侧围外板C 柱处外观面光影扭曲原因分析及对策
2022-05-17林楷覃显峰谢育涛利晓林沈相植广州汽车集团股份有限公司汽车工程研究院
针对某汽车侧围外板C 柱处外观面局部区域冲压调试时存在光影扭曲的问题,现场对该产品的工序件质量及模具研配情况进行分析,确认此处的缺陷主要是在OP20 整形工序形成的。进一步结合CAE 分析缺陷产生的机理,认为造成缺陷的主要原因是整形时该区域的应力分布不均,整形后应力释放导致不均匀变形,最终表征为产品局部光影扭曲。
从临床上来看,孕妇年龄越大,产后忧郁症的发病率越高,这可能与产后体内激素变化有关。很多产后抑郁症的女性在产前就已经有先兆,如常常莫名哭泣、情绪低落等,这时家人一定要多加安慰,安抚孕妇情绪。
汽车造型设计师热衷于采用丰富的曲面设计语言,结合光影流转的生动型面,实现产品风格理念的传递,以期给用户带来丰富的感官盛宴。但是这种丰富变化的曲面,要求的是更高的曲面制造精度,这无疑提升了冲压工艺的难度,除了施加必要的A 面回弹补偿外,更重要的是尽量消除面品缺陷。
侧围外板是汽车车身尺寸最大、曲面最为复杂、工艺难度系数高的外覆盖件,其表面上任何缺陷都会影响整车外观造型效果。本文以某运动轿车的侧围外板为例,针对该产品C 柱区域凹陷导致的光影扭曲问题,通过现场问题解析并结合CAE 辅助分析,提出相应的解决对策,获得与设计光影一致的产品。
乌司他丁联合比阿培南治疗老年重症肺炎的临床疗效观察………………………… 蔡 楠,蒋 敏,何 飞(4·308)
侧围外板C 柱区域一般结构特征及工艺方案
结构特征
