GH4169D材料钎焊后性能不合格原因分析及工艺改进措施
2022-05-24田秦冠李旻希姚万春
田秦冠 李旻希 姚万春
(中国航发成都发动机有限公司,四川成都 610503)
GH4169D的成功研制弥补了650℃使用的GH4169和750℃使用的GH738之间存在的空白[1]。该合金是在GH4169的基础上降低Fe,加入W和Co,调整了Al、Ti的含量和比例,适当调整了Nb含量及P等微量元素。由于Al、Ti比例发生变化,GH4169D合金主要强化相由GH4169的γ"变成了γ',高温稳定性能比GH4169更好,由于Co元素的增加使γ'/γ错配度减小稳定性增加,其长期使用温度可以达到700℃。GH4169D中γ'相析出较慢使其具有良好的焊接性能,该合金兼具了GH4169材料的强度,使其成为未来航空发动机颇具潜力的关键材料。
GH4169D合金是以面心立方的γ'相沉淀强化的镍基高温合金,以前人们认为它与GH4169一样,在其晶界附近会析出δ相,但是经过王民庆等[2]人研究,已经确定了GH4169D合金中晶界析出相为具有η-Ni3Ti结构的Ni3Al0.5Nb0.5,也就是说GH4169D是一种全新的高温合金。
我们在产品试制过程中出现基体材料GH4169D的零件,在经过1040℃钎焊后按材料标准检测力学性能,缺口持久性能以及拉伸性能不合格的问题。针对该问题进行故障分析,找到了不合格的原因,并制定了相应的工艺改进措施,通过工艺试验验证了措施有效。
1.问题描述
零件材料GH4169D,加工工艺路线为:锻件(固溶态)-粗加工-消除加工应力-精加工-钎焊(蜂窝环材料GH3536,焊料B-Ni82CrSiB)-时效。时效后随炉试样检测力学性能检测,室温拉伸、高温拉伸不合格,持久试验不合格试样断于缺口处,按技术条件要求,试样应断于光滑处,如表1和表2所示。

表1 持久不合格试验数据
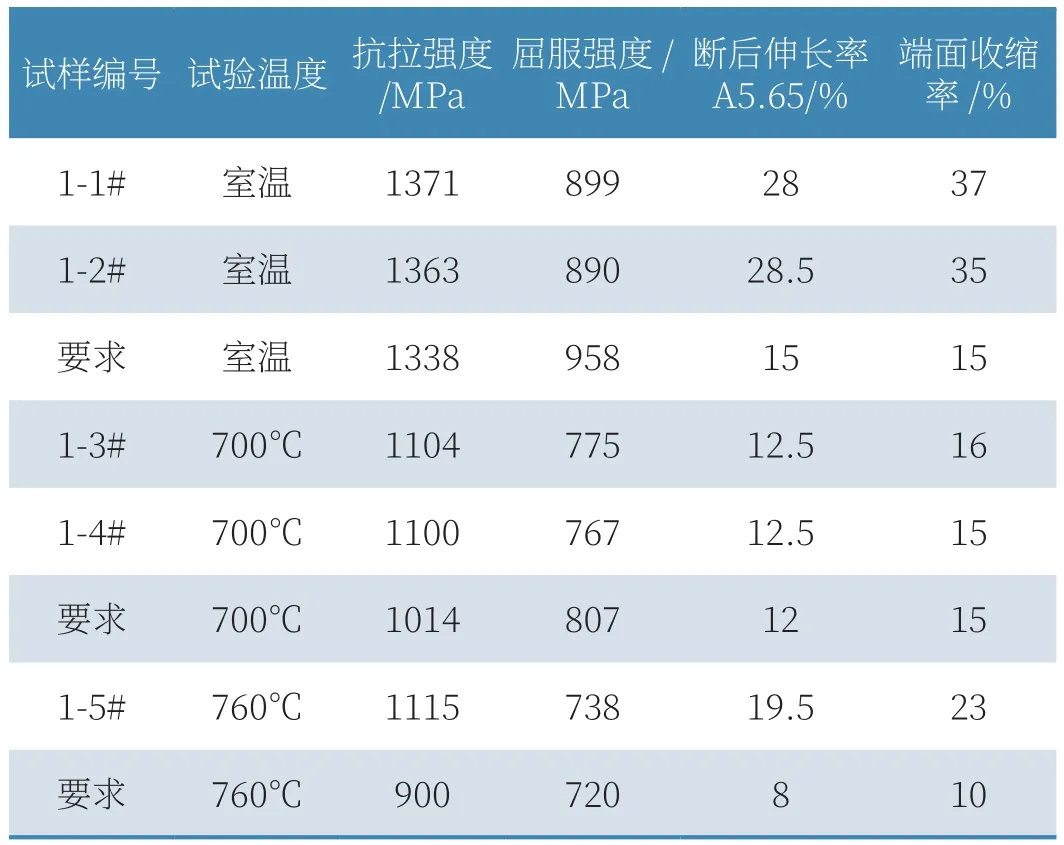
表2 拉伸强度不合格数据
2.故障原因分析及改进
2.1 零件加工过程情况
经查加工记录,零件加工过程符合工艺文件要求。锻件固溶状态交付,锻件验收将固溶态附锻试样进行时效后,按锻件技术条件进行化学成分、力学性能,低倍组织、显微组织、晶粒度均合格。钎焊工艺1040℃保温10min~15min,氩气冷却。钎焊后时效热处理工艺788℃保温8h15min,以规定的冷却速率降温至700℃保温8h15min然后氩气冷却。零件的加工过程符合工艺规程和相关技术条件要求。
2.2 持久不合格试样分析情况
对试样进行断口扫描电镜分析。宏观断口形貌为沿晶断裂。对断口附近进行金相分析,可以看出裂纹是沿晶呈现沿晶裂纹,而且晶界和晶内η相含量非常少。
就像δ相对GH4169合金的组织性能会产生重要的调节作用,η相也对GH4169D合金力学性能及缺口敏感性产生调节作用,不同的热处理制度获得不同的力学性能。合金中η相的含量与缺口敏感性有关系,而合金中η相的含量及形貌与合金所经历的热加工有关。王民庆等[3]人在研究718PLUS合金相组成时候发现η相质量分数由7.3%降低约3%,相应的γ'相质量分数会由20%增加至24%。随着η相含量的降低合金的拉伸强度和持久性能会有所上升,但当η相相当低时,合金就会出现高温持久缺口敏感性,这对于结构件来说是不允许出现的情况。因为η相同样是在晶界析出,起扎钉所用防止材料高温时候晶粒度长大,而且由于该相的析出必然导致附近区域γ'相减少,降低晶界附近的强度,于是有利于晶界附近的发生晶界滑动,避免出现高温持久缺口敏感性。
而我们的材料钎焊工艺的加热工艺为阶段升温至1040℃并保温10min~15min,我们在钎焊后的材料金相中发现,晶界很少存在η相或者完全没有,因此我们认为零件出现缺口不合格的原因是由于钎焊温度过高(1040℃),等于或者超过了GH4169D材料η相的完全熔解温度,在钎焊加热保温过程中合金中的η相熔解。正是因为缺少了晶界η相的扎钉等作用,导致裂纹沿晶界扩展阻力减小,最终材料出现高温持久缺口敏感性,导致缺口持久试验不合格。为了使材料中η相重新析出,我们参照标准中预处理温度860℃~880℃,在选定温度下保温适当时间然后空冷。然后重新调整零件加热工艺路线,即锻件(固溶态)-粗加工-消除加工应力-精加工-钎焊-预处理-重新固溶-时效。
在钎焊后重新固溶热处理前参照标准选择了870℃进行加热保温,由于η相的析出会导致晶界附近γ'相得减少而影响材料室温及高温强度,如果太少则无法起到避免缺口敏感性的效果,所以我们进行了大量试验采用不同保温时间的工艺验证,最终确定了材料钎焊后重新固溶热处理前预处理保温时间为4h。经过改进后的方案进行热处理,材料缺口持久性能符合了标准的要求,如表3所示。

