基于增材制造的旋印电解加工工具阴极制备
2022-05-02汪倩倩王登勇
汪倩倩,王登勇,朱 荻
(南京航空航天大学机电学院,江苏南京210016)
随着现代工业的快速发展,阵列结构被广泛运用于金属表面以获得某些优异的功能或性能。例如,航空发动机机匣大多为薄壁环形件,表面分布有安装座等阵列结构用于与其他部件连接[1-2];火焰筒浮动瓦片表面具有阵列排布的扰流柱结构,用以提高换热性能[3]。
旋印电解加工是南京航空航天大学提出的一项新技术,主要针对机匣等具有复杂凸台结构的薄壁回转体零件的加工。图1是旋印电解加工原理示意,工件为阳极,使用带有中空窗口的工具作为阴极,中空窗口内壁为绝缘壁面,两极之间保持较小的加工间隙。在加工过程中,工具阴极与工件阳极等角速对转,电解液流经加工间隙,对阴阳极施加一定电压,阳极工件上金属材料被选择性去除,且工具阴极不断向阳极方向进给,以得到相应高度的凸台结构[4]。旋印电解加工具有加工材料范围广、加工表面质量好、无残余应力等优点,在制备复杂凸台回转体零件上表现出明显的优势,在航空航天领域应用前景广阔[5]。

图1 旋印电解加工
近年来,针对表面具有阵列凸台结构的回转体工件,提出了倍转速旋印电解加工技术[6]。图2是倍转速旋印电解加工原理示意,工件阳极与工具阴极以恒定转速比n反向旋转,阴阳两极直径比、窗口数量比均为1∶n。倍转速旋印电解在加工表面具有大量阵列凸台的回转体结构时,具有电场集中、流道缩短、加工成本低等优势。

图2 倍转速旋印电解加工
然而,对于凸台数量特别庞大的零件,即便采用倍转速旋印电解,其工具阴极窗口数量仍非常多。例如,加工凸台数量为500时,即使采用转速比1∶5,窗口仍有100个;当所需工件表面凸台尺寸较小时,相应的工具阴极窗口尺寸也会较小。此外,工具阴极窗口轮廓通常是不规则曲线,窗口尺寸小、密度高、形状不规则的特点导致工具阴极制备困难。常规旋印电解加工的工具阴极一般采用机加工表面窗口配合内壁绝缘处理的方法以达到窗口侧壁绝缘的目的[7],但倍转速旋印工具阴极的结构特点导致了传统制备方法的局限性。一方面,传统的钻孔很难加工出非圆轮廓,即使通过铣削加工,由于加工量大,加工过程也很费时费力;另一方面,对于窗口尺寸较小的结构,绝缘层不易制备,且绝缘层与窗口内壁结合力较差。
对于旋印电解加工效果的各项影响因素已获得不少的研究成果,但针对旋印电解加工中的工具阴极制备技术研究还比较欠缺。针对此问题,本文提出一种基于增材制造技术的工具阴极制备方法,综合运用3D打印与电铸工艺,同时结合仿真分析及试验结果进行了相关工艺的优化,以期解决旋印电解加工中小尺寸、多窗口工具阴极的制备难题。
1 多窗口工具阴极加工工艺
1.1 工具阴极
图3是目标工具阴极结构示意,工具阴极为表面具有阵列窗口的回转体结构,表面窗口为7×12的阵列结构,窗口轮廓为不规则的类椭圆结构。图中大片灰色部分为导电区域,用于溶解工件阳极对应区域的材料;窗口内壁白色部分为绝缘区域,以减少加工过程中的杂散腐蚀。

图3 工具阴极结构示意
图4是基于增材制造技术的旋印电解加工工具阴极制备流程,主要包括以下步骤:

图4 工具阴极制备流程
(1)3D打印绝缘基体,该绝缘基体为回转体结构,表面具有突出的窗口结构;
(2)表面导电化处理,将打印完成的绝缘基体进行局部绝缘处理后对外表面进行导电化处理;
(3)电铸导电处理,去除基体上的绝缘屏蔽层后,利用电铸技术在导电层上沉积金属层;
(4)车削加工,车削加工工具阴极外表面,以获得所需的直径和圆度。
1.2 3D打印基体
3D打印又称增材制造,是一种基于计算机科学基础和材料科学发展起来的一体化成形技术[8]。为实现工具阴极表面窗口内壁绝缘的目的,3D打印基体材料需选择绝缘材料,目前运用较广泛的打印基体材料有ABS、光敏树脂、尼龙等,分别应用于不同的应用场合。
为保证加工工件的圆度及表面凸台的成形精度,旋印电解加工所采用的工具阴极需保证较高的加工精度。3D打印的绝缘基体需经过导电化处理、电铸和机加工等工序处理才能投入使用,对精度和强度也有较高的要求,结合加工需求、材料特性及加工试验结果,本文选用光敏树脂作为基体进行立体光固化成形加工,主要打印参数见表1,打印示意见图5。打印完成的绝缘基体实物及基体表面窗口轮廓与理论轮廓对比见图6,可看出,3D打印的光敏树脂基体窗口成形精度高、一致性好。

