紫胶深加工废水处理技术研究综述
2022-04-16和国荣田森林和志耘李英杰毕春梅
*和国荣 田森林* 和志耘 李英杰 毕春梅
(1.昆明理工大学环境科学与工程学院 云南 650500 2.山东农业大学农学院 山东 271000 3.楚雄德尔思紫胶有限公司 云南 675500)
紫胶是一种资源性昆虫——紫胶虫以寄主树皮液为食源,在生长过程中分泌出的紫色天然树脂,又称虫胶。2006年以前,多数加工厂仅将紫胶加工废水未经处理或简单CaO中和处理后直接排放,2011年以来,随着人们环保意识的提高,新的环保法实施和监管力度的加大,在加上紫胶加工企业规模相对较小,对紫胶深加工废水处理技术研究滞后,紫胶深加工企业废水排放面临前所未有的压力。以现行排放标准为指标,开发一种简便、可靠、设备投入少的废水处理方法对紫胶产业的发展具有很大意义。
1.目前国内紫胶产品生产及废水处理技术研究情况
紫胶树脂是羟基脂肪酸和羟基倍半萜烯酸构成的酯和聚酯混合物。紫胶在实际生产过程中因加工程度不同而具有不同称谓。从树上采集的紫胶经晾干、除去树枝、树叶等杂物后的紫胶称之为原胶。原胶经破碎、洗色、除去杂质后得到的紫胶称之为颗粒紫胶。颗粒紫胶经不同工艺可生产不同的紫胶产品。颗粒紫胶经溶解、漂白、加酸沉淀、清洗干燥得到的紫胶称之为漂白紫胶。漂白紫胶生产过程中经过脱蜡工序生产的紫胶被称之为脱蜡漂白紫胶,不漂白只脱蜡的紫胶称之为脱蜡不漂白紫胶,又称精制紫胶。颗粒紫胶经醇溶、过滤、压片或用蒸汽经过热滤釜热滤、压片生产的产品为虫胶片;颗粒紫胶经皂化、盐析、酸化、清洗等工序可得到紫胶桐酸。精制紫胶或脱蜡漂白紫胶经改性又可生产改性紫胶产品。其中,溶剂法虫胶片及改性紫胶产品无生产工艺废水排放,颗粒紫胶、漂白紫胶、脱蜡不漂白紫胶及紫胶桐酸这4种产品生产废水排放量较大。紫胶深加工废水的污染,主要与紫胶树脂的成分及加工过程中使用的助剂有关。紫胶深加工产品不同,所排放的废水污染物成分及水质状况亦不同。目前,针对上述4种紫胶深加工废水处理技术的研究情况如下:
(1)紫胶洗色废水
紫胶洗色废水是生产颗粒紫胶时对原胶破碎、浸泡、洗色,并对洗色水中的紫胶红色素进行提取,提取后产生的废水。
陈佩佩等在实验室采用UV-Fenton(紫外光催化芬顿)氧化法对CaO处理后的洗色废水进一步处理。COD由853mg/L降至107mg/L,BOD5由670mg/L降至57mg/L,总氮由30.8mg/L降至0.055mg/L,总磷由13mg/L降至0.074mg/L,总氮、总磷指标值符合污水综合排放一级标准值。该工艺的中试及产业化处理工艺技术及装置未见报道。此外,前期沉淀反应温度50℃,每日对几十吨、上百吨废水加热至50℃,增加了能源消耗及设备投入;二次处理后BOD值为57mg/L,未达到30mg/L综合废水二级排放标准要求,二次处理后总有机碳的含量情况未作相关描述。
苏晨杨采用活性炭-微波技术处理紫胶洗色废水,该方法对COD、BOD5、总磷均有较好处理效果。活性炭-微波联合处理技术对有机废水有着降解效率高、处理时间短、无滞后效应、可在常压下进行、反应彻底、无二次污染等优点,但由于缺乏适用于工业的微波装置、缺乏对处理流动水样的研究等因素,微波-活性炭技术在实际工程应用中还需要进一步研究探索。
(2)漂白紫胶生产废水
