正六边形烟草薄片分切装置的开发与研究
2022-05-11伍锐WURui李栓LIShuan王浩WANGHao问双双WENShuangshuang章盛ZHANGSheng李强LIQiang王水明WANGShuiming陈胜CHENSheng
伍锐 WU Rui;李栓 LI Shuan;王浩 WANG Hao;问双双 WEN Shuang-shuang;章盛 ZHANG Sheng;李强 LI Qiang;王水明 WANG Shui-ming;陈胜 CHEN Sheng
(①湖北中烟工业有限责任公司,武汉 430040;②湖北新业烟草薄片开发有限公司,武汉 430056;③重组烟叶应用技术研究湖北省重点实验室,武汉 430040)
0 引言
烟草薄片的制造始于20世纪50年代,烟草薄片又称重组烟叶、均质烟叶,主要由烟末、碎片、烟梗或低次烟叶加入胶粘剂和其他添加剂等组成,用烟草薄片切成丝填充在烟丝中,具有成本低、填充性好并能减少烟气中焦油含量等优点,现已广泛用作卷烟原料,目前国、内外各再造烟叶薄片线上后处理过程中,对烟叶(片)片形进行控制是一种必不可少的加工工艺。烟片的片形直接影响切丝后卷烟的质量,在打叶复烤中一般要求烟片的大小是按YC/T146-2010中的规定,规格多要求为菱形及正方形[1-2];烟草薄片的片形的不同,对切丝后的薄片烟丝整丝率及碎丝率产生影响,进而影响带来烟丝搀兑后的配比精度,最后直接影响烟丝的韧性和弹性以及燃烧性[3-5];而不同片形的薄片对应的分切设备也各有差异,因菱形及正方形刀具结构较为简单,故目前市场上薄片形状为菱形和正方形两种主流模式[6-7],对其他片形烟草薄片的分切装置研究较少。为提高卷烟的品质,同时为适应细支烟及新型烟草对于薄片品质的要求,在结合了各家卷烟的配方特点,经对不同片形的薄片形状进行分析,分别进行切丝对比整丝率及长丝率,得出正六边形(边长为30mm)薄片切丝后烟丝结构更好,更有利于配比搀兑,故采用滚刀式滚切法,通过采用动刀与定刀相互配合,相邻两排动刀错开对角线长度间距,来实现六边形薄片的成形分切,同时完成整台薄片分切设备装置的开发,最后通过在实验线上稳定持续的运行,验证分切设备的可行性和稳定性。
1 六边形薄片对切片后烟丝结构的影响
经统计分析,得出现薄片企业多生产形状在30mm~40mm的薄片,结合薄片生产工艺及分切设备的特点,无论是正方形或菱形薄片,在切丝后碎丝率和长丝的比例较高,丝长不均匀,对配比有一定的影响,提出将薄片分切成正六边形,与打叶复烤片大片形更接近,通过对比不同边形(边长同为30mm)切丝后烟丝整丝率的分析,六边形产品的烟丝结构的整丝率、长丝率分别提高了2.77%、9.37%;而对于中丝率、短丝率及碎丝率分别下降了37.57%、36.09%和50.79%。因此,六边形产品切丝后烟丝结构更好,更有利于配比搀兑。
2 正六边形薄片的分切方法
根据在线连续分切的特点,采用滚刀式滚切法来实现[8],即采用动刀与定刀相互配合,动刀旋转定刀固定的,且相邻两排动刀错开对角线长度间距,滚切法示意图见图2、动定刀配合及形状见图3。
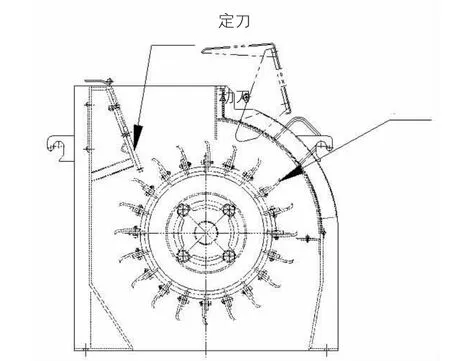
图2 滚切法示意图

图3 动定刀配合及形状
工作原理为:烟草薄片通过上游输送设备送入到动定刀之间,通过第1排动刀将正六边形撕切下1/2,再通过第2排动刀再将正六边形撕切下剩下的1/2,切辊上的动刀排数为偶数,两排刀撕切下1片完整的正六边形薄片,切辊上刀的排数由生产线车速确定,车速越高,动刀排数越多,反之越少,相邻两排动刀间距大于最大对角线长度,相邻两排动刀之间错开对接线长度尺寸,其切辊的转速计算公式为:

式中:
n——切刀辊所需的转速r/min;

