电解铜箔设备耳箔装置改进优化与应用
2022-04-13刘利荣王炎飞刘协政徐纠纠
刘利荣,王炎飞,刘协政,徐纠纠
(1. 江西省江铜耶兹铜箔有限公司,江西 南昌 330096;2. 中国电建集团江西装备有限公司,江西 南昌 330103)
1 引言
随着信息化产业的迅速发展,电解铜箔作为电子信息领域的关键性基础材料,被广泛应用于铜覆板、印刷电路板以及锂离子电池制造等领域,随着新能源汽车、5G通信等行业的快速崛起,以电解铜箔特别是锂电铜箔为基材的上下游产业发展驶入了快车道。电解铜箔肩负着电子信号传输、电力传递和沟通的重任,因此被称为“神经网络”。印刷电路和新能源锂离子电池的精细化发展对电解铜箔的质量提出了更高的要求[1-2]。
目前电解铜箔按厚度可分为:厚铜箔(>70μm)、常规厚度铜箔(>18μm而<70μm)、薄铜箔(>12μm而<18μm)、超薄铜箔(<12μm),电解铜箔应用最广泛的领域是覆铜箔层压板(CCL)、印制线路板用铜箔(PCB),以及新兴行业5G通信、新能源动力电池为代表的超薄电解铜箔[3]。无论是哪一种厚度规格的电解铜箔,其生箔机的耳箔收卷对电解铜箔质量产生影响。因此,确保电解铜箔的耳箔收卷稳定尤为重要。
2 生箔机工作原理
2.1 生箔机组成结构
生箔机主要包括有电解槽(材质:钛材TA1,主要是用来装电解液和支撑钛辊、阳极弧板)、阴极辊(外圈是一个10~12mm的无缝钛圈,出厂时钛圈外表面必须要达到一定的粗糙度,因铜箔亮面的粗糙度完全取决于钛圈表面的粗糙度;阴极辊和阳极之间要保持一定的平行度,以便确保制造出来的生箔厚薄比较均匀一致)、导电装置(主要是用来连接母排和阴极辊并将母排上的电导送至阴极辊上,装配有冷却水水套并可利用气动装置控制进退)、清洗装置(主要是利用电解液和纯水先后将铜箔表面清洗干净,同时也设置有两个橡皮辊来将铜箔表面残存的清洗液挤压掉)、在线抛光装置(通过使用不同粒度的抛光刷对阴极辊表面进行抛光,可以使阴极辊表面粗糙度达到不同的要求)、切边装置(作用是对生箔进行切边)、收卷装置(分别将生箔及边料收卷,其中边料收卷就是耳箔收卷装置)、张力控制装置(作用是调整收卷时对铜箔所产生的张力保持在一定的范围内,主要是利用张力检测信号的反馈,可编程控制器会根据设定值的要求进行自动调节)。
