内窥镜在井口装置检查中的应用研究
2022-05-12宫兆波尼加提·赛买提邱福寿王天荣薛少华
宫兆波 尼加提·赛买提 邱福寿 王天荣 薛少华

【摘 要】针对油田井口装置在内窥镜检测中存在的问题,文章提出一套内窥镜推送装置并应用到井口装置检查中。内窥镜推送装置集内窥镜部件装置、清洗装置、防气体、污水泄漏密封垫片、管内缺陷区域部位位置标定、内窥镜图像显示于一体,可以实现和管口密闭连接,防止污染物外泄,并将内窥镜检测和内壁清洗装置集成在推送装置内。在装置中,选用了扭力大、控制精准、能耗低、驱动电路相对简单的步进电机作为滚珠丝杠的驱动电机,提升了内窥镜推送装置精度和刚性等。
【关键词】内窥镜;井口装置;滚珠丝杠;驱动电机;推送装置
【中图分类号】TP301 【文献标识码】A 【文章编号】1674-0688(2022)02-0123-04
0 引言
井口装置作为监控井口压力和控制产出物流量的关键装置[1],油气介质温度高、压力大且含有硫化氢、二氧化碳、氯化物和出砂等现象,使得井口装置长期在高温、高压的极端环境下工作,极易造成各部件的密封面及通道的金属腐蚀、冲蚀等问题,导致油田生产存在严重的安全隐患,因此需要研究准确、有效的井口装置检测方法和手段。
新疆油田公司2015年开始开展在用高风险井口装置检测评价工作,目前已完成稠油热采井、天然气井等700余井次的检测评价,初步形成一套适用于井口装置的在线检测方法,但无有效的验证方法。随着油气田开发逐步扩大,需要加强在用井口装置的现场检测和风险评估,提高检测准确性。因此,需要研究适宜且先进的检测手段和方法;针对井口装置本体等部件尤其形结构(如注汽六通两翼反液出口)、高压天然气井井口异径接头、承压本体、弯头、阀门内漏等部位,开展内窥镜检测技术的研究,研制内窥镜检测装置,实现内壁实时成像和数据存储,验证外壁检测技术的可靠性和准确性,提升在用井口装置检测技术水平。
针对井口装置的检测[2],目前主要采用停产后对采气井口部件进行检测的方式,国内外常用的检测方法主要有以下3种。