表1 打印参数

图5 立体光固化打印示意

图6 3D打印基体实物图及窗口轮廓
1.3 表面导电化处理
表面导电化处理是指在绝缘或导电性能较差的材料表面进行导电层覆盖,使得材料表面获得良好的导电性能,以备后续加工处理。本试验选用化学镀镍完成的导电层均匀、稳定、耐腐蚀、与基体结合牢固,且镍与铜的晶格相近,与后续电铸加工的铜层结合力好[9],化学镀镍加工工艺流程见图7。

图7 化学镀镍流程图
1.4 阴极导电层的电铸加工
电铸技术是基于电化学反应中阴极沉积原理的增材制造技术,具有很高的制造精度,且材料性能可控,可准确复刻加工形面的形状与纹路[10]。选取电铸铜技术制备的工具阴极表面导电层具有优良的导热性和导电性,且电铸铜过程中无副产物,铸层质量较好。电铸铜过程中,阴阳两极表面发生的反应式如下:

硫酸铜盐溶液是一种运用广泛的电铸铜溶液,其成分稳定、便于储存、使用安全、镀层质量好。常用于电铸铜的电解液主要分为高酸低铜、高铜低酸两种,高酸低铜电解液的均镀能力很好,加工过程中可有效细化晶粒,所得试件表面质量好、铸层生长细致、镀层分布均匀。电铸铜试验参数和装置示意分别见表2和图8。

表2 电铸铜试验参数

图8 电铸铜装置
1.5 车削加工
利用数控车床将电铸完成的工具阴极外圆车削至所需直径及圆度,进给速度为0.05 mm/r,转速为800 r/min。
2 电铸工艺优化
2.1 电铸层生长仿真
为获得较均匀的电铸层,使用Comsol软件进行电铸加工过程中的电场分布及铸层生长仿真,以掌握工具阴极窗口侧壁的绝缘性对铸层均匀性的影响规律。
2.1.1 计算模型
为简化计算,取工件局部进行电铸仿真,旨在演示如何通过几何变形模拟电铸过程,研究电铸过程中阴极边界的生长过程与规律,电铸成形过程仿真几何模型见图9。

图9 仿真几何模型
2.1.2 边界条件设置
仿真边界条件通过适用于镀铜的Butler-Volmer方程给定:

式中:F为法拉第常数;i0为交换电流密度;iloc为局部电流密度;η为过电位;αa为阳极电荷传递系数;αc为阴极电荷传递系数;R为通用气体常数。
根据式(2),将全部电极的反应电流之和用作电极和电解质域之间边界的电流密度条件:

式中:n表示边界的法向矢量;iDL为电容电流。
则il与平均电流密度iave的关系为:

