新型结构的深孔深度测量用检具
2022-04-19杨丹丹沈明明武辉杰徐侠剑曾令琴
杨丹丹,沈明明,武辉杰,徐侠剑,曾令琴
洛阳矿山机械工程设计研究院有限责任公司
1 引言
对于深孔深度的测量,目前最常用的检测工具仍然是深度尺,深度尺分为游标深度尺和数显深度尺[1]。相比游标深度尺,虽然数显深度尺可以提高测量的精度和效率,但对于数量较大、规格相同且对精度要求较高的深孔测量来说,深度尺仍存在不足[2]。例如,本公司生产的某种规格辊压磨挤压辊,每根挤压辊的辊面均匀分布着2697个φ15u8的孔,孔深为50±0.30mm,一台设备有两个挤压辊,共5394个孔。每个孔的深度必须保证在公差范围内,因此需对每个孔的深度进行测量。若使用深度尺进行测量,工作量非常大,并且难以保证测量精度。
本文针对此问题提出了一种适用于数量较大、规格相同的深孔深度测量用检具,该检具具有结构简单、造价低、操作方便和精度高的优点。
2 检具构成及加工制造要求
2.1 检具构成
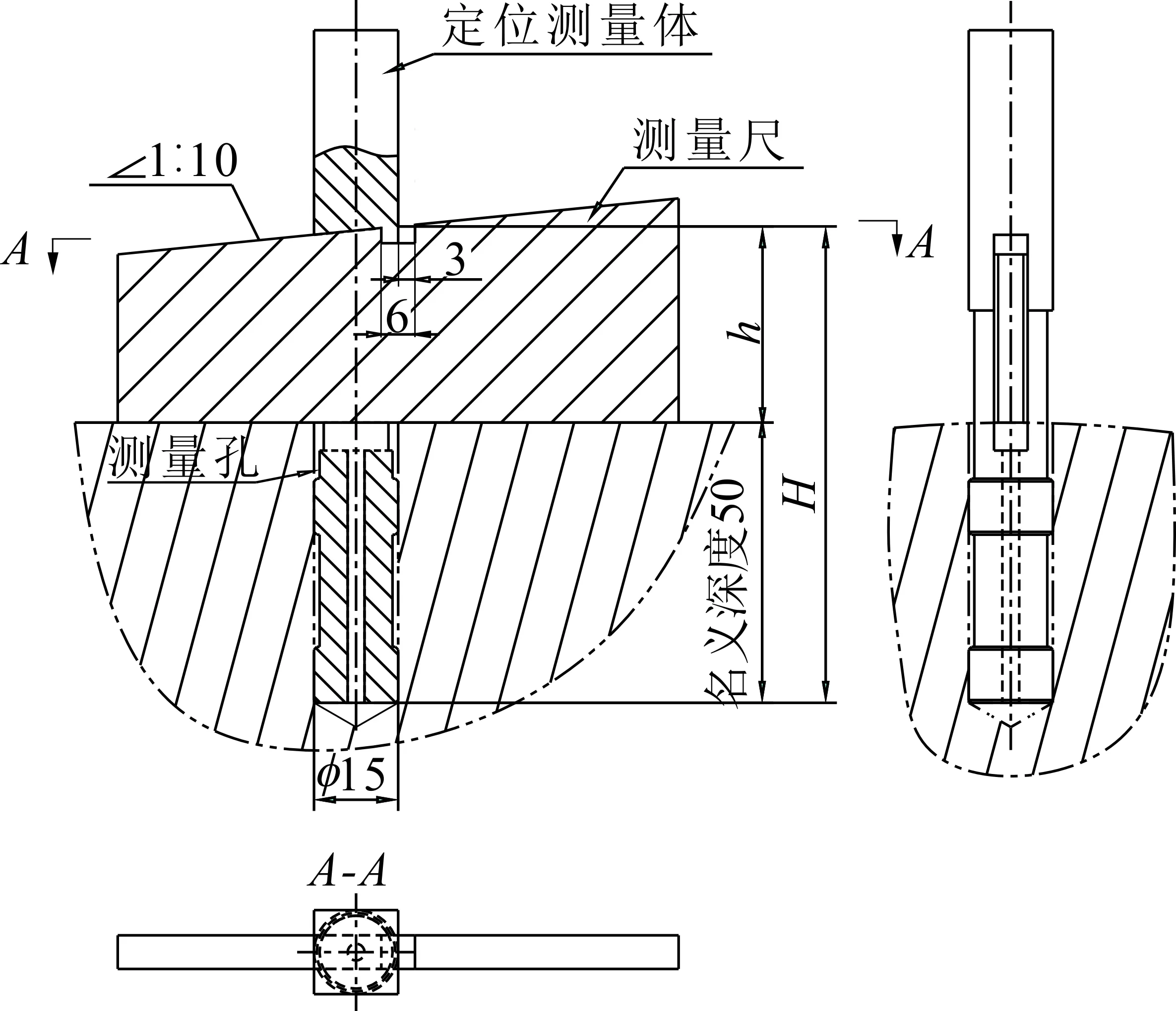
