尺寸精度符合要求。在带钢板形闭环控制过程中,冷连轧机主要靠第5机架来动态调整板形。当板形仪检测计算出实测值与目标值存在偏差向量∆A后,根据板形控制模型的影响矩阵C,可快速优化计算出各板形调控机构消除偏差向量所需的调节向量∆U,通过板形调控机构的实时动态调整来减小板形偏差[10]。冷轧板形控制系统偏差向量最优化方法计算公式如下:

式中:∆A为板形实测值与目标值的偏差向量;C为板形调控机构变化与出口带钢板形变化的影响矩阵;∆U为消除偏差向量∆A时各个板形调控机构所需的调节向量。
为了保证轧机第5机架的板形控制能力最大,需先给第5机架分配一个合适的轧制力,然后根据式(1)反推第5机架的压下量,并根据总的压下量为其他4个机架分配压下量,以保证最终带钢厚度精度符合要求,从而实现连轧机轧制力分配过程。图1为本方法基于主要目标法实现连轧机轧制力再分配的流程图。首先,获取轧机、带钢的初始输入参数;其次,进入轧机力分配模型,计算各个机架的轧制力设定值;再次,需要板形仪检测出口带钢是否存在板形问题,如果没有则结束本方法的计算,如果有则进入基于主要目标法的多目标优化模型实现连轧机的轧制力再分配,并将模型输出的结果传送给轧机的轧制力分配模型重新计算各个机架的轧制力设定值[11]。

图1 所提方法流程图
4 实际应用效果分析
表1为冷轧轧机基本参数表,列出了实际轧制过程中工作辊长度、工作辊直径、支撑辊直径和轧制力范围等参数。
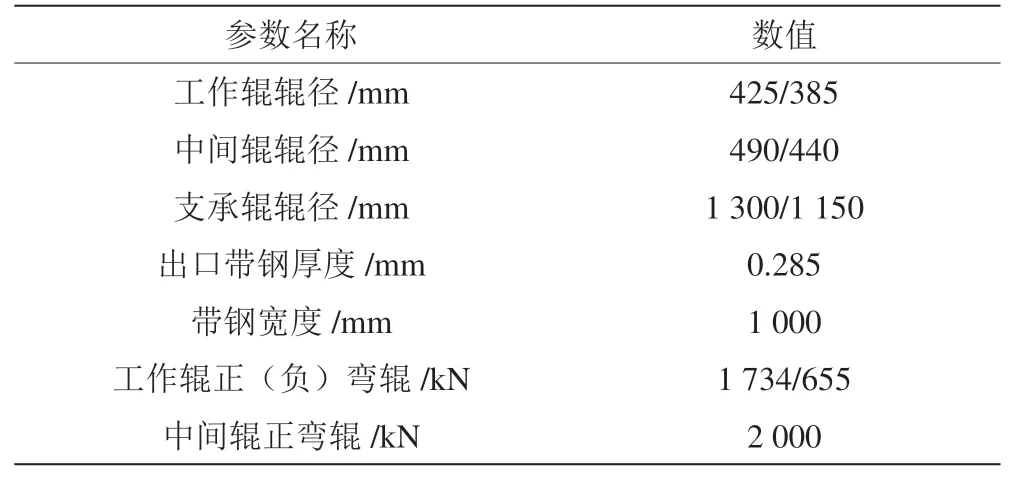
表1 设备参数表
选取实际轧制过程中的10卷带钢,对所提方法的应用效果进行分析。所选带钢来料的尺寸宽度为1 219 mm、厚度为3.0 mm。表2中列出了理论计算模型计算出来的各个机架的轧制规程,包括出口厚度和轧制力参数[12-13]。
通过前5卷带钢的实际观察和板形仪检测结果发现,带钢存在边浪。对剩余的5卷使用优化后的轧制力分配策略,根据本方法优化后的轧制规程如表3所示,列出了各个机架优化后的出口厚度和轧制力等轧制规程。
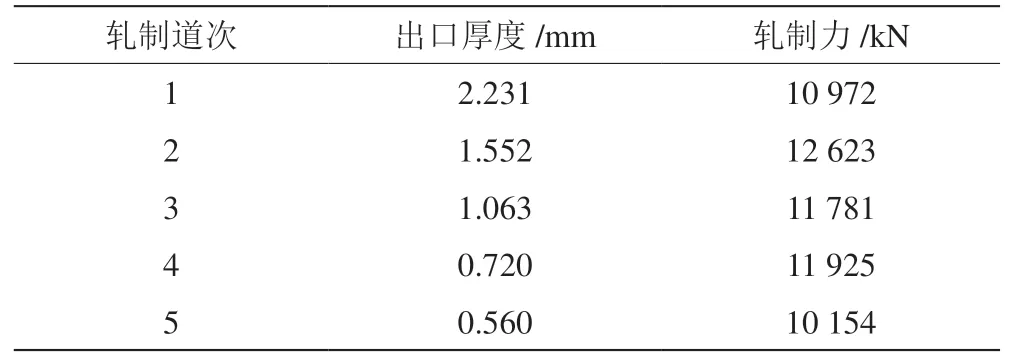
表2 理论模型的轧制规程
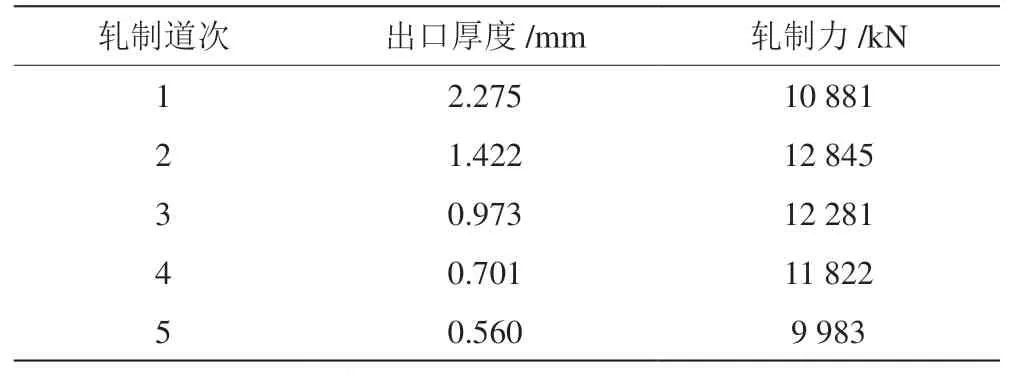
表3 根据边浪优化后的轧制规程
图2为两卷连续轧制的带钢板形情况,其中第1卷带钢仅使用传统轧制力分配模型计算出来的结果,第2卷轧制过程使用了本方法计算的结果。通过实际板形情况的对比可以明显看出,本方法提高板形控制能力效果明显。

图2 带钢板形情况
5 结论
(1)以传统连轧机的轧制力分配模型为基础,采用主要目标法实现了冷连轧机轧制力的再分配,进一步提高了轧机板形控制能力,改善了带钢出口板形质量。
(2)以板形最优为目标,以增加连轧机第5机架的板形控制能力为原则,将5机架带钢的压下量向前分配,在满足厚度精度的同时,保证了轧制状态的稳定,在线应用时表现良好。