膨胀型环氧防火涂料在球罐上的应用
2022-04-22严奉林
严奉林
(中国石油天然气管道第二工程有限公司,江苏 徐州 221000)
随着石油化工工业的发展,大容积压力容器的建造日新月异。其中,球罐因其材料用量少、力学性能好、承载能力高等优点而被广泛应用于存储烷烃、烯烃等易燃易爆的低沸点介质。近年来,球罐因罐区泄漏而引起严重火灾的事故偶有发生,若起支撑作用的柱腿的防火性能不胜其任,可能导致球罐整体坍塌而造成无法估量的二次恶劣事故。因此,提高球罐柱腿的防火性能至关重要。
本文结合马来西亚国家石油公司(PETRONAS)和沙特阿拉伯国家石油公司(SAUDI ARAMCO)共同投资建设的超大型炼油化工一体化项目RAPID中烯烃球罐的建造经验,介绍了应用在球罐柱腿上膨胀型环氧防火涂层系统的设计方法及施工要点,为类似项目提供参考。
1 膨胀型防火涂料的防火保护原理
膨胀型环氧防火涂料是在环氧树脂中加入阻燃剂和发泡剂混合形成的一种有机涂料,其在遭遇高温火焰时发生的化学反应形成大量气体,环氧基料急剧膨胀而形成多孔型蓬松结构,并在表面形成碳化层,在高温大火与钢结构基材之间形成一道隔热屏障,有效保护钢结构基材的温度处在安全范围内。在涂层系统中间嵌入碳质增强网之后,有效地改善了涂层在火灾中因热冲击而易脱落的问题[1]。膨胀型环氧防火涂料有很好的耐候性和耐盐雾性,兼顾防腐性和抗振动性,对盐雾度较高的海洋性气候有较好的适应性,这些特性正适用于建造在海岸边及岛屿上的油气炼厂及存储设施。
根据传热学理论,防火涂料的主要传热方式为热传导,其符合傅里叶定律[2],即在某一温度场中,某点的热流密度正比于此刻该点的温度梯度,如果将钢柱腿表面的防火涂层看成一维温度场,其导热方程式为:

式中ϕr为热通量,为沿r(厚度)方向的温度梯度,k为导热系数。
假设防火涂层两侧的温度分别为θ1(与防火涂层外表面接触的燃烧热气体的温度)和θ2(与防火涂层接触的钢材表面温度),对式(1)积分可以得出:

由式(2)可见,当θ1、θ2确定后,通过防火涂层的热通量主要由厚度和导热系数决定。钢材在常温下的导热系数为58 W/(m·°C),膨胀防火涂料膨胀后的导热系数为0.10 ~ 0.15 W/(m·°C),发泡后体积膨胀8.4倍[3]。
将防火材料应用在球罐柱腿上时,正是由于火灾中涂层厚度的大幅增加及导热系数的显著下降,才使得最后通过涂层传递到柱腿的热量下降至几十分之一,甚至上百分之一,从而表现出优良的隔热性能。
2 防火设计
球罐柱腿属于球体以外的钢结构,其防火设计的主要目的是屏蔽热辐射和高温,防止柱腿因高温过热而导致强度降低,引发结构坍塌,确保整个球罐的稳定性。