图1 各片形结构对比
S——薄片来料速度m/min;
L——正六边形上、下两平行边的尺寸mm;
N——切辊动刀排数。
切辊由传动装置带动旋转,在单片动刀前端设计有鹰嘴形结构,且定刀与垂直面成20°夹角,当薄片送入到动定刀之间后,利用动刀鹰嘴形结构设计实现将薄片切开的同时往下撕扯,有效的对薄片进行分切,实际开发的动刀结构图如图4。

图4 动刀结构图
3 正六边形薄片的分切装置的开发
3.1 结构设计与开发
通过以上分析,我们开发出了能分切出正六边形的分切装置,其主要由平台及支架、分切机机体、电气系统等组成,如图5所示。

图5 薄正六边形薄片的分切装置结构简图
分切机机体主要由壳体1、翻板2、切辊体3、门4及气动系统5等组成,如图6所示。
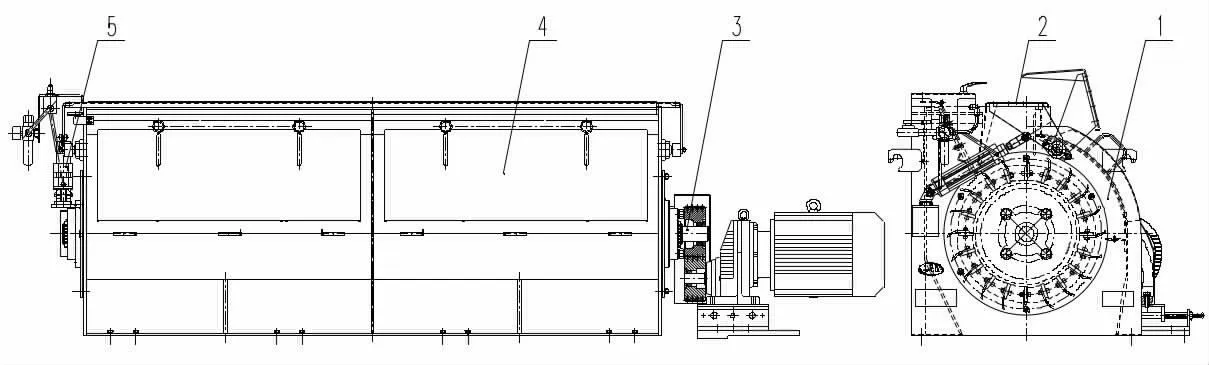
图6 分切机机体示意图
壳体是承载打辊的主体,主要由钢板焊接组合而成。定刀座焊接在壳体上,用于安装定刀。翻板由导料板及翻转机构组成,主要起导引薄片及安全保护作用。切辊体安装在机体内,主要由动刀、打辊等组成。通过打辊旋转,在动刀与安装在机体上定刀的相互作用下,将输入的成型薄片切成所需形状的叶片。门主要对机体进行密封,保证操作人员的安全和防止物料向外飞溅,主要由钢板组合而成。
3.2 控制传动系统的设计与开发
传动系统是由减速电机、皮带、皮带轮组成,刀辊上设置有旋转编码器,可在线检测切辊体转速。分切机采用皮带传动方式。并且采用了变频调速装置,具有结构紧凑,无明显的启动冲击,调速平稳、可靠等优点。减速机按变频器给定的频率输出转速。电气系统与分切机相连的主要控制功能和回路有:
①刀辊转速与进纸速度的匹配——采用变频技术及闭环控制,确保调定的进纸速度与刀辊转速匹配,并且刀辊速度在调定的范围内可任意调节,保证分切后的片形。
②状态参数显示功能——在上位机的显示屏上,可切换显示设定的或实际运行的状态及参数。显示的内容有:纸幅宽度、刀辊转速、进料速度、故障部位及原因等。
③过载及安全保护回路——如切削力超载时。设备将立即停止运行,以保护设备不至受到更大损害。当安全回路未接通时,设备将不能正常工作。
4 实验与结果
通过开发的切片装置,实验验证,,在幅宽为3050mm,车速为150m/min的下,可在生产线上稳定运行,并分切出了边长为30mm的正六边形薄片,设备运行状态良好,运行时无薄片粘连、碎片现象,片形规矩,生产连续,该技术可直接推广到所有薄片加工企业,切出的六边形薄片见图7所示。

图7 正六边形薄片
5 结语
本文系统分析了不同片形的薄片对于分别进行切薄片切丝后烟丝结构的影响,得出正六边形薄片切丝后品质更高,更有利于提高搀兑,进而有助于提高卷烟品质。本文系统介绍了正六边形烟草薄片分切成的方法和装置,供了一种提高薄片成丝后的品质及搀兑均匀性的中试设备,充分满足了切丝及下到工序的要求,通过该方法及装置的实施验证,为正六边形薄片分切提供了可靠的技术及设备支撑,从而很好的满足卷烟工艺的品质上台阶的需求。
