铸轧结晶辊辊面构型对弯月面高度的影响
2022-05-12刘刚,蒋恩
刘 刚,蒋 恩
双辊薄带连铸将连续铸钢工艺和后续轧制工艺相融合,简化从钢水到热卷的生产工序,使钢铁生产流程更紧凑、连续、高效和环保。随着能耗、碳排放指标逐渐成为钢铁行业关注重点,双辊薄带连铸连轧在绿色制造方面的优势愈发明显。与传统的薄板材生产工艺相比,可节约基础建设投资约30%~50%。由于工艺流程大大简化,钢材生产中的能耗大大减少,污染大大降低,与连铸连轧过程相比,吨钢可节省能源约800 kJ,碳排放量降低超80%,NOx降低约90%,SO2降低70%。我国有大量高磷、高硫劣质矿资源,而薄带连铸连轧技术因其亚快速凝固的特点能够有效抑制磷、硫等杂质元素在钢材中的偏析,使大量资源得到有效利用,符合我国可持续发展目标[1~4]。
双辊薄带连铸连轧技术的核心是对熔池范围内均匀亚快速凝固过程的有效控制。该过程直接影响薄带成品的表面质量。该凝固过程的传热过程可分为两个阶段:在第一阶段,高温钢水与结晶辊等接触后,基体温度骤升,对应的界面热流密度在20 ms 内达到峰值;在第二阶段,基体温度继续上升,但与钢水的温度梯度下降,对应的热流密度迅速下降,在70 ms 左右回落到稳定的低值,之后以该低值为中心在一定范围内波动(见图1)[5]。本研究范围内的侧封板与高温钢水处在第一阶段的时间大于氮化硼材料侧封的情况,结晶辊与高温钢水接触情况和常规平辊条件下大致相当。因此,本研究中的传热效率略高于现有技术。亚快速凝固的冷却速度为100~103K/s,介于快速凝固和中速凝固之间,属于非平衡的凝固过程,在较快的冷却速度下铸件的晶粒细小,偏析程度低[6~8]。而由于冷却速度较高,熔池内的钢液在1 s 内完全凝固,控制窗口期极短。钢水与基体接触后的0.02 s是传热效率最高的凝固初期,该阶段界面间传热的均匀性对薄带产品的表面质量起着决定性的作用[9]。
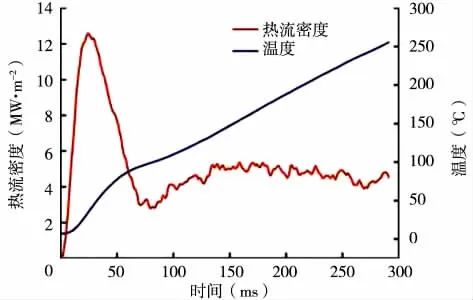
图1 界面热流密度
弯月面形成于凝固初期,对初始凝固传热特性起着关键性作用。目前对于弯月面的研究多集中于连续铸钢领域[10],而关于双辊薄带连铸弯月面的研究鲜有报道。本研究为了释放应力及施加振动,以凹凸型结晶辊代替平直结晶辊,在前期结晶辊辊面构型对弯月面高度研究成果的基础上,通过数值模拟和实验方法进一步分析结晶辊辊面构型参数对弯月面高度的影响规律,并从流场角度进行分析,旨在为后期生产实践提供理论指导。
1 研究基础
在之前的研究中,笔者根据凹凸结晶辊啮合过程对凹凸结晶辊辊面构型参数进行了理论推导,确定辊面函数[11]:

式中:r—结晶辊辊面上某点的极径(mm);r1—结晶辊辊面构型的幅度(mm);f—结晶辊辊面构型的频率(1);θ—结晶辊辊面上某点的极角(rad)。
笔者以结晶辊辊面函数为基础,分析凹凸结晶辊和平辊条件下弯月面高度的变化规律(见图2)。结果显示,凹凸结晶辊振幅对于弯月面高度的影响比振动频率更明显。当振幅从1 mm 下降至0 mm时,弯月面高度从R=1mm, f=36 参数下的20.4 mm 下降至R=0mm,f=0 的12.9 mm[12]。从弯月面高度变化趋势看,减小结晶辊辊面幅度,会引起弯月面高度小于平辊的情况。因此,笔者继续分析R=0.3 mm,f=36;以及R=0.3 mm,f=24 条件下的弯月面高度(见图3)。从振幅0.3 mm 时不同频率下弯月面的高度值可以看到,在0.05 s 时刻,凹凸结晶辊下的弯月面高度稍高于平辊下的弯月面高度。在0.1 s 时刻,弯月面高度从R=0 mm,f=0 的12.9 mm 降至R=0.3 mm,f=24 的12.3 mm。