(1)声发射检测方法。利用安放于井口相关机械装置表面的先进传感器,测量关键装置部件在工作过程中出现的形变、断裂或相互作用力超过屈服极限导致的冲击能,从而在线获取由材料或零部件缺陷导致的传感器信号,接着将采集的信号进行实时监测、分类,估计材料或零部件内部缺陷的定位、类型和严重程度。
(2)超声相控阵检测方法。该技术的主要原理是利用超声波反射或透射实现二维成像,主要适用于检测管壁的内伤及管壁厚度,优点是检测准确度和可信度高;缺点是超声波装置复杂、检查速度慢,要求检测物体均匀平滑,对复杂外形的油井口内部检测存在一定的局限性。
(3)管道机器人检测方法。管道机器人主要是检查大口径管道,而对油井口也是无法检查。工业内窥镜[3]自出现之日起就在石油化工、工业机械、电子电气工业、航空航天、有毒有害的环境等管道内表面的检测等领域获得大量的应用[4-7];它集光、机、电、图像处理软件于一体,内窥镜采集到的图像纹理较为细致,能够肉眼识别出问题点。同时,如果使用商业探伤部位图像辅助软件,则可对图像抓取、缩放、存储或者打印输出,从而准确定位管道内壁探伤的位置,具有位置标定准确、检测速度快、效率高的特点。如何将先进的内窥镜检测技术应用到油井的井口装置,将是本研究要重点分析的问题。
1 问题表述及研究思路
油田井口装置在内窥镜检测中需要解决的几个问题。
(1)井口装置的管子直径不一致,变化范围大,从φ45 mm到φ180 mm不等。
(2)内壁缺陷部位区域可能有油垢覆盖,影响内窥镜检测,因此油垢物的清洗问题需要解决。
(3)油垢物的清洗中要防止污物撒漏,避免污染环境。
(4)检测工作中,如何防止井内有毒、有害、易燃气体的泄漏及对人体的伤害。
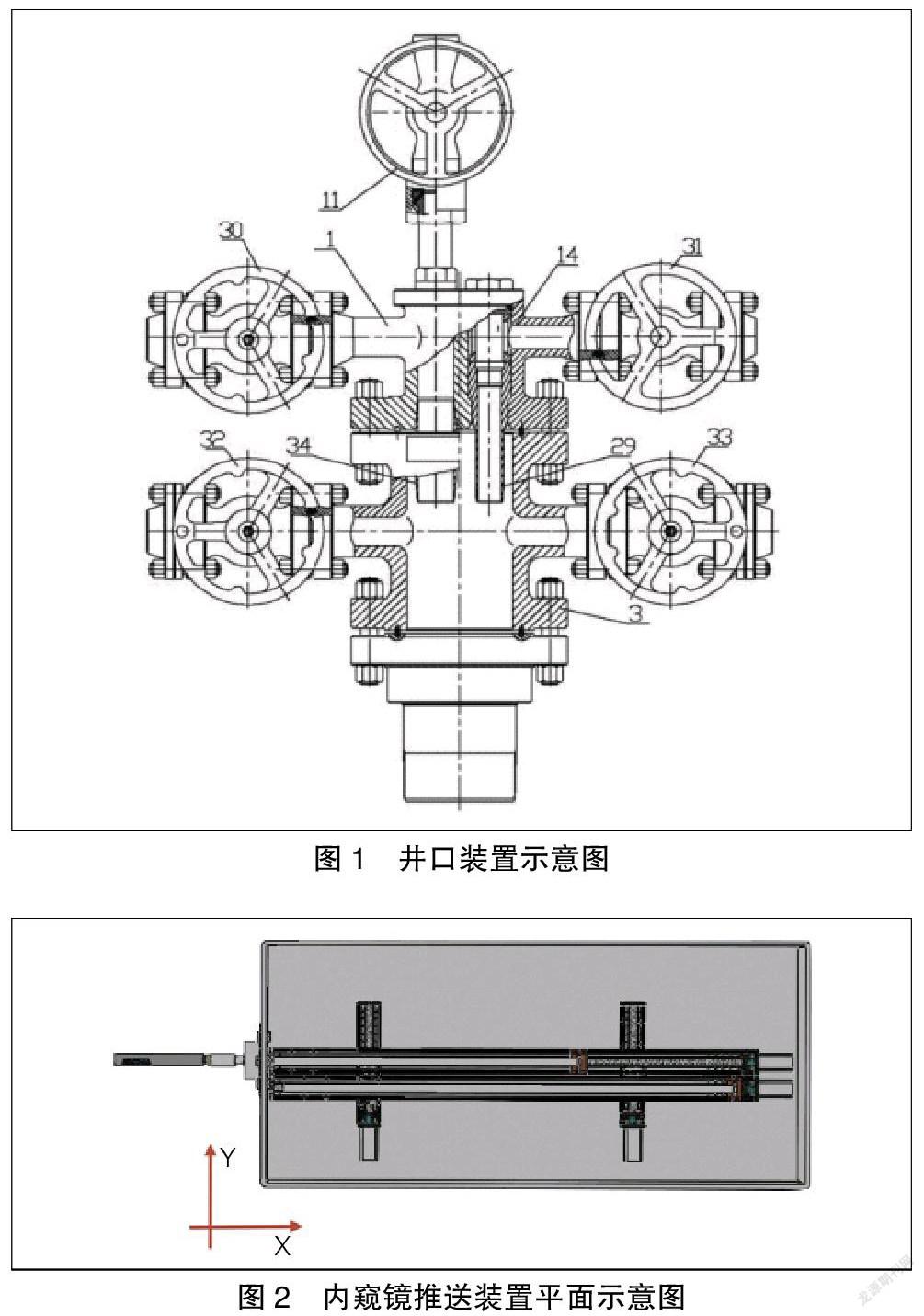
(5)现场无电源,如何解决检查过程中的电源供应。井口装置如图1所示。
为解决以上问题,本研究设计了一套集内窥镜部件装置、清洗装置、防气体、污水泄漏密封垫片、管内缺陷区域部位位置标定、内窥镜图像显示于一体的内窥镜推送装置。
2 内窥镜推送装置及应用