在模具制造中,研配是保证产品质量的重要工序,检查研配是否良好,用蓝丹着色率来体现,即模具合模时着色区域面积占比。图5 为OP10 拉延工序和OP20 整形工序设计着色和现场蓝丹着色情况,两个工序的现场蓝丹着色率均在85%以上,符合着色要求,所以产品此处的凹陷并非模具研配不到位导致,具体原因需要通过CAE 进一步辅助分析。
工艺方案
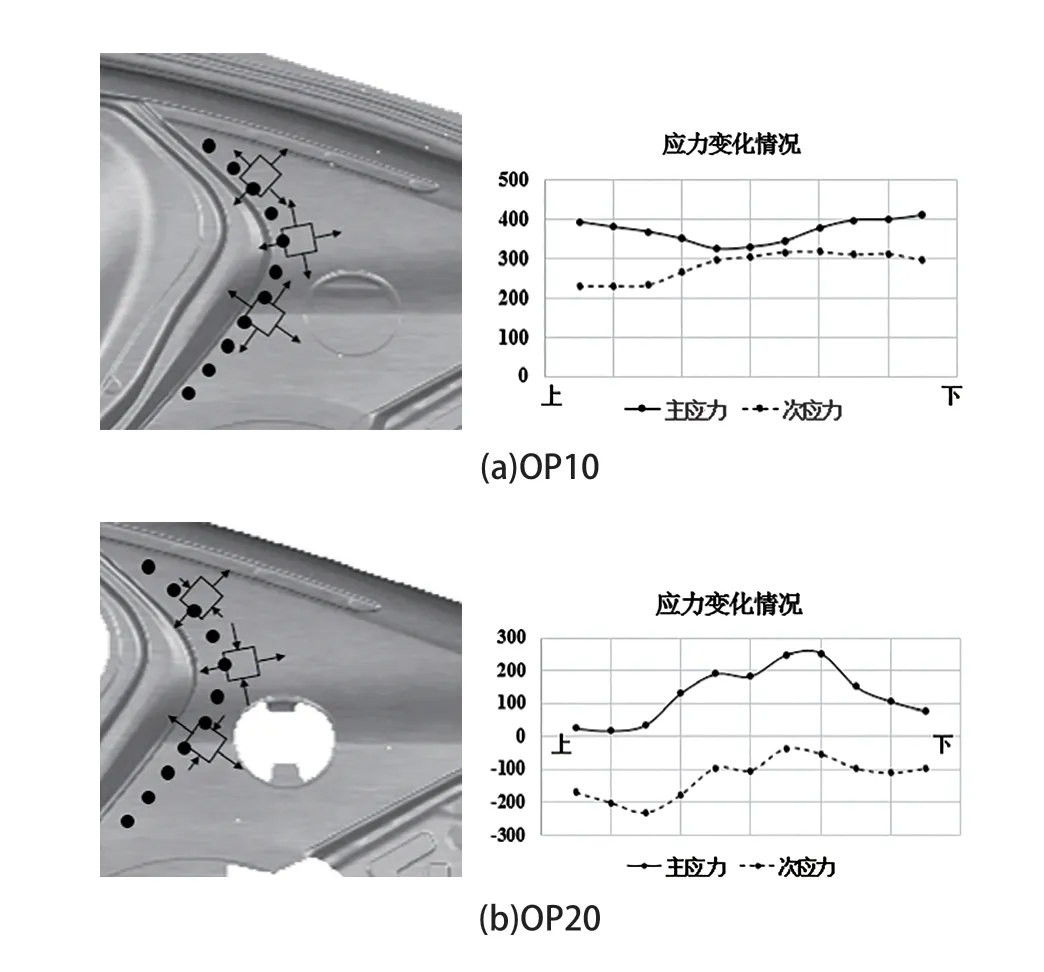
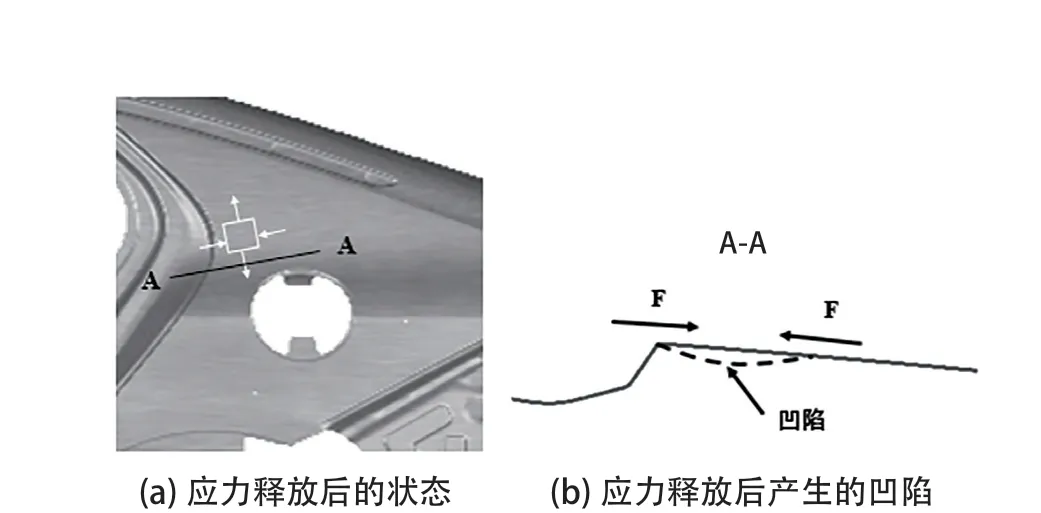
产品拉延及整形过程中均产生复杂的平面应力,导致在成形到底后产品会存在不均匀变化的残余应力,经过应力释放(即回弹)后,在自由状态下,这种回弹是不可逆的,最终体现为产品的不均匀变形,即各种产品缺陷。对拉延及整形后(回弹前)侧围外板C 柱区域的主、次应力进行分析,如图8 所示。OP10 拉延到底时产品为双向拉应力状态,主、次应力均匀变化,测量区域变化量小于100MPa,应力释放方向为双向压缩方向,对产品质量无明显影响。OP20 整形到底时,相应区域处于拉、压应力状态,主、次应力在测量区间变化量超过200MPa,经过应力释放后,沿着C 柱区域均为压、拉应力状态,如图9(a)所示,在该应力的作用下,A-A 截面容易出现如图9(b)所示的变形,表现到产品上则为上述图4(b)所示的凹陷。因此,改善侧围外板C 柱区域的凹陷问题,应该调整该处应力状态。
利用Autoform有限元分析软件进行建模分析。其中,侧围外板材料为DC54D+ZF-SL,料厚为0.65mm,其力学性能参数见表1。
由于该材料为热镀锌自润滑钢板,冲压成形时动摩擦系数设置为0.12,同时,匹配现场工艺参数,压边力设置为280t,拉延深度为240mm,OP20 上压板压力为40t。为了提升分析的准确性,CAE 分析控制参数采用FV 模式,导入几何体网格最大线长设置为10mm。