2.2 电解溶液制备工艺流程
电解铜箔的生产中,在配套系统的作用下,将一定浓度的电解液送入生箔机,在低压高直流电的作用下,电解液中的铜离子不断移向阴极辊,并在其上取得两个电子后变成铜原子沉积在连续转阴极辊表面形成铜箔,随着阴极辊的转动,达到一定的厚度的铜箔经酸洗、水洗、烘干后连续的剥离下来,最后卷成铜箔卷[4-5],工艺流程图如图1所示。通过调节阴极辊旋转速度、电流密度、电解液的流量等工艺参数,即可生产出所需规格和性能的电解铜箔[6]。
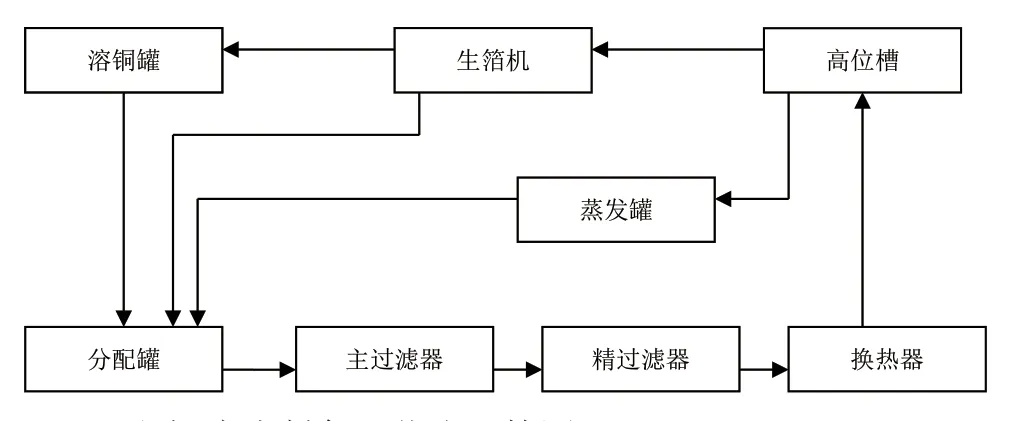
图1 电解溶液制备工艺流程简图
3 生箔机耳箔质量缺陷及分析
耳箔收卷是生箔机最重要的工作流程之一,若耳箔收卷出现问题,耳箔将会出现切片不良、铜箔边部铜粉、铜箔切屑、撕边等问题。根据工作经验和现场实际情况,对以上问题逐步开展探究分析。
3.1 耳箔面撕边缺陷分析
据耳箔质量缺陷种类统计,其中耳箔面撕边缺陷占比较大。通过测量数据分析发现,导致撕边的最主要原因是耳料导杠震幅较大,加剧耳箔面的抖动,最终造成耳箔撕边情况的产生,测量数据如表1所示。
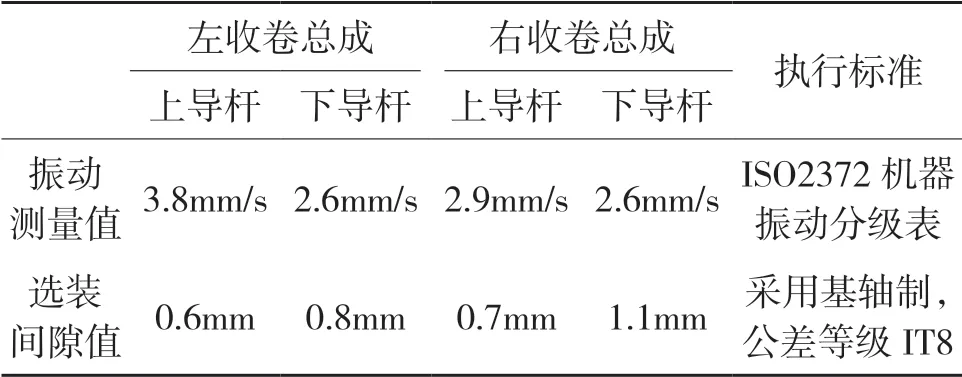
表1 生箔机耳箔导杆振动烈度测量值及标准
依据ISO2372机器振动分级表可判定为不合格。由于我司生箔机是上世纪60年代引进美国耶兹公司研制的设备,主要生产18~105μm及以上的电解铜箔,其主要构件过于老旧,耳料导杆为不耐磨损的塑料件,直接套在轴上长时间摩擦导致间隙变大。
3.2 生箔机机械结构分析
生箔机整体是否运行正常,对于铜箔质量至关重要,随即对生箔机进行结构分析。分析发现生箔机减速机输出轴磨损,旋转盘与旋转轴是通过螺栓顶丝夹紧,是一个间隙配合,装配精度不高,同轴度,跳动都偏差大,收卷减速机、收卷胀轴、过渡传动轴分三段连接,设计不合理,老款收卷胀轴结构设计落伍,机械构件同心度不合格。其耳箔收卷总成参数测量值如表2所示。