漂白紫胶按产品特性分为脱蜡漂白紫胶和不脱蜡漂白紫胶。漂白紫胶由颗粒紫胶溶于碱性水溶液中,除去杂质后漂白,调整pH值至酸性、沉淀出漂白紫胶,再经洗涤、干燥,取得产品,每吨产品清洗水排放量为40-60t。由于漂白胶生产过程中使用碳酸钠、次氯酸钠、硫酸等化学物质,漂白胶水洗废水中含有大量的盐,且可能含有微量既是强氧化剂又是消毒剂的NaClO。一方面,漂白废水中残留的漂白剂使得微生物难以存活,生化处理难度较大。另一方面,废水中含盐量较高,破坏细胞壁内外渗透压平衡,抑制微生物正常的新陈代谢且生产废水含盐量经常变化,再加上废水中高盐分及ClO-离子抑制酶的活性,使生物酶无法发挥降解有机物的作用以及废水中的高分子有机物降解键能高于酶促反应活化能,对生物酶催化反应具有很强的抑制性,加大了传统生物降解曝气法对漂白紫胶废水原水处理难度。此外,紫胶树脂是由环状倍半萜烯酸和长链羟基脂肪酸组成的内酯与交酯,漂白废水主要污染物为漂白过程中氧化降解的醛酸类有机物,pH值过低时,较强的酸性容易导致水体中的部分有机酸微粒析出并悬浮,形成非均相体系,从而在一定程度上增加了污染物被降解的难度。
陈佩佩等在实验室采用热聚沉+UV-Fenton联合的方法处理紫胶漂白废水。经处理后的紫胶漂白废水COD、BOD5、悬浮物、色度、总氮和总磷分别降低至48mg·L-1、32mg·L-1、27.3mg·L-1、24NTU、0.027mg·L-1、0.021mg·L-1,除BOD5外,其余指标均达到污水综合排放一级标准。UV-Fenton法具有操作简便、降解速度快、反应条件温和、适应范围广等特点,在有机废水的预处理或深度处理,尤其难降解有机废水等方面均有较大的应用潜力。
万博等采用羟基催化氧化法+微生物絮凝对漂白紫胶废水生化处理工艺前的预处理,经过40min羟基催化氧化处理CODGr去除率达到46.7%,结合微生物絮凝处理CODGr,去除率达到72%,同时降低氯离子浓度32%。但需要配合具体生化工艺及耐盐物菌种做进一步研究。
常笑丽等通过初沉+Fenton+絮凝沉淀+水解酸化+SBR(间歇式活性污泥法)的组合工艺对漂白紫胶生产废水进行研究,处理后出水COD值可以达到《污水综合排放标准》GB8978-1996的二级排放标准。但需要对更有针对性基团的氧化技术进一步研究。
(3)脱蜡(不漂白)紫胶生产废水
脱蜡(不漂白)紫胶主要用于涂料及药品制造、军工,是传统虫胶片产品的替代品。生产废水主要来源于硫酸中和紫胶碱溶液及清洗工序。其生产工艺与脱蜡漂白紫胶相似,只是缺少漂白工序。由于不漂白,其废水不含氯离子,有利于生化法处理,但原色指数高于脱蜡漂白紫胶生产废水50-300倍,提高了色度指标达标难度。
(4)紫胶桐酸生产废水
紫胶桐酸是一种白色结晶粉末,组成为9、10、16一三羟基棕榈酸,分子式C16H32O5含有3个游离的羟基和1个游离羧基。软化点95℃,熔点100-101℃。紫胶桐酸提取方法较多,但紫胶桐酸一般由颗粒紫胶在亚硫酸钠保护下用NaOH溶液中皂化水解过滤后所得固体物,再以饱和NaCl溶液稀释,过滤、酸化、清洗、精制得到紫胶桐酸。紫胶桐酸生产废水通常来源于紫胶桐酸清洗水及对皂化过滤液进行酸化时产生的废水。紫胶桐酸清洗水呈酸性,主要由Na2SO4、NaCl、硫酸、紫胶桐酸及未知紫胶水解物组成。其处理难度高于洗色废水和漂白紫胶生产废水。
2.目前研究成果工业化处理应用的可能性和研究方向
(1)沉淀、生化曝气法