侧围外板C 柱区域缺陷产生原因分析
调试现场情况
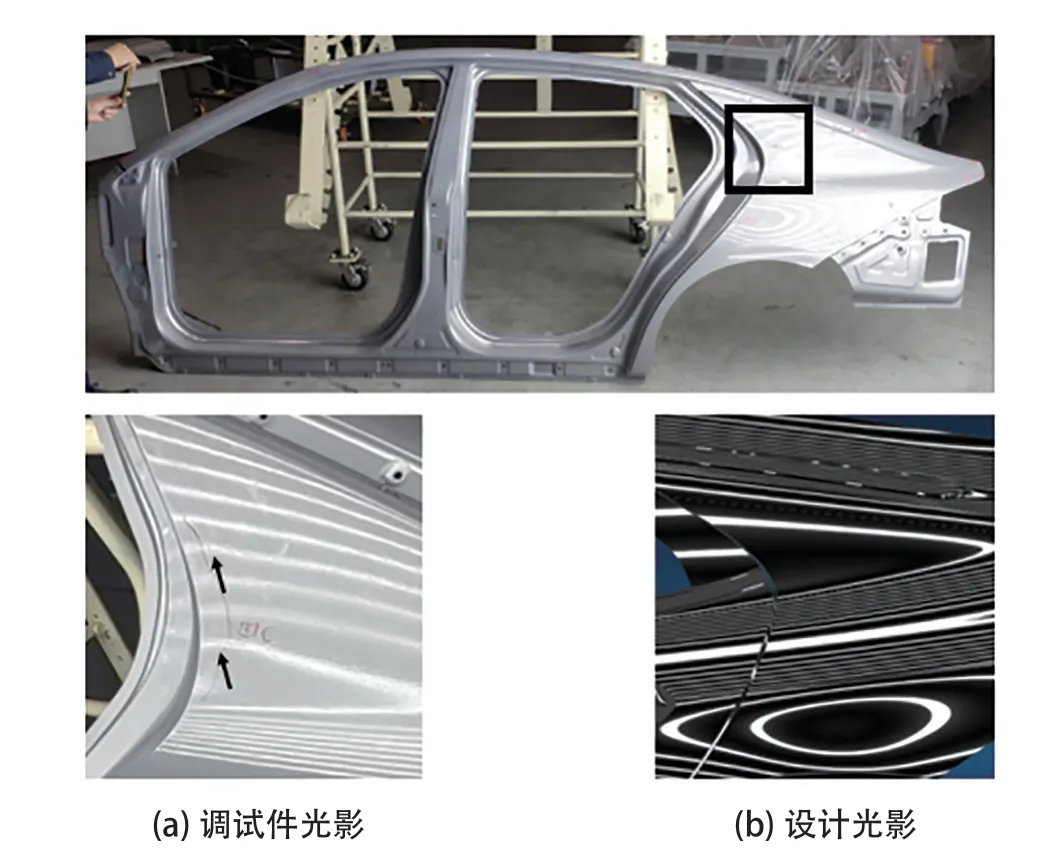
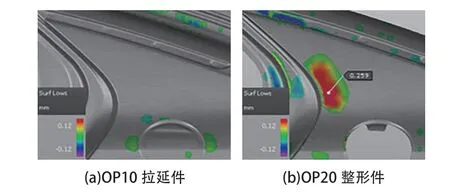
利用Autoform 工具“Surface Lows”检测表面质量状态,其中油石长度定义为100mm,方向为X 向,自由回弹状态下的分析结果如图6 所示。OP10 拉延件并未出现表面凹陷,而OP20 整形后的产品出现严重的表面凹陷,与产品实际调试一致。对自由回弹状态的工序件进行光影检测,如图7 所示,OP20 整形工序造成的缺陷,引起侧围外板C 柱局部区域的光影扭曲。

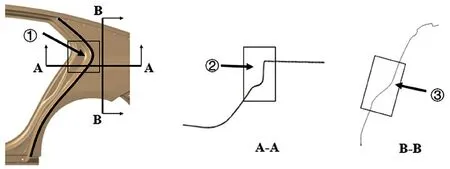
无论是MPV、SUV 或者是轿车,侧围外板C 柱区域的结构特征主要由3 部分组成:后车门与侧围外板的分缝特征①、后车门与侧围外板匹配台阶特征②及侧围外板Y 向截面曲率特征③,如图1 所示。其中①和③处的特征主要由造型风格决定,②处的特征主要受制于车身结构。

CAE 辅助分析
Ⅰ期槽孔槽段内布置3组直径为250 mm的导管,相邻导管间距设置为3.0 m,两端导管距孔端1.0 m,Ⅱ期槽孔槽段内同样布置3组直径为250 mm的导管,相邻导管间距为2.8 m,两端导管距离孔端1.0 m。

(1)实验一。异常发生后再次对该井水温梯度进行重新测量,并与之前的水温梯度测量结果进行了对比分析,结果见表1、2,图1、2。