2.1 防火设计要素
防火设计包括4个要素:火灾类型,临界温度,耐火等级,截面系数[4]。
2.1.1 火灾类型
对于油气行业的火灾,常为易流淌的碳氢池火灾和低沸点的碳氢气体火灾,这两类火灾燃烧剧烈、升温迅猛,其符合美国保险商实验室(Underwriter Laboratories Inc.)的火灾升温曲线ANSI/UL1709(如图1所示),火焰中心温度将在5 min内达到1 100 °C[5]。
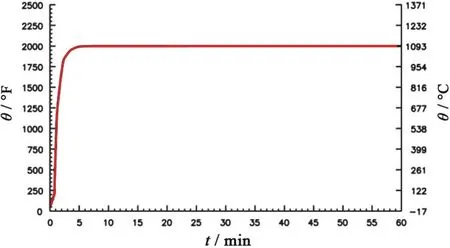
图1 UL1709标准的温度−时间曲线Figure 1 Temperature vs.time curve in UL1709 standard
2.1.2 临界温度
球罐柱腿温度升高会造成柱腿钢材强度降低,当温度达到某个数值时,柱腿失去支撑能力而造成罐体坍塌。在RAPID炼化项目中,烯烃球罐柱腿材质为SA537 CL1,根据材料属性及项目规范,该材料的临界温度为 538 °C。
2.1.3 耐火等级
耐火等级与火灾类型和耐火时间相关。根据标准要求,液化烃球罐柱腿从地面到柱腿与球体交叉处以下0.2 m的部位应覆盖耐火层。对应覆盖耐火层的钢柱腿,其耐火极限不应低于2 h。
2.1.4 截面系数
截面系数通常为受火物体截面积与其体积之比,对于圆管形的球罐柱腿,其截面系数为截面周长Hp与横截面面积A之比,如式(3)所示。

式中D为球罐钢柱腿外径,d为柱腿内径。
2.2 球罐钢结构柱腿防火涂层配套方案
RAPID炼厂位于马来半岛最南端,为填海造地新建项目,属于高温、高湿、高盐度的海洋腐蚀环境工况。该项目烯烃储存单元中丙烯球罐的名义容积为6 731 m3,柱腿为直径820 mm、高20 mm圆形钢管,材质为SA537 CL1,柱腿耐火时间为2 h。其防火涂层体系为海虹老人Hempardur Avantguard 550底漆 + 环氧膨胀涂层International Chartek 1709。
Hempardur Avantguard 550为环氧富锌底漆,防腐蚀性能好,即使在高温高湿环境,也能够轻松施工、快速干燥。
International Chartek 1709是一种双组分的厚浆型无溶剂涂料,有着优异的耐持久性,同时兼备防腐和防火功能,该材料通过了ANSI/UL 1709测试和ASTM E1529-06试验,获得FM认证,也获得英国劳埃德船级社(Lloyd’s)认证。
2.3 防火涂层厚度的选择