表2 耳箔收卷总成参数测量值
3.3 耳箔切片质量情况分析
若耳箔切片不良,就会出现耳箔面粘铜粉情况出现,对切刀部件进行分析发现,切刀固定不牢,卷中移位造成切边不良,切刀与切割辊接触点处铜箔没贴近辊面,导致切边有铜粉。
4 改进优化措施
针对以上耳箔收卷过程中出现的质量问题,提出改进措施,对生箔机进行优化改造。
4.1 导杆易磨损问题
改变导杆旋转方式,由自转滚动摩擦改为轴承旋转。组装2件型号为6202氧化锆陶瓷轴承,解决导杆易磨损问题。
4.2 阳极(FIP条)与阴极(阴极辊)不对中问题
现有的阴极辊宽幅有1410mm和1380mm两种,对应的薄片阳极是1410mm、1380mm,通过增加宽幅5mm,阳极宽幅改成1415mm、1385mm的阳极片,增加阳极宽度,解决阴极锟对中问题,阴极辊宽幅始终在薄片阳极宽幅内。
4.3 更换机械胀轴
更换新款一体式机械胀轴或者一体式气动胀轴,采用同步联轴器软连接,解决多段连接带来的同心度精度不高的问题。
4.4 切片质量问题
切刀位置下移,在设备机架上重新划线定位,开孔加工。
5 应用情况
(1 )改进后生产数据统计。改进后6#生箔机31 d的运行跟踪统计,耳料收卷长度可以到达1221 m,收卷时间达到6.36 h,如图2所示。
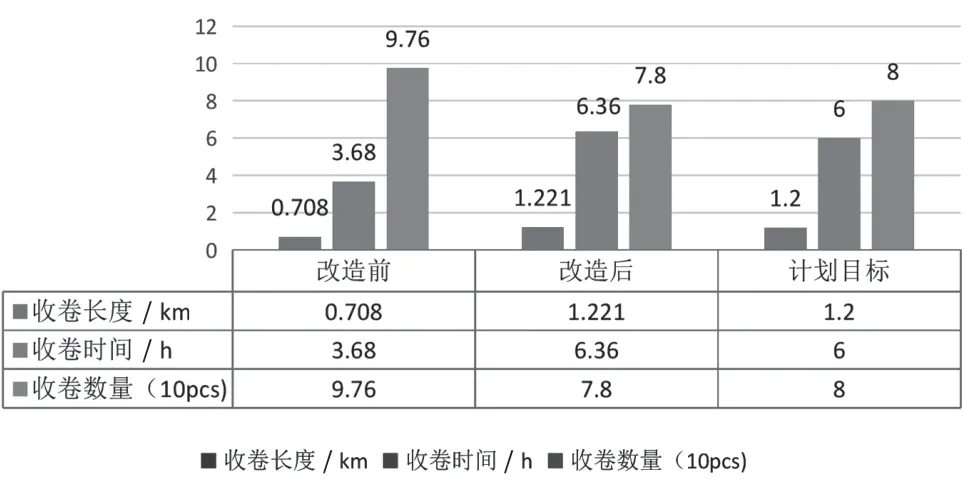
图2 6#生箔机耳箔收卷运行统计
(2)耳箔收卷装置改进前后的图片示例见图3、图4。
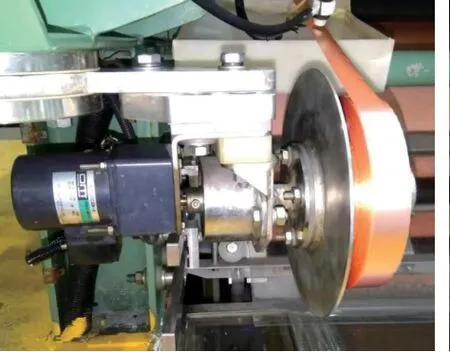
图3 改造前

图4 改造后
6 结语
本文对生箔机切边装置切下的耳箔收卷装置进行了研究,根据目前的现有设备状况,改进了耳箔收卷装置结构。通过创新性的改造,并结合实际应用显示,成品耳箔无撕边无毛刺、且增加耳箔有效收卷时间、提高收卷卷长,铜箔质量得到进一步的提升。