该侧围外板C 柱区域需要通过两道工序才能完成,为了分析缺陷产生的主要原因,对该产品工序件通过油石打磨逐一进行评审,如图4 所示。产品凹陷区域在OP10(拉延工序)时轻微出现,而经过OP20(整形工序)后,缺陷面积急剧扩大,表明整形工序是造成缺陷的主要原因。

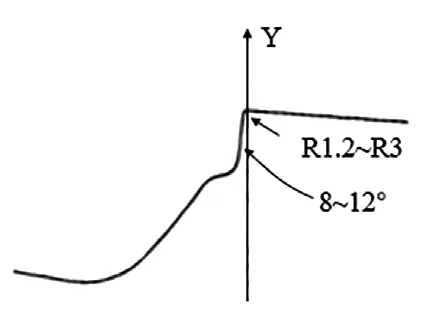
通常,图1 中②处特征的侧壁拔模角为车身Y向8 ~12°,上圆角为R1.2mm ~R3mm,如图2 所示。根据经验,该处特征无法一次拉延直接到位,需要增加整形工序,所以侧围外板C 柱处工序一般为拉延→修边、整形。
改善侧围C 柱区域光影不顺的对策
调整OP20 整形上压板压力
为了分析OP20整形时上压板压力对缺陷的影响,设定压板压力为40t、150t、2000t 和5000t 后进行CAE 分析,结果如图10 所示。随着压板压力的增加,OP20 整形时C 柱区域材料流动逐渐变难,应力分布趋于均衡,故产品自由回弹后,缺陷严重程度逐渐减弱,但并不能够完全消除。因此,结合实际模具结构,通过更换并增加氮气缸,提高上压板压力可以改善缺陷。
[8]Remarks made during the NPC by Lu Hao,Heilongjiang’s governor and its deputy party-chief,appeared to ignite the unrest...(2016-03-19)

调整OP20 整形量
