板材表面轮廓对涂装外观的影响
2022-04-22苏玉霞曹晓根王海朝马风雪谢国菊
苏玉霞,曹晓根,王海朝,马风雪,谢国菊
(吉利汽车集团有限公司,浙江 宁波 315336)
为持续提升汽车外观品质,适应激烈的行业竞争,整车厂为有效控制钢板(底材)对涂装外观的影响,一般会通过控制板材粗糙度(Ra)的方法进行管控。而生产过程中发现,在板材Ra较好,喷涂条件不变的情况下,车身外板的涂装目视效果和橘皮长波(LW)差异较大。这说明粗糙度Ra指标无法完全支撑板材外观质量的评价。故急需寻找到适宜的板材外观评价指标。
1 评价钢板外观形貌的常规方法
1.1 目视评价
目视方法可用于评价白车身以及电泳、中涂、面漆后所有表面的状态。其优点是不需要任何检测装备;缺点是主观评价因人而异,无法形成量化的指标,只能作为参考。
1.2 电镜评价
电子显微镜是一种近代材料物理试验方法。利用其高分辨能力、高放大倍率的特点,可以分析物体的组织形貌、结构特征。此方法的检测范围很小,仅适用于分析板材表面微观结构及状态等。
1.3 无接触三维成像评价
这是在传统的光干涉法表面形貌定性分析光学系统的基础上,利用现代图像分析技术和计算机技术开发出的新一代表面形貌测量仪器。通过无接触成像的方法对钢板表面凹凸数据进行 FFT(傅里叶变换)处理,分解出所需波长后再对各波长进行频率分析,最终按平均功率谱密度(PSD)−波度的方式,从纹理方向、3D水平法、3D垂直法等提取轮廓,用以评价钢板外观形貌。此方法主要是实验室用于研究钢板不同表面工艺处理的外观形貌,暂时无法用于整车厂的板材管控。
1.4 高光胶带检测
对于钢板、白车身、电泳漆膜、中涂漆膜等低光表面,无法采用BYK橘皮仪直接测量橘皮数据,需借助Nitto高光胶带才行。高光胶带测量的数据受胶带本身、胶带粘贴方式及粘贴人差异的影响,粘贴产生的气泡、压痕及粘贴表面的颗粒都会对测量数据产生一定影响。此方法只推荐用于判断板材及低光涂装表面长波变化趋势。通过高光胶带配合橘皮仪测量的漆膜短波数据实际上是高光胶带本身的短波,因此无法用此方法来评价橘皮短波(SW)效果。
1.5 粗糙度Ra测量
以某车厂板材涂装过程的Ra变化为例,钢板/白车身1.0 μm左右,电泳后0.3 μm左右,中涂后0.15 μm左右,面漆后0.03 μm左右。由此可知,汽车涂装工艺过程基本填充、覆盖了板材表面的粗糙度缺陷,使Ra大幅降低。
2 板材波纹度与涂装橘皮的关系
2.1 波纹度Wsa1-5的定义
波纹常见于板材冲压拉延后的白车身表面,又称“橘皮、条纹”。波纹度Wsa1-5指波长范围在1 ~ 5 mm之间的波纹度轮廓高度(波纹度轮廓曲线纵坐标Z)的算术平均值,如图1所示。Wsa1-5与图2所示的LW波长范围部分重叠。板材的Wsa1-5值虽然会随着涂层数量、涂层厚度的增加有所降低,但无法完全消除对橘皮LW值的影响。

图1 波纹度轮廓起伏高度评价示意图Figure 1 Schematic diagram showing how to evaluate the waviness based on the profile
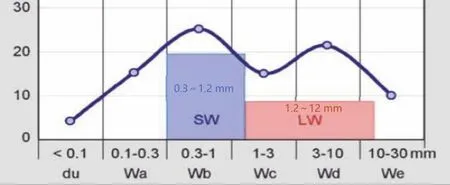
图2 BYK橘皮仪量的波长区间划分Figure 2 Division of wavelength range for BYK orange peel meter
2.2 波纹度Wsa1-5的控制要求
以某车厂为例,其波纹度控制标准一般为Wsa1-5 ≤ 0.35 μm(5%变形量),即板材按5%拉延后的波纹度Wsa1-5不超过0.35 μm。整车外板主体变形量一般不超过5%,边角、特殊造型等深度拉延部位不作特殊要求,统一按5%标准进行管控。
2.3 波纹度Wsa1-5的验证方法
2.3.1 验证用样板
车身外板用板材种类较多,主要有四大类:烘烤硬化钢(BH钢),软钢,高强钢,铝。目前BH钢占比最高,主要应用在车身四门两盖及翼子板等部位,而车身侧围一般采用拉延性能更好的软钢。本文选用 BH钢和软钢对波纹度进行分析。
2.3.2 制样步骤
(1) 选取验证用板材,按照300 mm × 300 mm的尺寸切割制样。
(2) 利用图 3的马克杯变形装备,对样件分别按变形量 3%(一般指机盖、顶盖等部件的主体变形量)、5%(一般是车门、翼子板的变形量)和8%(针对后围等造型较大的部件)进行均匀拉伸,如图4所示。