根据式(3)可算得柱腿的截面系数为51.4 m−1。依据Lloyd’s对Chartek 1709涂料的认证(见表1),对于截面系数在50 m−1的球罐柱腿,2.0 h防火时间对应的防火涂层厚度为8.4 mm。
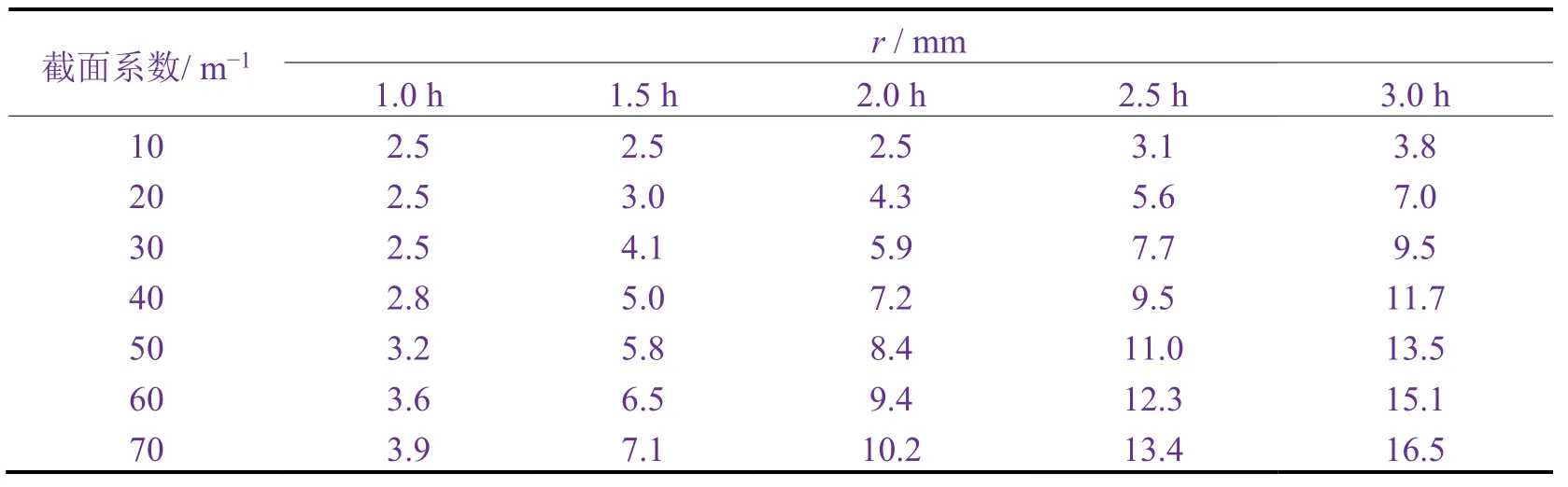
表1 不同截面系数下Chartek 1709防火涂层厚度与耐火时间的关系Table 1 Relationship between coating thickness and fire resistance period for Chartek 1709 fire-retardant paint under various section coefficients
2.4 涂层防火性能的有限元验证分析
采用有限元分析方法对柱腿发泡后防火涂层的绝热性能进行数值模拟,Chartek 1709防火涂层膨胀后的导热系数为0.10 ~ 0.15 W/(m·°C),在数值模拟分析过程中取值0.15 W/(m·°C),比热容为47 J/(℃·kg),未发泡涂料的密度为1 000 ㎏/m3,发泡后涂料体积膨胀8.4倍,根据物质守恒定律,发泡后的涂料密度为110 ㎏/m3[6]。采用瞬态热分析的方法对具有防火涂料的球罐柱腿进行有限元分析,模拟球罐柱腿在 1 100 ℃喷射火中柱腿的温度变化[6-8]。
鉴于碳氢火焰温度在短短的5 min时间内就达到1 100 ℃,对于2 h的火灾防护体系,防护重点为涂层系统对火焰高温的屏蔽隔热作用。本研究依托 ANSYS有限元分析平台对覆盖发泡后涂层的球罐柱腿建立有限元模型进行数值模拟。对于大长径比的球罐柱腿,采用其横截面积作为研究对象,所建立的分析模型如下图2所示。
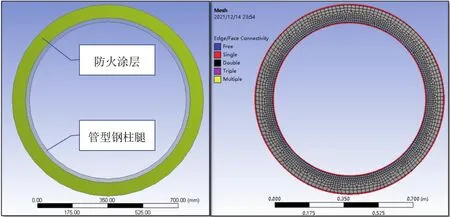
图2 覆盖防火涂层的柱腿有限元分析模型Figure 2 Model for finite element analysis of sphere column with fire-retardant coating
2.4.1 钢柱腿防火性能分析
在有限元软件中模拟钢柱腿及防火涂层在火灾中的温度变化过程──在涂层外表面加载1 100 ℃的高温载荷,经过2 h处理后,钢柱腿及其防火涂层的温度分布云图如图3所示。从柱腿钢基体到外层涂料,其温度逐渐升高,但柱腿钢基体温度维持在225.3 ℃左右,低于柱腿钢材的临界温度538 ℃。这说明防火涂层符合设计文件及规范的要求。
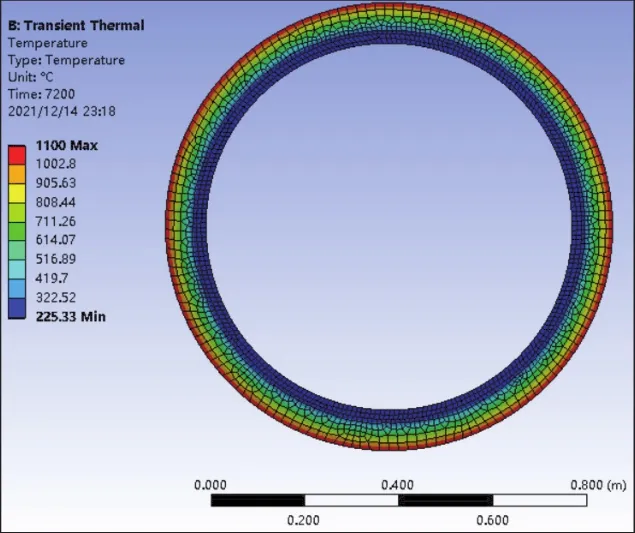