为了保证侧围外板C 柱区域(后门分缝台阶处)的成形性,需要先在该台阶设计过拉延工艺补充,再通过整形获得产品所需形状。但是与此同时,过拉延工艺补充也会影响整形后产品外观质量。如图11 所示,A、B、C 截面为整形到底前0.4mm 板料的状态,板料在整形刀块的作用下,A、C 截面侧壁坯料线均存在多料的情况,板料会在外观面形成一定的挤压力(压应力),而B 截面侧壁坯料线处于平直状态,板料在外观面形成拉应力。正是这种相反应力的存在,导致整形到底后,会存在如图8(b)所示的压、拉应力状态。
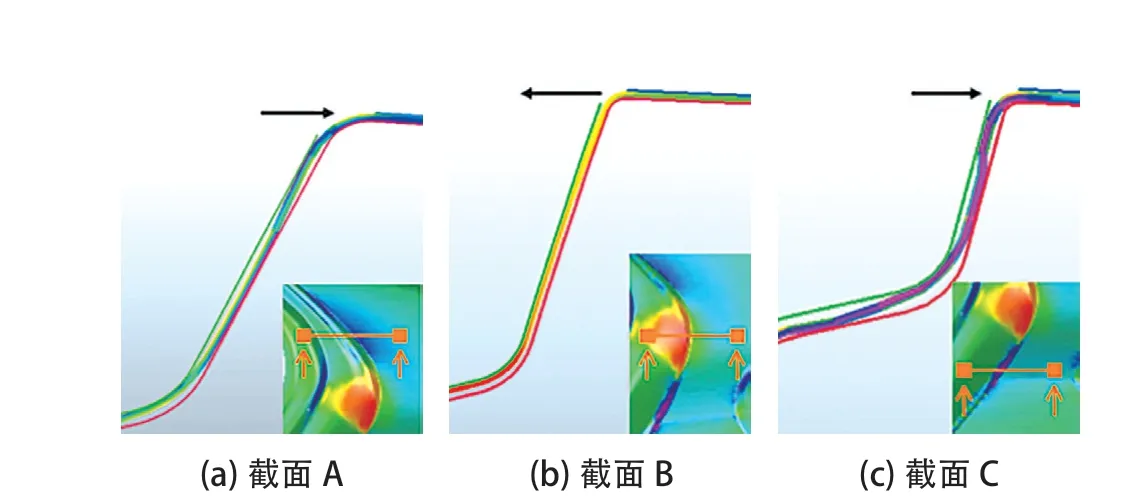
因此,可以通过调整该处的过拉延工艺补充参数,缩短A、C 截面处的线长,并使整形刀块触料时间点提前,以此改变A、C 截面处整形到底前的应力方向;对于B 处截面,通过增加底部R 角,延迟整形刀块触料时间点,以此调整B 截面的拉应力值,使各截面的应力趋于均衡,优化方案及对应的分析结果如图12所示。

实际改善结果
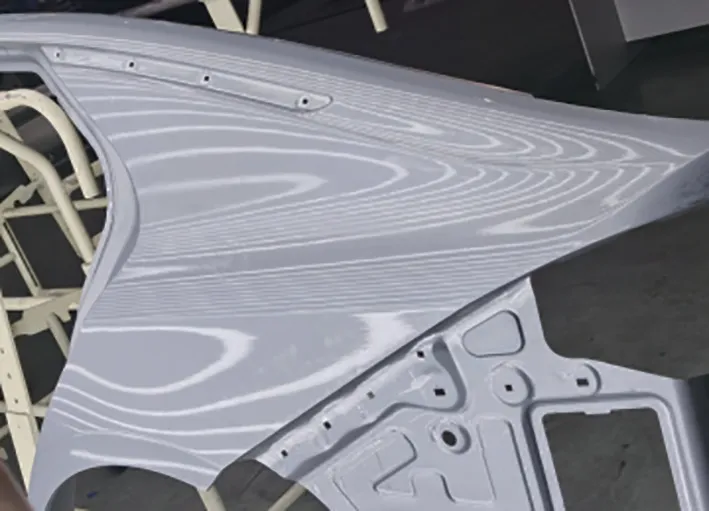
根据以上分析,结合实际模具情况,对OP10 模具侧围外板C 柱台阶的过拉延进行加工调整,并通过增加氮气缸数量,将OP20 模具的上压板压力从原来的40t 提升至80t。图13 为修模后重新上机进行调试获得的侧围外板,其C 柱区域的凹陷有了较大的改善,光影趋势与产品设计一致,满足量产要求。
结束语
侧围外板是外覆盖件中极其重要的产品之一,其光影扭曲会影响整车的感知质量,必须进行整改。通过对现场实际产品及模具情况进行分析,并结合CAE模拟结果得出,缺陷主要由OP20 整形时产品相关区域应力分布不均引起,优化OP10 过拉延工艺,补充及增加整形时上压板的压料力,可以平衡应力分布,整改后上机调试获得了符合质量要求的产品。