内窥镜推送装置要能实现以下功能要求:与管口密闭连接,防止污染物外泄;將内窥镜检测和内壁清洗装置集成在推送装置内。如图2所示,内窥镜组件和清洗组件在Y方向移动切换,实现清洗和内窥镜检测,根据需要,让二者交替切换工作,直至缺陷区域清洗干净,内窥镜观察图像清晰。X方向是内窥镜组件和清洗组件根据指令进入管口和退入箱体内。
(1)箱体和管口密闭连接,防止污染物外泄。内窥镜部件、清洗部件都置于推送装置内,推送装置箱体通过法兰盘和不同管径的管口密闭连接。可以同时或分别对管内进行检查和清洗。不同大小管口固定孔尺寸不同,在法兰上分别开相对应的孔位和管口连接。在每次检测时,在管口端面连接处加放一次性密封垫片,保证工作时能隔断有毒有害气体及污染物往箱体内泄漏。井口装置的管口内径分别是φ45 mm、φ52 mm、φ65 mm、φ78 mm、φ103 mm、φ130 mm、φ180 mm系列,而内窥镜最小外径只能做到φ40 mm,再加上清洗管外径φ20 mm,如果将内窥镜和清洗两个装置同时送入井口管内实现清洗和检测工作的同步,管内径至少是φ103 mm,小管径的则无法检查。因此,最终的设计方案是将内窥镜和清洗装置安装在推送装置内,固定在平行的两个推送轨道上,内窥镜和清洗装置通过控制操作分别送入管内工作,也就是说,做内窥镜检查时将内窥镜装置送入管内,检查完后内窥镜装置回收到推送装置箱体内复位,切换清洗装置进入管口内进行清洗,二者视情况轮流切换操作。这样操作不仅方便,而且所有的管径均适用。
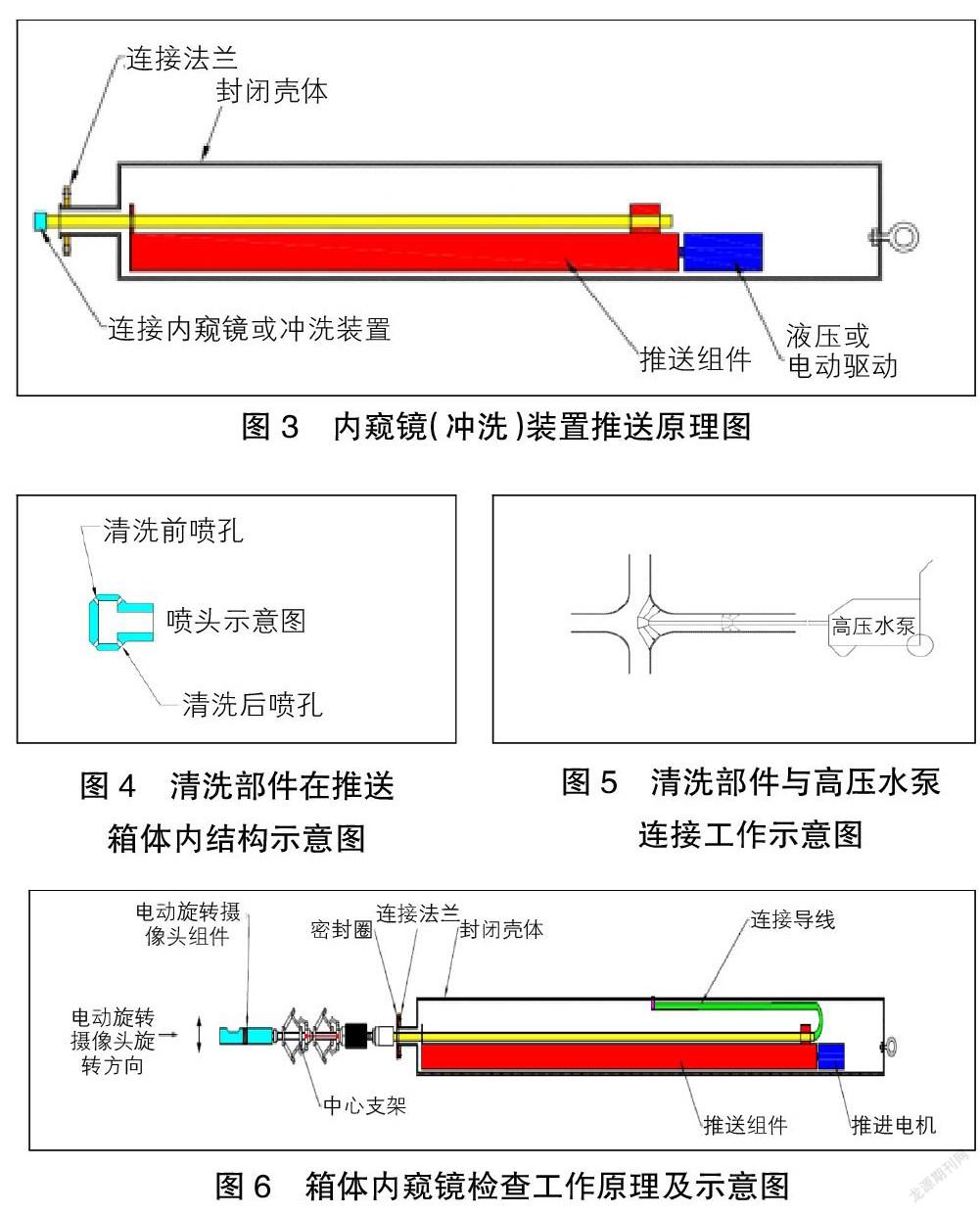
(2)将内窥镜检测和内壁清洗装置集成在推送装置内,让二者交替切换工作,直至缺陷区域清洗干净,内窥镜观察图像清晰(如图3所示)。清洗部件在推送箱体内结构示意图如图4所示。清洗部件与高压水泵连接工作示意图如图5所示。箱体内窥镜检查工作原理及示意图如6所示。
(3)内窥镜图像清晰,镜头的焦距调节在推送装置箱体操作完成(如图7至图10所示)。内窥镜的选型:为检查管口内壁表面缺陷,选用双镜头直管内窥镜,有直视和侧视两个镜头,可对管壁做360°扫描观察,使用方便、可靠。由于管径不同,为达到清晰的可视效果,我们将侧视镜头做成电动调焦,增大了视场角,增加了灯珠数量,提高了管内灯光照度。
