车身冲压件工艺设计阶段材料利用率提升方法研讨
2022-05-17龚玉禄胥媛媛长城汽车股份有限公司河北省汽车工程技术研究中心
材料利用率是影响整车开发成本的重要因素之一,对于材料利用率的提升贯穿整车开发、制造的每个阶段。如何提高整车的材料利用率是每个冲压工程师都应该反复思考的。本文主要从冲压件工艺设计阶段研讨材料利用率提升方法,并经实物验证确认效果,积累经验值,用于其他项目借鉴及应用。
随着汽车市场竞争的白热化,低成本、高质量会使整车在竞争中处于优势地位。在汽车生产过程中,如何控制成本始终是各车企努力研究的方向,汽车成本的主要影响因素除设备投资、人员费用外,还包括原材料的采购费用。而汽车的原材料中,冲压板料占比50%以上。故提升汽车冲压过程中材料利用率是降低整车投资的重要途径。本文通过在模具工艺设计规划阶段研讨材料利用率控制方案,旨在提高整车材料利用率,降低投入成本。
工艺成形方案的选用
一模多件的应用
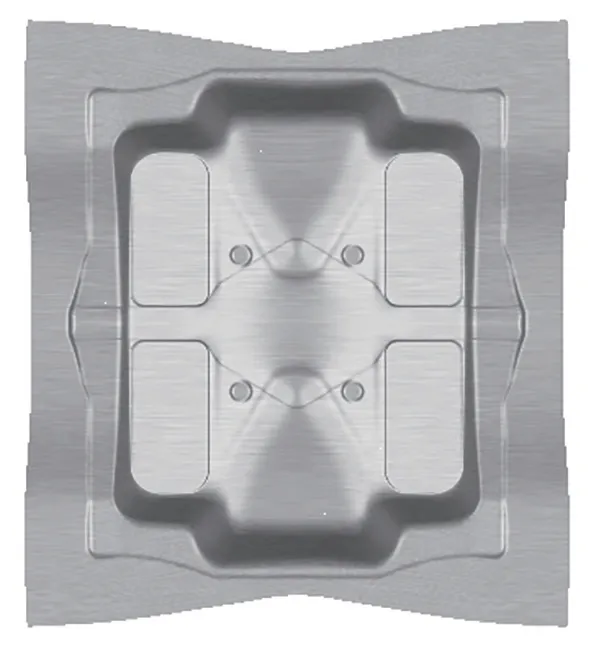
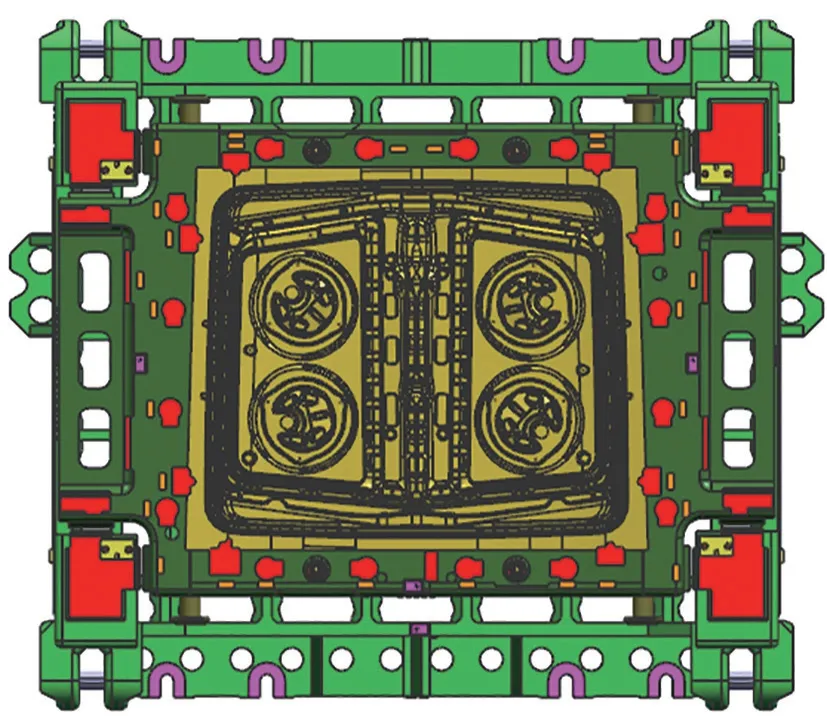
一模多件是指使用一套模具生产2 个或者多个同样的零件,此种工艺方式通过减少拉延工艺补充面积,改变板料尺寸及形状,减小废料尺寸,提升材料利用率。图1 为某车型侧围外板后段制件,图2 为一模四件的合模拉延工艺(图2),料片设计尺寸为910mm×780mm,材料利用率为55.2%,较单件拉延工艺设计提升13.8%。

成形工艺的选用
对于造型简单,形状不复杂的制件,可取消拉延工艺,使用先修边再成形工艺替代。此种工艺方式可使制件取消工艺补充面的设计,减少废料部位尺寸,进而降低板料的初始尺寸,从而提升材料利用率。
图3、图4 为某车型后地板横梁及其成形工艺,制件材料利用率为74%,较拉延工艺材料利用率可提升25%,单件可降低板料采购费用0.5 元左右。同时使用成形工艺后,该制件仅需开发3 套模具,与前期项目的横梁类制件相比,减少一套拉延模具开发,可节约模具开发成本15 万元左右。模具存放空间亦可节省1.12m
左右。
在满足制件品质及模具强度的前提下,管控拉延工序工艺补充各关键部位尺寸是提升材料利用率的关键方法。图12 为拉延工序工艺补充各部位关键尺寸,通过调整控制a、b、c、d、e 五个部位五种关键尺寸,可控制制件材料利用率达到最佳状态。a 为产品末端与工艺补偿R 角末端距离;b 为拉延筋R 角末端与工艺补偿R 角末端距离,即为管理面1 宽度;c 为双筋间距,即为管理面2 的宽度;d 为拉延完成后板料边界与拉延筋R 角末端距离;e 为模具凸模边界与压边圈边界距离。