表3 增加870℃保温处理后的持久力学性能
2.3 室温及高温强度不合格试样分析及改进措施分析
虽然缺口持久性能符合了标准要求,但是室温及高温拉伸性能仍然不符合标准要求。这是由于钎焊温度超过了η相的溶解温度,在钎焊继续保温时候就会由于晶界缺少第二相而出现晶粒迅速长大的情况,众所周知根据Hall-Petch公式,材料的屈服强度与晶粒度尺寸倒数的平方根成正比,因此经理细化技能提高材料的强度,而且还会提高材料塑性,同时也能显著提高其他的力学性能,反之晶粒粗化则材料强度和塑性均会相应地降低。
为了使拉伸性能符合标准的要求,我们可以从2个方面进行改进,第一是降低钎焊温度或保温时间,使钎焊温度低于η相的溶解温度,从而保持晶界第二相的存在以阻止晶粒的长大趋势,并且可以避免缺口敏感。由于晶粒随着保温时间的延长以及温度的提高而出现长大的趋势,但是从晶粒长大动力学可知,温度升高导致的材料晶粒度长大的趋势远高于保温时间延长而长大的趋势,而且降低现行钎焊时间会影响钎料润湿效果而影响钎焊质量,所以我们仅考虑了降低钎焊温度的措施。由于现行使用的钎焊温度已经是选择了钎料的最低钎焊温度,要降低钎焊温度只能重新选择钎料,通过该材料的使用温度重新对钎料进行选择,可以改变为金基钎料以满足该要求。第二则是提前考虑钎焊温度下晶粒长大趋势,严格控制原始材料及锻件的晶粒度等级,留有晶粒度长大趋势或预留晶粒长大强度降低的工艺窗口,使钎焊保温后晶粒度以及强度仍然符合标准的要求。
在对以上2种方式进行工艺过程评估时我们计算了2种工艺方法的综合成本,由于金基钎料太贵,通过提高原材料晶粒度所增加的成本远低于金基钎料购买的成本,所以我们决定对原材料原始晶粒度以及强度进行控制。
通过工艺试验验证,我们对原材料晶粒度进行了加强控制,大量的工艺试验表明最终制定材料原始晶粒度最低应为6级。此时在经过钎焊后,晶粒度长大仍然符合标准的要求,而且钎焊后材料室温及高温强度均符合标准的要求。经过提高原材料晶粒度改进措施及增加870℃保温处理后的室温及高温拉伸性能如表4所示。

表4 经过改进措施及增加870℃保温处理后的拉伸性能
3.结论
(1)通过故障分析和实验验证,零件缺口持久不合格的原因是钎焊温度为1040℃,使晶界η相熔解,材料出现缺口敏感性导致缺口持久。
(2)通过对钎焊后的试样在870℃保温4h然后重新进行固溶时效,晶界处重新析出了η相,试样经测试缺口持久力学性能合格,不再存在缺口敏感性。
(3)GH4169D材料可以通过调整热加工工艺获得形貌、数量和分布不同的η相,从而使材料获得不同的力学性能。
(4)为了使最终室温拉伸及高温拉伸性能符合标准要求,钎焊前控制材料晶粒度最低为6级,在钎焊后晶粒有所长大,力学性能有所降低但仍然符合标准要求。
