镀锌线气刀条纹缺陷的原因分析及预防措施
2022-04-26谢庆云
谢庆云
(马鞍山钢铁股份有限公司冷轧总厂,安徽马鞍山 243000)
引言
近些年,随着镀锌板作为汽车板和家电板的日益推广和普及,客户对于镀锌板的表面质量要求也越来越高。而气刀条纹缺陷是镀锌板常见的表面缺陷的一种,严重影响了镀锌板的使用。基于此,重点研究气刀条纹缺陷的产生机理并给出对应措施,为镀锌板的推广应用提供支撑。
1 气刀条纹缺陷介绍
气刀条纹是带钢在镀锌以后通过气刀时产生的线条状凸起,缺陷的主要特征是向外凸起的,并且具有连续性。气刀条纹是由于气刀内某点的气流存在异常,在带钢上体现为某一线的刮锌力不强,该处的锌层厚度高过其他部位,在镀锌板表面显现成一道白色线状的缺陷。如图1所示。
图1 气刀条纹
2 气刀条纹的原因分析
气刀装置在生产线使用时,若锌液或其他异物飞溅到气刀刀唇上,造成气刀气流的轨迹产生偏向,从而影响到气刀对该区域的刮锌力变化,在镀锌带钢表面对应区域内形成一条锌层偏厚的条痕。若气刀刀唇处存在损伤,损伤位置处的气刀气流发生变化,则也会在镀锌带钢表面形成气刀条纹缺陷。
区分两者可以通过多次清理气刀刀唇来进行分辨,如能将气刀条纹缺陷清理掉或气刀条纹缺陷的位置随着清理后发生变化,则是气刀唇内有锌渣或其他异物存在;如气刀条纹无法清理掉且气刀条纹位置相对于气刀位置固定,就要考虑可能是气刀刀唇损伤,要择机进行停机处理,吊下气刀进行检查确认[1]。气刀刀唇损伤则需要更换气刀。
气刀刀唇异物分布位置存在以下四种情况,在上刀唇端面、刀唇间隙中、下刀唇端面、下刀唇下表面,这四种情况均会造成气刀气流紊乱,吹锌能力降低,从而在镀锌带钢表面产生气刀条纹,如图2所示。
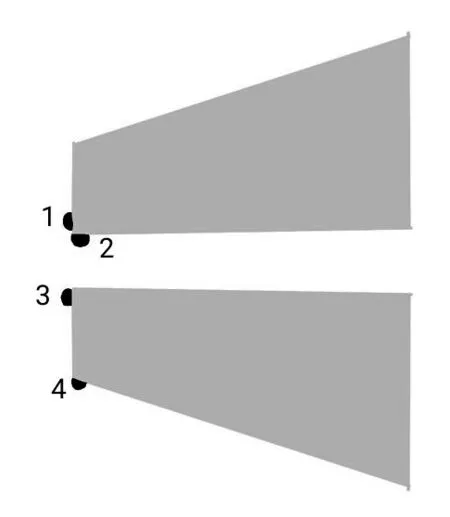
图2 异物粘附刀唇位置
3 产生气刀条纹的影响因素
产生气刀条纹最主要的因素是气刀刀唇粘锌或结瘤。而产生粘锌、结瘤的原因与气刀上下刀唇位置、前后刀唇高度、气刀间隙、气刀刀唇与带钢距离等有密不可分的关系。
3.1 气刀上下刀唇前后位置的影响
当气刀的上下刀唇端面保持前后对齐,在同一垂直面上时,如图3 所示。气刀刀唇中喷吹出的气流稳定,有利于保持镀锌板表面质量生产稳定,不容易产生气刀条纹缺陷。
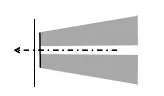
图3 上下唇的前后对齐
当气刀的上刀唇凸出,下刀唇落后时,如图4所示。气流从气刀间隙喷出后,受刀唇口形状的影响,喷出的气流会向下方发散,在气流接触到镀锌带钢后,气流沿带钢表面形成上下分流,由于大部分气流方向朝下,使吹锌能力增强,当气刀高度较低时,离锌液面较近,非常容易产生锌液飞溅,造成气刀喷嘴堵塞或结瘤,且下刀唇端面易粘锌,进而产生气刀条纹缺陷。同时,朝下散射的气流厚度增加,使镀锌带钢表面锌流纹及气刀横纹很难控制,不利于生产高表面质量的镀锌产品。[2]
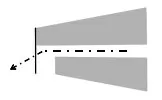
图4 气刀上刀唇凸出,下刀唇落后
当气刀的下刀唇凸出,上刀唇落后时,如图5所示。气流从气刀间隙喷出后,受刀唇口形状影响,气流会向上方发散,使带钢上面的锌液向上方飞溅,飞溅的锌液非常容易粘在气刀刀唇间隙或上刀唇端面,进而产生较重的气刀条纹缺陷。因此,在人工验收气刀刀唇的位置时,应严格把关,避免出现下刀唇凸出、上刀唇落后的情形。