图5 为某车型窗框内板及机舱内部某加强板制件,窗框内部空间尺寸为720mm×480mm,尺寸较大,可将2 种制件进行套件合模处理(图6)。此种套件工艺方式,可减少窗框内板内部材料的浪费,提升制件整体材料利用率,同时还可减少模具开发,降低成本投入。套件后拉延模具结构如图7 所示。
模具套件工艺的使用
3.完善战略资源与人才激励机制。战略资源的合理应用对企业战略管理的成功实施至关重要,企业的战略资源包括人力资源、财力资源、物力资源、信息技术资源和科技创新等各种资源,任何一项战略资源的缺失都会影响到企业创新绩效管理的成功运行。因此,企业必须为自身的健康长远发展提供充足的物资支持。虎豹集团可以进一步加大高新技术研发、高层次人才引进以及营销渠道的拓展等。
成形工艺的使用固然可以提升材料利用率、降低开发成本,但同样存在制件拉深不充分,局部位置回弹大,精度需依靠后序整形工艺及回弹补偿等方式校正,故是否使用成形方式应结合产品使用需求综合考虑,当制件精度要求高、搭接面处于整车关键部位时,不建议使用此种成形方式。
套件工艺是利用材料成形过程中余料的一种方式,适用于内部空间大,形状简单,无特殊造型要求的零件。选用模具套件工艺,可减少拉延模具工艺补充区域,增加板料内部余料的使用,减少废料的产生,进而提升材料利用率。


板料形式的选取
锯齿形板料的应用
锯齿形板料周围呈锯齿形,非线性形状的板料即为锯齿形板料。制件成形使用锯齿形板料可有效缩短锯齿波状特征部位送料距离,以达到减少废料部分尺寸,增加制件材料利用率的目的。图8 为某车型地板前横梁,通过使用锯齿形板料,材料利用率可提升5%。

拼焊板料的应用
对于某些内部空间大,形状简单,无特殊造型的制件。除选用套件工艺方式外,还可以通过使用特殊工艺板料以实现减小废料尺寸,提升材料利用率的目的。激光拼焊板就是一种可以有效提高制件材料利用率的特殊工艺板料。如图9 所示,某车型顶盖加强板产品内部大孔尺寸约为1005mm×880mm,直接使用矩形板料进行工艺设计,会造成产品大孔内部废料浪费。此类制件可通过使用拼焊板,减少板料的浪费,提升制件材料利用率,该顶盖加强板使用拼焊板后材料利用率可提升20%。尽管拼焊板可以提升制件材料利用率,减少板料浪费,但也存在投入成本大,工艺步骤复杂等缺陷,使用时需确认车型年产量,只有年产量达到一定程度后,拼焊板才会达到预期降成本效果,如图10、图11 所示。




模具关键部位尺寸的管控
(2)夏季强辐射和高温使得大气的氧化性提高。夏季O3能够显著地影响大气氧化性,强的大气氧化性促进二次颗粒物形成。在冬季,O3对于大气氧化性的贡献不显著,NO2对于大气氧化性的增强有更多的贡献。
ZHAO Jia-yi, HAN Yi-ping, YANG Li-xin, JIN Hai, CHEN Wei, SHENG Jing, ZUO Chang-jing, ZHENG Jian-ming

需对五个部位关键尺寸进行以下控制:a 尺寸控制,一般部位5mm,材料利用率决定点部位2mm;b 尺寸控制,一般部位10mm,材料利用率决定点部位8mm;c 尺寸控制,所有部位均为5mm;d 尺寸控制,一般部位10mm,材料利用率决定点部位5mm;e 尺寸控制,一般部位5mm,材料利用率决定点部位3mm。
新常态的背景下,传统理念下连锁零售业实体企业所推行的经营模式,已经不能适应社会主义现代化的需求。那么,在电商冲击下的连锁零售业实体企业经营模式就开始略显落后,竞争形式也展现了单一的境界。还有部分连锁零售业实体企业经营模式是“重销售,轻服务”。甚至还有的把“关注+了解+购买”作为销售理念,进行销售活动[4]。这样不仅不能为消费者提供个性化的服务,而且长时间状态下的不主动与消费者进行交流,就难以激发消费者的购买欲望。在此种情况下,若长久下去,就会严重影响连锁零售业实体企业经营模式的有效延伸。
结束语
材料利用率是影响整车开发成本的重要因素之一,如何提升整车材料利用率是各个车企均需重点研讨的问题。从整车的造型、车身的设计到冲压件的同步工程、工艺策划、工艺设计,再到现场的制造、匹配调试等各个阶段,材料利用率均存在优化提升的途径,本文主要从冲压工程角度以及冲压件工艺设计方面,提出提升材料利用率的方法,可供冲压工程师在冲压件工艺策划、设计、会签评审、加工制造等阶段参考及应用。