图3 柱腿温度分布云图Figure 3 Temperature contours of sphere column
通过 ANSYS分析模块的探针功能,选定柱腿钢基体外表面与涂层接触的一个节点为研究对象,追踪该节点在2 h高温处理过程中的温度变化过程。如图4所示,该节点的温度随时间的延长基本呈线性升高的趋势,从常温逐渐升高到225.4 ℃。
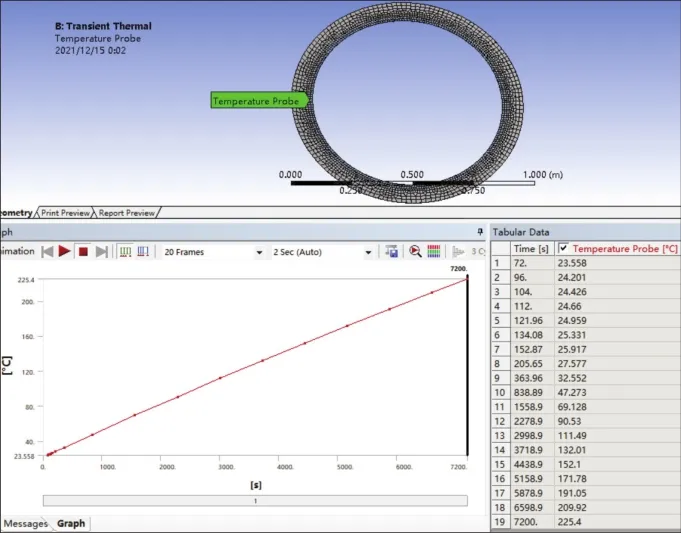
图4 柱腿钢基体表面节点温度变化曲线Figure 4 Temperature curve for the steel substrate surface node of sphere column
由图3和图4分析可见,防火涂层在火灾过程中发挥着稳定的防火隔热作用,保证柱腿钢基体的温度处于材料允许的临界温度范围内。
2.4.2 钢柱腿防火涂层受损情况下的防火性能分析
在火灾过程中,防火涂层可能因为热冲击或异物跌落而被破坏,故模拟损坏工况建立人工缺陷,缺陷的深度为涂层厚度的一半(碳质增强网的位置),模拟被破坏后涂层的防火隔热性能。经过2 h的1 100 ℃处理后,其温度分布云图如图5所示。柱腿钢基体的温度在390 ℃以下,未超过临界温度538 ℃。
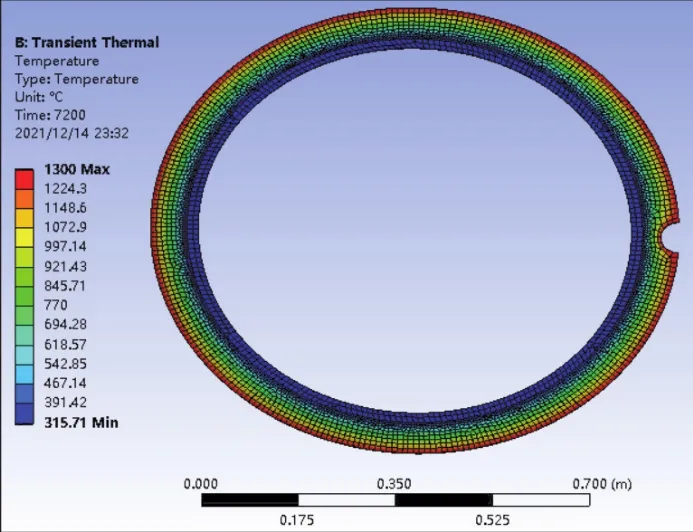
图5 带缺陷防火涂层的柱腿温度分布云图Figure 5 Temperature contours of sphere column with a defective fire-retardant coating
通过探针功能,在远离涂层缺陷的位置和靠近涂层缺陷的位置分别选取一个节点,同时监测这2个节点在火灾过程中的温度变化过程,如图6所示。经过高温处理后,靠近缺陷的节点4温度(335.7 ℃)相对于远离缺陷的节点3温度(316.1 ℃)较高,说明防火涂层的局部破坏对钢结构柱腿的温度变化有直接影响,也间接说明在火灾过程中加入碳质增强网以保持防火涂层的稳定性有着重要意义[9]。
图6 柱腿表面不同节点的温度随时间变化曲线Figure 6 Temperature vs.time curves for different nodes on the surface of sphere column
3 防火涂料的施工
球罐钢柱腿防火涂层体系的施工参数见表2,碳质增强网位于第一层与二层防火涂层之间。

表2 RAPID烯烃球罐钢柱腿防火涂层配套方案Table 2 Fire-retardant coating system for steel structures of RAPID olefin sphere tank