(4)内窥镜检查区域的位置标定:箱体内窥镜和管口连接后,系统可以正常工作,此时关机、开机复位,丝杠驱动内窥镜缓缓进入管口内,内窥镜进入管口的长度在显示屏上显示,如果发现疑似损坏区域,可将前进速度降低或停止。仔细观察损坏部位,并记录下距离管口的距离位置。根据判断,决定对缺陷部位是否用超声等其他仪器做进一步的检查(如图11所示)。
3 性能分析
箱体和管口通过法兰盘密闭连接,内窥镜固定在推送组件上,推送组件在X方向的往复运动实现了内窥镜深入管内检查和检查完后退回到箱体内。在推送组件的选择上,通过液压推送和电机丝杠推送的比较发现,液压推送体积大,精准位置不好控制,因此选择体积小、重量轻、位置控制精准的步进电机和滚珠丝杠的推送组合。
通过步进电机和直流的试验和技术参数性能对比,选用扭力大、控制精准、能耗低、驱动电路相对简单的步进电机作为滚珠丝杠的驱动电机。
步进电机与直流电机相比,具有以下优点。?譹?訛步进电机锁定位置时,电机不再耗电,达到节能效果。?譺?訛步进电机体积小、寿命长。?譻?訛步进电机成本虽高但驱动简单,可减少开发费用。?譼?訛直流电机成本较低,但是控制性能不够理想,开发费用高。?譽?訛驱动技术有差异:步进电机采用步进的形式阶段性前进。直流或者无刷直流电机一般通过连贯运行的工作形式。直流电机借助闭环控制技术,因此不能直接精确定位电机位置,而步进电机借助开环控制技术,能够精确控制电机位置,其控制命令和相关参数都是离散变量。
不同于大多数常规电机,步进电机能够直接使用离散数字信号进行控制且容易实现角位移或直线位移的定位控制。此外,步进电机直流电机借助开环控制技术,仅需要一个脉冲信号就可以实现一个所需位置偏移,因此控制系统的计算复杂度大大降低,硬件成本显著减低。
滚珠丝杠是工具机械和精密机械上最常使用的传动元件,具有高精度、可逆性和高效率的特点,滚珠丝杠被广泛应用于各种工业设备和精密仪器上。滚珠丝杠系统一般由螺杆、螺母、钢球、预压片、反向器、防尘器等器件组成,其功能是将旋转运动转化成直线运动。基于滚珠丝杠的优点,本研究选用滚珠丝杠驱动滑块,滑块带动内窥镜和清洗装置进行管口的检查和清洗。?