如图1所示,检具结构简单,由带斜面的定位测量体和与之配合的带斜面的测量尺组成。
(a)检具二维结构
(b)检具三维结构
定位测量体一端为圆柱形,另一端为方形。为保证测量精度,圆柱面直径与孔之间的配合间隙为0.02~0.06mm。圆柱面布置采用上、下两段的分段结构,中间留一段空刀,同时在轴向开一个放气孔。在圆柱形和方形联接处开有一个长方形通孔,以圆柱端端面作为基准面,长方形通孔上做成1:10的斜面。定位测量体结构如图2所示。
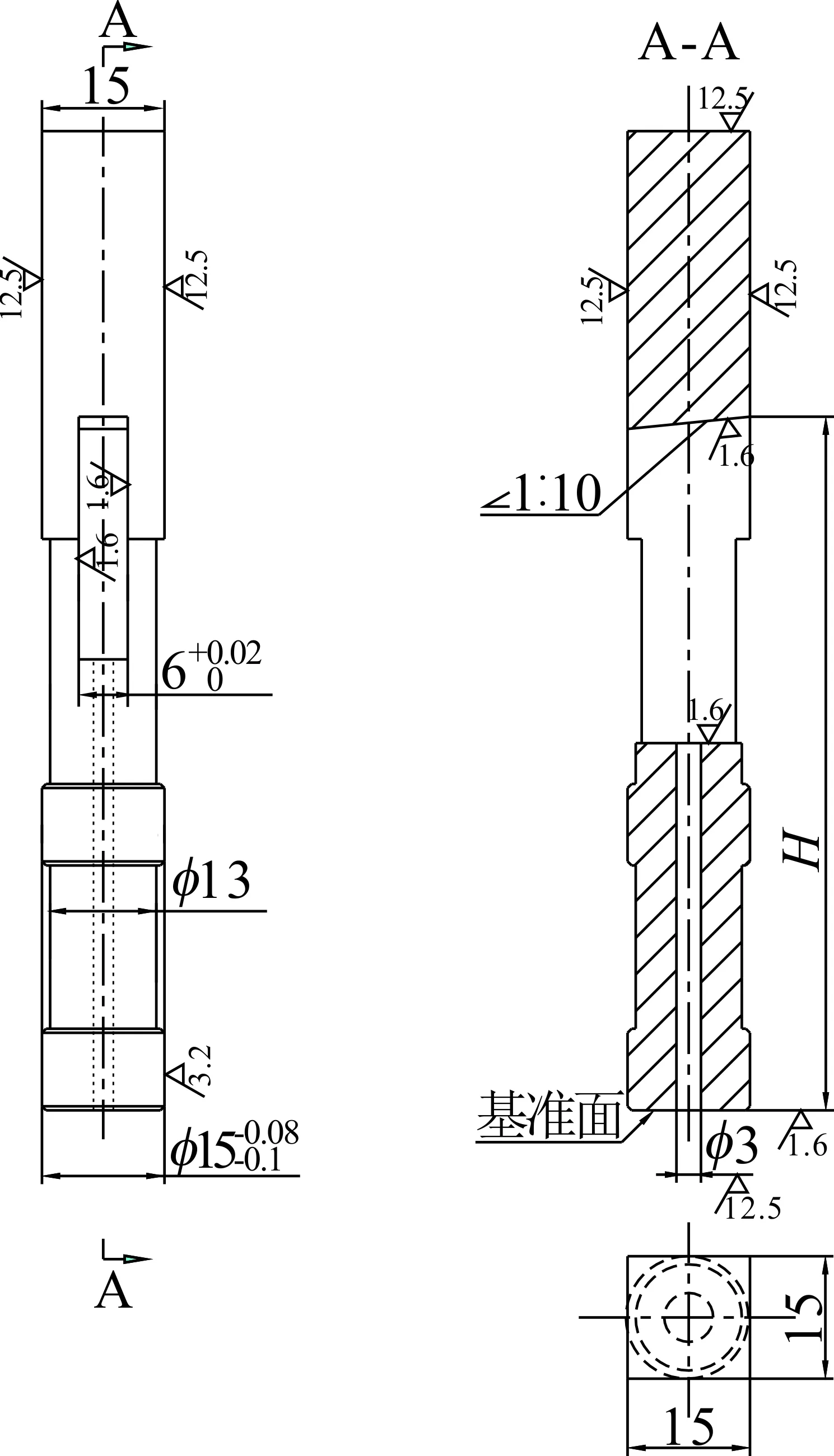
(a)定位测量体二维结构
(b)定位测量体三维结构
测量尺是一端为1:10斜面的长方体,斜面上有一个U形测量槽,槽宽是被测柱钉孔深度尺寸公差的10倍。以上述挤压辊柱钉孔为例,槽的宽度应为6mm,测量尺斜面的相对面为其基准面。测量尺结构如图3所示。
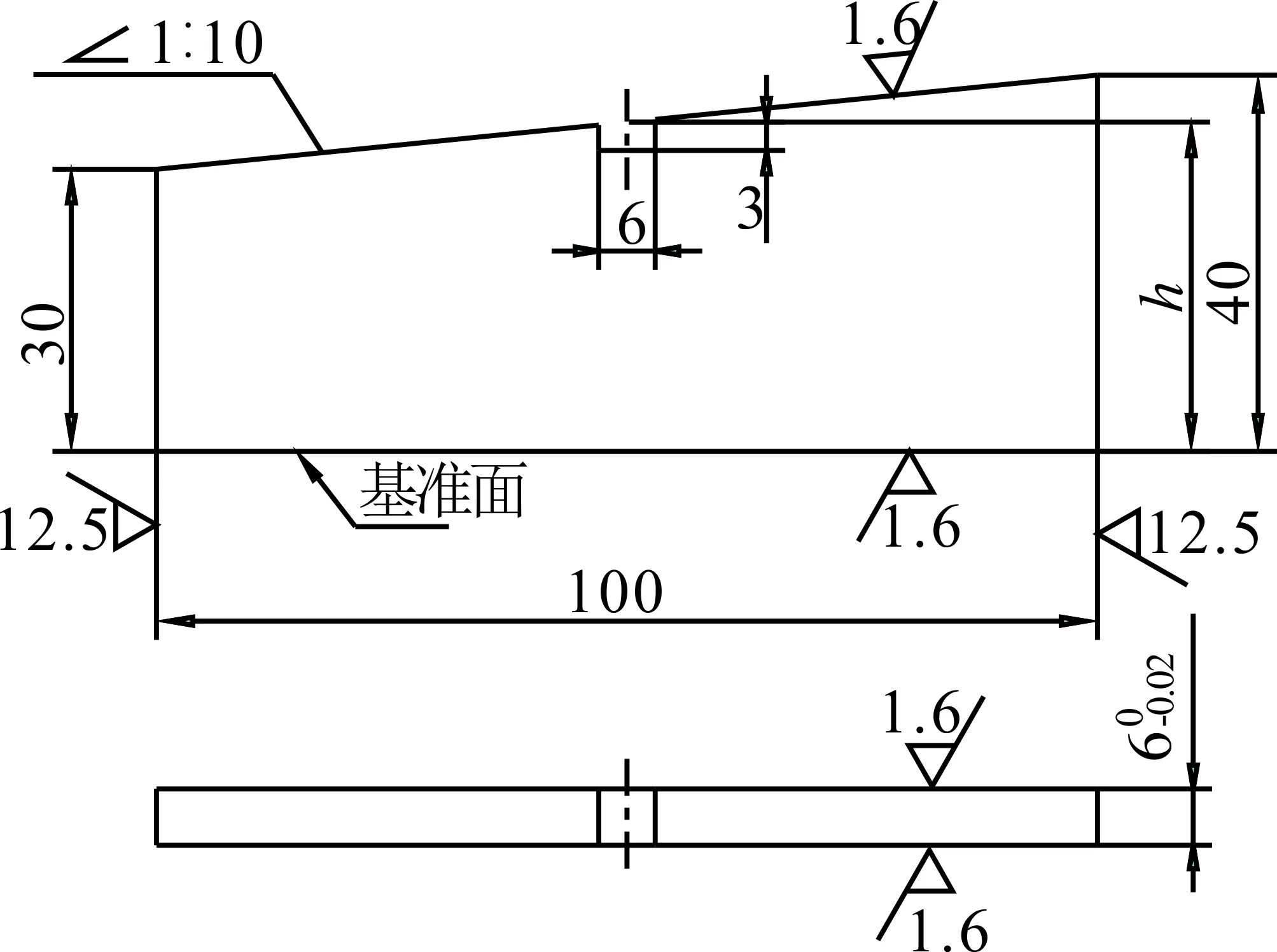
(a)测量尺二维结构
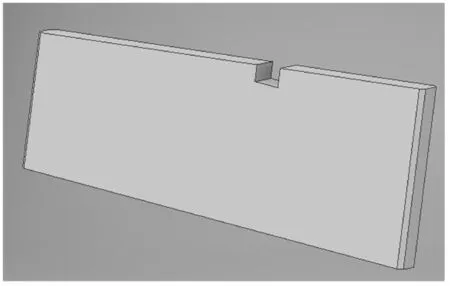
(b)测量尺三维结构
2.2 检具加工制造要求