图3 马克杯变形设备及波纹度检测装备Figure 3 Marciniak cupping device and waviness measurement equipment
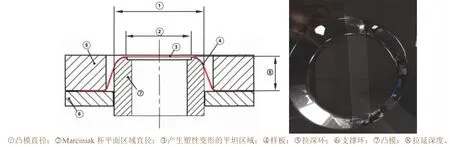
图4 变形截面示意图及变形后的样板图Figure 4 Schematic diagram of sectional view of deformed sheet and photo of deformed sheet
(3) 将样板固定在车身的同一位置,同一高度,随整车在生产线进行前处理、电泳。
(4) 采用机器人自动喷涂的方式,在相同条件下进行中涂、面漆的喷涂与烘烤,详见表1。

表1 制板参数Table 1 Conditions for making test coupons
2.4 样板验证方法
2.4.1 原板
测量样板原始外观数据,包括粗糙度Ra、波纹度Wsa1-5、橘皮LW(因钢板为低光表面,需采用高光胶带配合BYK橘皮仪的方法来测量)。
2.4.2 拉延后的钢板
按变形量对样板进行均匀拉延,测量拉延后样板凸起的平面数据,测量项目及方法同2.4.1节。
2.4.3 电泳板
采用涂装线随车挂板方式对样板进行前处理、电泳。为了保证样板的处理效果一致,需集中进线,按照相同的工艺条件完成前处理、电泳[膜厚(22 ± 1)μm],然后测量电泳长波,测量方法同2.4.1节。
2.4.4 中涂板
电泳样板不做任何打磨处理,在实验室喷涂中涂漆(30 ± 1) μm。喷涂均采用垂直挂件、机器人自动喷涂的方式,按相同喷涂条件、烘烤条件制板(详见表1),然后测量中涂长波,测量方法同2.4.1节。
2.4.5 面漆板
中涂板不做任何打磨处理,在实验室喷涂墨玉黑色漆(13 ± 1) μm与清漆(40 ± 1) μm,喷涂条件、烘烤条件见表1,然后测量橘皮LW值。
2.5 样板数据分析
2.5.1 板材的波纹度与橘皮
如图5和图6所示,2种板材在4种变形量下,原板(涂装前)的波纹度及涂装最终的橘皮长波均随着板材的变形量增大而变大、变差,且两者的变化趋势一致。

图5 4种变形量下2种板材的波纹度Figure 5 Waviness of two kinds of sheets under four deformation degrees

图6 4种变形量下2种板材的长波Figure 6 Long wave values of two kinds of sheets under four deformation degrees
2.5.2 板材电泳后的橘皮分析结果
4种变形量下,2种板材电泳橘皮长波均随着变形量增大而变大、变差(见图7),变化趋势也与原板一致。

图7 2种板材4种变形量下的电泳长波Figure 7 Long wave values of two kinds of sheets under four deformation degrees after electrophoretic painting
2.5.3 中面漆后的橘皮分析结果
2种板材、4种变形量下,面漆橘皮长波随着变形量增大而变大、变差(见图8),且变化趋势与原板一致。

图8 4种变形量下2种板材的面漆长波Figure 8 Long wave values of topcoatings on two kinds of sheets under four deformation degrees
2.5.4 板材时效性对波纹度和橘皮长波的影响
车身现用板材一般都有时效期,相对于软钢6个月的时效期而言,BH钢的时效期只有3个月。验证过程中发现,BH钢的波纹度和橘皮长波受时效性影响较大,即超时效的板材波纹度和长波明显变大、变差(见图9和图10)。另外,时效性只对板材冲压后的波纹度有影响,且拉延率越大,对涂装橘皮长波的影响越大。

图9 BH钢时效性对波纹度的影响Figure 9 Effect of timeliness of BH steel on its waviness

图10 BH钢时效性对长波的影响Figure 10 Effect of timeliness of BH steel on its long wave value
2.6 实际生产中的车身橘皮分析
为进一步验证板材波纹度对涂装橘皮的影响,选择某车型按图11的测点位置进行板材与涂装各涂层的橘皮外观验证。结果(见图12)显示:白车身底材的长波与电泳、中涂、面漆后的橘皮长波基本对应。即白车身的长波越大,波纹度越差,涂装各涂层的橘皮也越差。

图11 车身测量点位图Figure 11 Diagram showing the measuring positions on a car body

图12 车身各测量点对应的橘皮长波Figure 12 Long wave value of orange peel on each measuring position of the car body
3 如何控制板材波纹度
板材波纹度主要受钢厂的加工工艺、材料配方及生产过程管理的影响。因此,不同钢厂、不同批次、不同材质的板材,其拉延后的波纹度变化差异较大。整车厂应从钢厂源头控制板材波纹度。而从涂装的角度来看,推荐使用冲压后波纹度变化小的板材,如高强钢。同时,严格控制板材时效期,尤其是时效期较短的BH钢。
4 结语
随板材变形量增大,其波纹度及电泳、中面涂后的橘皮长波相应增大。这说明板材的变形对其涂装外观影响较大。故整车厂除了优化喷涂参数、喷涂工艺外,为持续保证和提升涂装外观,应对钢厂供应的板材波纹度进行管控,从而达到降低橘皮长波,保证涂装质量稳定的目的。
另外,现用实验室波纹度检测仪器仅适用于测量经专用变形装备制作的马克杯平面,无法直接检测车身外板有弧度的表面。后续将持续开发可用于现场整车拉延后的便携式波纹度检测设备,从而实现对板材的高效监控,并快速作出反应。