譹?訛传動效率较高。对于具有内循环的滚珠丝杠副,执行器用于实现滚珠的循环,从而显著降低了摩擦的影响,提升了滚珠丝杠副的传动效率(如图12所示)。?譺?訛不易磨损且高刚度。滚珠丝杠体积小,反向器固定牢固,刚性好,不易磨损,同时滚珠丝杠具有高加速度、高刚度、高速馈送、低振动、低噪音等特点。
4 结语
为了解决油田井口装置在内窥镜检测中存在的问题,本研究提出一套内窥镜推送装置并应用到井口装置检查中。内窥镜推送装置集内窥镜部件装置、清洗装置、防气体、污水泄漏密封垫片、管内缺陷区域部位位置标定、内窥镜图像显示于一体,可以实现和管口密闭连接,防止污染物外泄,并将内窥镜检测和内壁清洗装置集成在推送装置内。选用扭力大、控制精准、能耗低、驱动电路相对简单的步进电机作为滚珠丝杠的驱动电机;选用滚珠丝杠驱动滑块具有高效性、高精度、高刚性等优点。未来,将进一步探究提升内窥镜使用的便捷性,并减少安全隐患。
参 考 文 献
[1]万夫,张志东,李超,等.在役井口装置损伤模式分析及检测方法研究[A].中国石油学会天然气专业委员会.第31届全国天然气学术年会(2019)论文集[C].北京:中国石油学会天然气专业委员会,2019:7.
[2]王虎.井口装置检验中的注意事项分析[J].石化技术,2020,27(7):72,54.
[3]张隽.工业内窥镜检测设备技术的发展[J].航空维修与工程,2009(5):82-83.
[4]彭博,李改,杨露.工业内窥镜在建筑幕墙安全性鉴定中的应用研究[J].重庆建筑,2021,20(S1):47-48.
[5]李刚,许国东,沙绍通,等.工业内窥镜技术现场检测灌浆套筒施工质量的方法研究[J].建筑结构,2020,50(22):67-70.
[6]吴保帅,邓友良,束建鹏.高清工业内窥镜在洗碗机测漏水场景的应用[A].中国家用电器协会.2020年中国家用电器技术大会论文集[C].北京:中国家用电器协会,2020:4.
[7]韩方东,宗凯,王健,等.内窥镜检查在电站锅炉内部检验中的应用[J].中国特种设备安全,2020,36(3):44-48,52.