材质选定:为保证检具的使用寿命及测量精度,定位测量体和测量尺的材质均选用调质45钢。
热处理要求:为保证检具的使用寿命及测量精度,避免因长时间使用导致定位测量体和测量尺的配合面及基准面出现磨损,从而影响测量精度,对定位测量体和测量尺的配合面及基准面在粗加工后进行调质处理,以提高其硬度,降低磨损程度[3]。在精度要求较高或使用频率较高的场合,还可以对配合面及基准面进行表面淬火处理或渗氮处理[4,5],进一步提高配合面及基准面的硬度。
加工制造要求:加工精度直接关系到测量精度,对热处理过的定位测量体和测量尺进行精加工。根据加工机床的精度水平,将其尺寸公差以及形位公差都控制在尺寸要求范围内,对完成后的配合面及基准面加工进行打磨处理,保证配合面粗糙度Ra≤1.6。
3 深孔深度快速检测及其测量原理
3.1 深孔深度快速检测原理
理论上,根据定位测量体与测量尺的关系(见图1)可以得出H=孔的名义深度尺寸+h,其中,H为定位测量体长方形大端距离基准面尺寸;h为测量尺槽宽中心线与斜面交点距离基准面的尺寸。
由于定位测量体和测量尺的配合斜面的斜度为1:10,由此可以将深度方向的尺寸放大10倍,并在水平方向体现。本例中,深度方向公差值为±0.3mm,转换到水平方向尺寸为±3mm,因此测量尺斜面槽宽为6mm(见图1)。可以得出,如果深孔的深度尺寸为50±0.3mm,那么定位测量体长方形孔大端应在测量尺的槽宽范围内。根据此原理可以快速检测深孔的尺寸是否在允许公差范围内。
3.2 深孔实际深度值测量原理
完成对所有深孔深度值是否合格的检测后,还需要知道哪些孔的深度值超差及超差的具体值,以便返修处理超差孔,最终保证所有孔的深度值均在要求的公差范围内。检具操作过程与上述一致,在测量尺上面标注刻度值,以槽宽中心线为0基准线,最小刻度值为1mm,左右两侧分别标记,刻度线标记见图4。
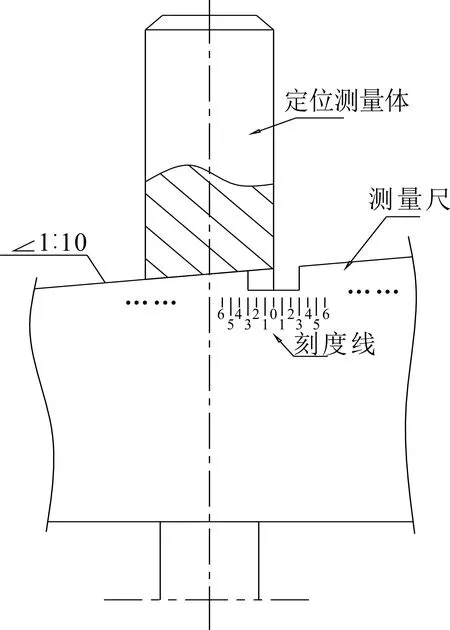
图4 刻度线标记
如果深孔的实际深度值为50.1mm,那么定位测量体长方形孔的大端应与测量尺左侧的1mm刻度线对齐;同理,如果深孔的深度值为49.6mm(即比允许公差值的下差小0.1mm),那么定位测量体长方形孔的大端应与测量尺右侧的4mm刻度线对齐。根据此原理可以检测出深孔深度的实际值,从而为超差孔的返修提供依据。
3.3 操作流程
检具使用方便简单。在测量过程中,先把定位测量体插入被测量孔,定位测量体的基准面与孔底面紧密贴合,再将测量尺的小端从定位测量体的长方形孔大端插入,使定位测量体和测量尺的斜面紧密贴合。通过观察定位测量体与测量尺槽的相对位置,判断深孔是否合格。
若需快速检测深孔的深度尺寸是否在公差允许范围内,只需根据深孔快速检测原理,观察定位测量体长方形孔大端是否在测量尺的槽宽范围内;若要测量深孔的实际深度尺寸,则需根据深孔实际深度值测量原理,观察定位测量体长方形孔的大端与测量尺所对应的刻度线,通过简单换算即可得出该深孔的实际深度。
4 结语
(1)本文提出了一种适用于数量较大、规格相同的深孔深度测量检具,该检具具有结构简单、操作方便、测量精度和效率较高的优点。
(2)通过观察定位测量体长方形孔大端面是否处于测量尺槽宽范围内,以快速判断深孔深度是否符合给定公差要求,在槽宽范围内为合格;反之,则不合格。
(3)考虑到检测不合格的孔需要返修处理,在测量尺上标记刻度线可以测量深孔的实际深度值,为深孔返修提供数据。