涂层的施工工艺流程为:柱腿表面处理→底漆无气喷涂→第一层防火涂料无气喷涂→碳质增强网铺设→第二层防火涂料无气喷涂→涂层修复→质量检查→交接验收[10-12]。
柱腿防火涂层施工宜在球罐上部球体施工完毕后进行,避免上部施工时造成柱腿防火涂层的损坏。
3.1 柱腿表面处理
表面处理前在柱腿周围采用彩条布或篷布搭设围挡。清除柱腿表面上的脏物、油脂要达到SSPC-SP1标准所规定的等级。喷砂采用吸入式喷砂机,磨料为石榴砂,喷砂粗糙度为50 ~ 75 μm。喷砂的技术条件见表3。

表3 喷砂技术条件Table 3 Technological conditions of sandblasting
3.2 底漆喷涂
在喷砂除锈完成后,依据ISO 8502-3:2017或GB/T 18570.3–2015进行表面清洁度测试,确保喷砂除锈后的表面洁净度。
无气喷涂底漆的施工参数如下:喷枪压力大于17.5 MPa,喷嘴孔径0.38 ~ 0.48 mm,稀释比例5%(最大体积),一次喷涂膜厚55 ~ 75 μm。
3.3 防火涂料喷涂
施工期间需满足以下施工条件:
(1) 气温不低于10 ℃,相对湿度不高于85%。
(2) Chartek1709的甲组分与乙组分混合比为2.5∶1,可接受范围是(2.37 ~ 2.61)∶1。
(3) 喷枪枪口方向与柱腿表面垂直,保持300 ~ 350 mm的距离。在喷涂的过程中实时检测涂层厚度,确保涂层厚度达到4 200 μm。
(4) 第一层防火涂料涂覆完成后,及时将碳质增强网均匀平铺在第一层涂料表面,如图7所示。接着进行第二道防火涂料喷涂,直至涂层厚度达到8 400 μm。

图7 铺设碳质增强网Figure 7 Laying of carbon-reinforced mesh
(5) 对于还需续喷的连接位置,在涂料为干的情况下用灰刀将涂层处理成与表面成30° ~ 40°的坡度,以便后续喷涂时进行涂层的搭接。
3.4 涂层修补
对于局部犄角未喷涂的部位和破损的部位,采用刷涂的方法进行局部修补。
4 结语
采用膨胀型防火涂料对石油化工中低沸点介质球罐钢柱腿实施保护,可以有效提高柱腿的防火性能,杜绝恶性火灾事故发生。
根据球罐所存储的介质类型、防火等级及截面系数来确定防火涂层的形式及厚度,通过数值分析复核涂层的防火性能,以确保设计的可靠性;在涂料涂覆过程中依据施工流程和质量控制要点依次施工,确保涂覆质量。采取事前预防、事中控制、事后总结等措施实现全流程管控,可为钢柱腿防火技术精准应用提供支撑。