传统的沉淀、生化曝气具有效率高、运行成本低的优点。但有漂白工艺的紫胶产品生产废水,如:漂白紫胶生产废水和紫胶桐酸生产废水,传统的沉淀、生化曝气处理难以达到处理排放要求。常笑丽等初沉+Fenton+絮凝沉淀+水解酸化+SBR(间歇式活性污泥法)的组合工艺具有指导意义。采用UV-Fenton高级氧化代替Fenton高级氧化是改进该工艺的研究方向。此外,发现并驯化耐盐、耐次氯酸钠残留、降解效率高的菌种是生化曝气处理紫胶深加工废水的另一个重要研究方向。胡笳、施英乔等发现在一定条件下,白腐菌可以在未经消毒的碱法草浆含氯漂白废水中正常驯化、繁殖、生长。白腐菌对碱法草浆含氯漂白废水有良好的净化效果。颗粒紫胶生产废水(洗色废水)和脱蜡不漂白紫胶生产废水虽然不含漂白剂,但废水色度、盐含量及有机污染物含量高,不经过预处理、传统的沉淀、生化曝气处理也难以达到处理排放要求。
(2)预处理+UV-Fenton光催化法
陈佩佩等对洗色废水和漂白紫胶废水沉降预处理,再利用UV-Fenton光催化法深度处理紫胶漂白废水及紫胶洗色废水,在实验室阶段取得一定效果,该方案对工业化处理紫胶洗色废水和漂白紫胶废水研究具有指导意义,但预处理工艺能耗高。在预处理阶段,苏晨杨采用活性炭-微波技术及万博等羟基催化氧化法+微生物絮凝能否代替陈佩佩等热聚沉降预处理有待进一步研究。近年来,金属有机骨架材料的合成取得了很大的进展。金属有机骨架材料的作用包括吸附、多相光催化剂以及促进活性氧和硫酸盐自由基的生成(如•OH和/或SO42-)。为提高处理效果和降低废水处理成本,选择和设计针对紫胶废水处理的新型金属有机骨架材料作为类Fenton光催化/电化学法深度处理紫胶废水的多相催化剂是今后紫胶深加工废水处理技术攻克方向之一。
3.紫胶生产废水污染物资源化利用
所有紫胶生产废水中盐及有机污染物含量比较高(见表1),特别是紫胶桐酸生产废水,其含盐量高达10%-30%,由于其废水中含有紫胶树脂分子中分离的环链部分—萜烯酸等有机物,该部分大约占紫胶分子量的80%,并以钠盐形式存在于废水中,导致其废水中总有机物含量高达25%,需要先分离紫胶含盐废水中的有机物污染物(如生化、絮凝沉淀、物理分离等),再利用分离与浓缩技术(如:膜过滤、蒸发技术)将含盐废水浓缩后至饱和状态后用于紫胶桐酸生产沉析工序具有可行性。因此,如何回收利用废水中的盐及有机废弃物资源化利用是紫胶深加工废水,特别是紫胶桐酸生产废水处理技术的研究方向。
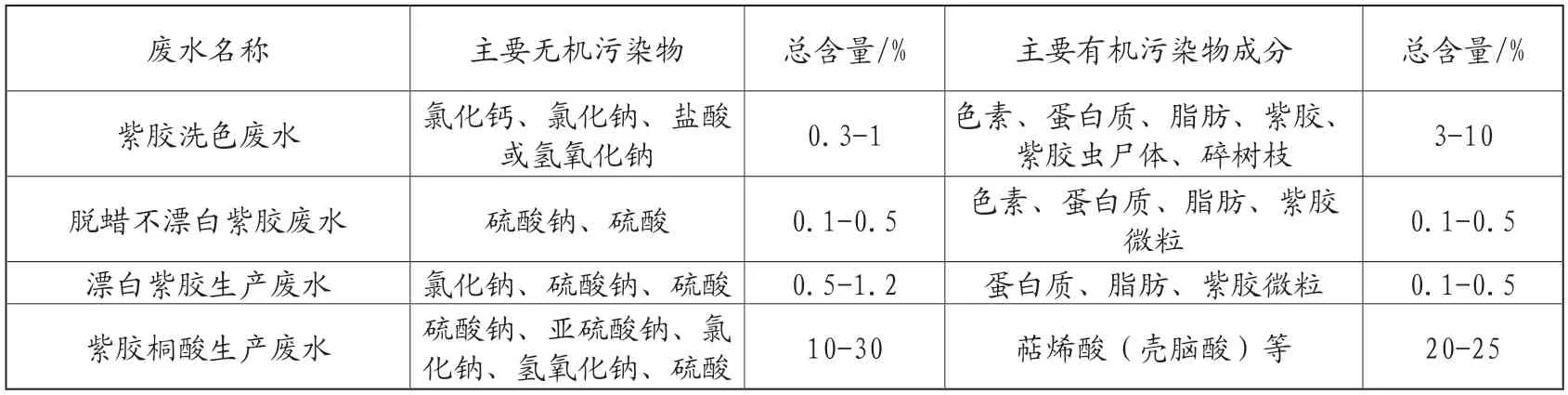
表1 不同紫胶深加工废水无机及有机污染物含量
4.结论
目前紫胶深加工废水研究,主要针对紫胶洗色废水和漂白紫胶生产废水进行,且还处于实验室阶段。对脱蜡不漂白紫胶及紫胶桐酸生产废水处理技术的研究鲜有报道。鉴于我国紫胶行业的特殊性及目前环保部门对紫胶生产企业监管实际情况,工业化紫胶深加工废水处理后的水质指标包括:pH值、固态悬浮物(SS)、BOD、COD5、色度、氨氮、总磷盐、总有机碳。其所有指标至少应达到GB 8978-1996《综合废水排放》1998年以后建厂二类标准才有实际意义。此外,我国紫胶生产企业规模相对较小,工业化废水处理技术研究时,控制投资规模及运行成本是必须考虑的主要因素。
不同紫胶深加工产品生产废水水质及污染物成分差异极大,不同紫胶深加工厂,具有不同紫胶深加工产品组合,再加上紫胶深加工属间隙式分批生产,废水排放水质波动大,需要多种方法协同方可解决紫胶深加工废水污染问题。污染物资源化利用是今后紫胶深加工废水、特别是紫胶桐酸生产废水处理技术研究的主要内容之一。