图2 振幅≥0.5 mm 时不同频率下弯月面高度对比
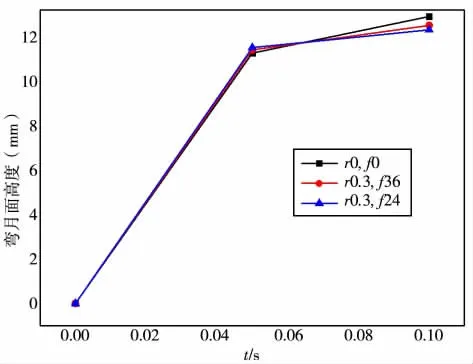
图3 振幅<0.5 mm 时不同频率弯月面高度对比
2 原因分析
熔池内自由液面波动程度直接影响弯月面的稳定性及行为,为了揭示凹凸结晶辊对弯月面高度的影响机理,笔者通过实验对比分析不同辊面参数对平均自由液面波动的影响。以平辊条件下的弯月面高度为基准,比较不同结晶辊辊面参数下液面波动的相对值(见图4)。可知,当结晶辊振幅为1 mm时,液面波动相对值达到0.59 mm;当振幅<1 mm时,液面波动相对值从R=0 mm,f=0 参数下的0 mm 下降至R=0.3 mm,f=24 下的-0.03 mm。随着振幅的减小,液面波动相对值趋于平衡。

图4 不同结晶辊辊面参数下液面波动值
当振幅≥1 mm 时,由于自由液面波动幅度过大,受自由液面附近流场的影响,弯月面高度稳定性变差,且随波动的加剧升高。当振幅<1 mm 时,振幅对自由液面波动的影响大幅度降低,弯月面更容易稳定,此时凹凸辊弯月面的高度值低于平辊。在弯月面稳定的情况下,弯月面高度主要受铸辊旋转产生的粘滞力及自由液面表面张力的影响。弯月面高度的近似方程[13]:
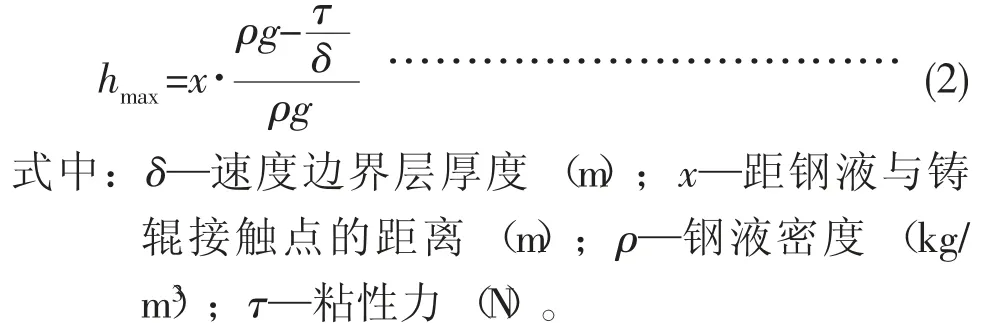
由式(2) 可知,在其它条件不变的情况下,由于凹凸结晶辊与熔体的接触面积比平辊大,所以粘性力增加,由于粘性力增加引起弯月面高度值的下降。因此,在自由液面波动影响有限的前提下,采用凹凸结晶辊可以降低弯月面的高度。
3 结 语
经过本文分析,笔者得出以下结论:
(1) 当振幅<1 mm 时,弯月面高度从平辊条件下的12.9 mm 下降至R=0.3 mm,f=24 的12.3 mm。
(2) 当振幅<1 mm 时,液面波动相对值从平辊条件下的0 mm 下降至R=0.3 mm,f=24 的-0.03 mm。
(3) 当振幅<1 mm 时,因凹凸结晶辊熔体粘性大而降低弯月面高度。