表3是计算模型中边界条件设置,阴极表面设置为变化边界,其余表面为不变化边界。为更好地观察分析电场分布及铸层生长规律,模型设置为瞬态模型。

表3 仿真边界条件
2.1.3 仿真结果对比分析
图10是工具阴极基体表面窗口侧壁导电与侧壁绝缘条件下的电场分布云图。可见,在窗口侧壁导电情况下,电场主要集中于窗口顶部,底部电场微弱;在窗口侧壁绝缘情况下,窗口顶部也有一部分电场集中,但明显弱于侧壁导电时,底部电场也明显强于侧壁导电时,因此电流密度分布更均匀。
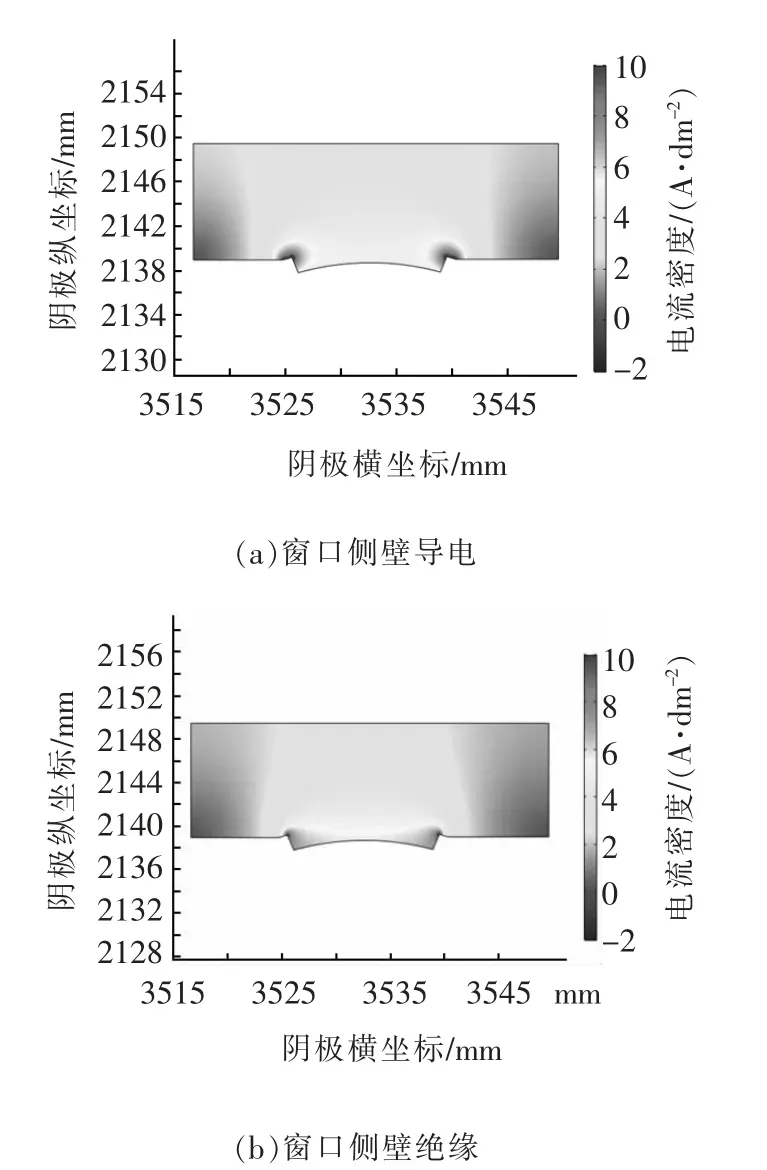
图10 工具阴极基体电场云图
图11是仿真区域阴极表面窗口侧壁导电与侧壁绝缘条件下的铸层生长厚度曲线。可见,当窗口侧壁导电时,窗口顶部电场集中,侧壁底部的加工区域电场十分微弱,这将直接导致沉积层在侧壁顶部堆积,且随着时间的推移愈发明显,在侧壁顶部形成“瘤子”,而底部自加工初始至30 h时厚度基本无明显变化;当窗口侧壁绝缘时,加工介于0~30 h之间时侧壁根部铸层生长速度均匀,加工时间超过30 h时侧壁根部逐渐形成凹陷,加工时间长于50 h时侧壁顶部开始出现铸层局部堆积。因此,本次加工选取侧壁绝缘的导电化处理方法。

图11 铸层生长曲线
2.2 电铸试验验证
图12是3D打印基体上窗口侧壁导电和绝缘处理后的电铸基体实物图。利用高酸低铜溶液对导电化处理后的试件进行电铸试验,电铸时长60 h,铸层厚度约为0.6 mm。

图12 导电化处理基体
图13是基体表面窗口侧壁导电和侧壁绝缘的试件实物。可见,当窗口侧壁导电时,电场集中于侧壁顶端,最终形成了“瘤子”状凸台;当窗口侧壁绝缘时,铸层由底部生长逐层“包裹”住窗口,相较前者更为平整,与铸层生长仿真情况吻合。

图13 试件实物图
图14是机加工完成后的工具阴极实物,工具阴极为回转体结构,表面具有阵列窗口,窗口内壁为3D打印完成的绝缘基体。阴极直径为41 mm,高度为70 mm,表面阵列窗口数量共84个,窗口轮廓为不规则曲线,导电层厚度为0.5 mm。加工后,工具阴极导电层与绝缘基体结合良好,窗口一致性良好,能满足倍转速旋印电解工具阴极制备需求。

图14 工具阴极实物图
3 结论
本文依据阵列圆柱凸台倍旋印电解加工的工具阴极结构特点,提出一种全新的工具阴极制备方法,综合运用3D打印、表面导电化处理及电铸技术,得到以下结论:
(1)对比分析基体表面窗口外缘侧壁是否导电对于铸层生长的影响发现,当侧壁导电时,电场在凸台顶部尖端集中,凸台根部铸层生长缓慢,均匀性很差;当侧壁绝缘时,铸层自凸台底部生长,一致性好。
(2)通过试验制备出了满足倍转速旋印电解需求的工具阴极,验证了利用增材制造技术制备旋印电解加工工具阴极的可行性。