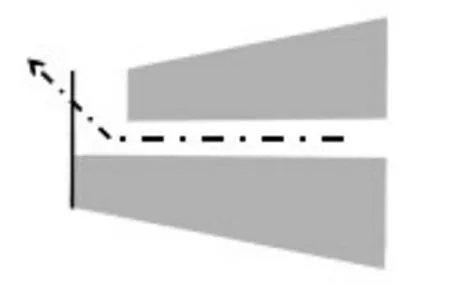
图5 气刀下刀唇凸出,上刀唇落后
3.2 带钢两侧气刀刀唇高度的影响
当气刀两侧刀唇高度不在同一条水平线上时,会造成带钢边部锌液飞溅的方向混乱,从而加重气刀与带钢边部的堵塞和结瘤,产生气刀条纹。其产生原因如图6所示。
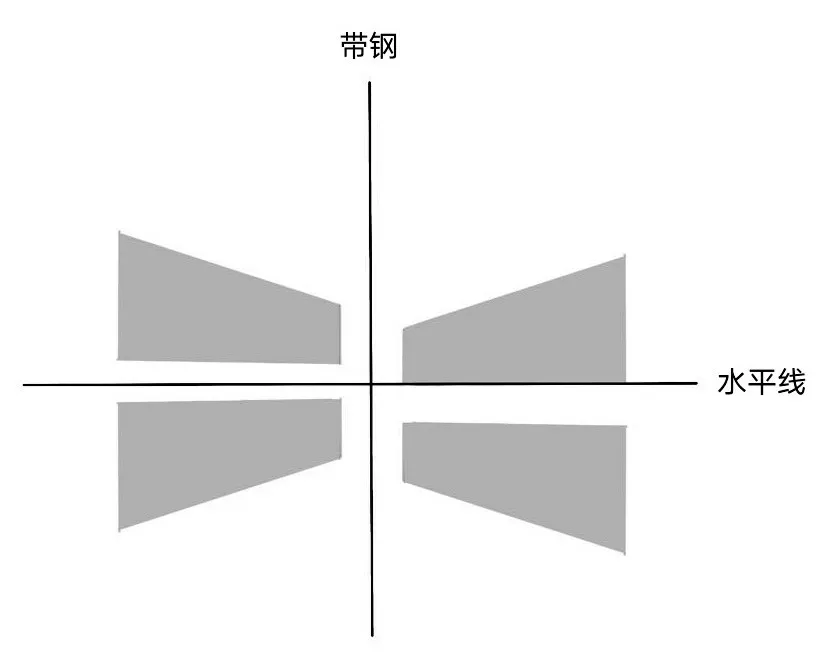
图6 气刀高度偏差引起结瘤
假定左侧气刀高度高于右侧,在带钢镀上锌层离开锌锅液面后,带钢右侧下方区域先受到右侧气刀气流喷吹,无法抵消掉左侧气刀喷吹的气流,同时受到边部紊乱气流的影响,会造成右侧下方区域的锌液发生无序飞溅,从而易使锌液飞溅到左侧下刀唇的区域,在下刀唇下表面粘锌结瘤,进而产生气刀条纹。同时,左侧上方区域喷出的气流无法与右侧气流抵消,导致在右侧上刀唇端面形成结瘤。带钢离气刀越近,越容易发生结瘤,越容易产生气刀条纹缺陷。
3.3 气刀间隙的影响
从理论上来说,气刀刀唇之间的间隙越小,带钢表面质量越好。但刀唇间隙越小,气刀各项参数越不易控制,生产越不稳定,易产生缺陷;当气刀刀唇间隙越大时,越不容易产生带钢边部结瘤,但随着气流截面积增大,容易造成气刀压力不稳,进而出现镀锌表面质量缺陷。气刀刀唇间隙经验值在0.5~1.8 mm,通常控制在0.6~1.4 mm。
3.4 气刀刀唇与带钢的距离的影响
气刀刀唇距带钢的距离越小时,越容易造成气刀结瘤后产生气刀条纹缺陷。气刀刀唇距带钢的距离越大时,越难造成气刀结瘤。当气流从刀唇口出来之后,随着距离的变化,气流形状也将发生变化,开始分散、不规则,当气流出现紊乱时,容易产生镀锌表面缺陷[3]。实际生产中,根据带钢厚度及镀层厚度区分,气刀刀唇与带钢的距离一般为8~25mm。
3.5 气刀挡板的影响
气刀挡板位于镀锌带钢两侧,与镀锌带钢在同一水平面上,目的是作为带钢宽度方向的延长,以保证带钢边部气流的均匀和稳定。气刀挡板与带钢边部的距离不宜过宽,否则无法保证带钢边部气流的均匀和稳定,理论上气刀挡板与带钢边部越近越好,但实际操作中距离过近易产生剐蹭,造成镀锌表面缺陷产生。实际生产过程中,边缘挡板与带钢边部的距离控制在2~10 mm。
4 气刀条纹的预防措施
(1)气刀唇口保持清洁,在停机检修时,清理干净气刀唇内外的锌渣或其他异物,保持刀唇表面光洁无异物。
(2)带钢两侧的气刀水平度要保持一致,在安装气刀时,要用水平仪进行气刀水平度精调。确保气刀上下刀唇位置对齐、前后刀唇高度一致。
(3)在气刀上线前验收时,认真仔细检查刀唇间隙,保持良好的气刀间隙精度,通常控制在0.6~1.4 mm。
(4)合理控制气刀刀唇与带钢之间的距离,一般控制在8~25 mm。
(5)气刀边缘挡板投入,边缘挡板与带钢边部的距离控制在2~10 mm。
实施后,镀锌板表面质量控制良好,无气刀条痕缺陷。
5 结论
气刀条纹缺陷是常见的镀锌板表面缺陷的一种,很长时间都一直干扰着热镀锌板的表面质量提升及其生产的稳定性。通过研究气刀条纹缺陷的产生原因,分析气刀条纹产生的主要影响因素,考虑气刀上下刀唇前后位置、带钢两侧气刀刀唇高度、气刀间隙、带钢与气刀刀唇的距离、气刀挡板等多重因素,采取针对性的预防措施。当前,气刀条纹缺陷已经得到了有效控制,可以满足汽车和家电用镀锌板的表面质量要求。面对客户不断提升的表面要求,仍需从生产实际中不断提升改进,降低缺陷发生概率,以满足客户高质量需求。