TP2盘管探伤标识关键技术研究
2022-04-13许鹏云
程 颜,余 琪,2,杨 建,许鹏云
(1.江西铜业加工事业部,江西 南昌 330096;2.中南大学机电工程学院,湖南 长沙 410083;3. 格林美股份有限公司,广东 深圳 518101)
1 引言
TP2 铜又称磷脱氧铜,具有良好的延展性、导热性、耐腐蚀性,被广泛用于制作冷连接管、热交换用管及建筑用管等[1-2]。目前我国是全球第一大铜管生产、贸易和消费国[3]。近年来,随着工业的不断发展,制造业不断进步,市场的竞争也越来越激烈,这也使得下游对TP2铜管的质量要求提出了更高的要求。国内外学者对TP2铜管进行了大量的研究,也取得了一定的成果。
肖永通等[4]探讨了不同状态对TP2 铜管组织和性能的影响。倪雪辉等[5]利用有限元仿真技术研究了半圆、椭圆及关节3种芯杆结构对薄壁铜管弯曲成形质量的影响,半圆芯杆可有效降低管材的壁厚减薄率,椭圆芯杆有助于改善铜管弯曲处的截面形状。鲁海洋等[6]研究了工作温度对 TP2 铜管组织与性能的影响规律。杨国富[7]研究了涡流探伤在铜管生产中的应用以及关键技术。薛彦明等[8]研究了涡流探伤仪在内螺纹铜管成型加工中的应用,通过涡流探伤检测内螺纹铜管的缺陷,在缺陷处采用喷墨系统进行探伤标识,以便后续加工中挑选出有缺陷的铜管。
本文以Ф9.52mm TP2铜盘管为研究对象,针对TP2盘管探伤标识的工作原理,分析探伤标识的常见缺陷,研究标识用墨水的成分、烘干温度对标识质量的影响规律,优化设计了探伤标识装置。
2 探伤标识工作原理及常见缺陷
TP2铜盘管生产过程中因坯料、模具、工装等影响会产生凹坑、气孔、划伤等不同的质量缺陷,这些缺陷在后续加工应用到空调等制冷设备内会造成蒸发器、冷凝器的内部泄漏,严重影响空调的使用寿命。在TP2铜盘管水平缠绕工序中需应用涡流探伤仪,将此类有隐患的缺陷进行标识,以便在后续加工中挑出。
铜盘管水平缠绕机组是TP2铜盘管生产的关键,结构如图1所示,包括放线机构、探伤仪、喷墨标记装置、烘干装置以及收线装置组成。铜盘管经过涡流探伤仪,通过涡流感应判定铜盘管缺陷,当检测到缺陷时,给出喷墨标记装置信号,启动喷墨标识装置,完成铜盘管的缺陷标记。
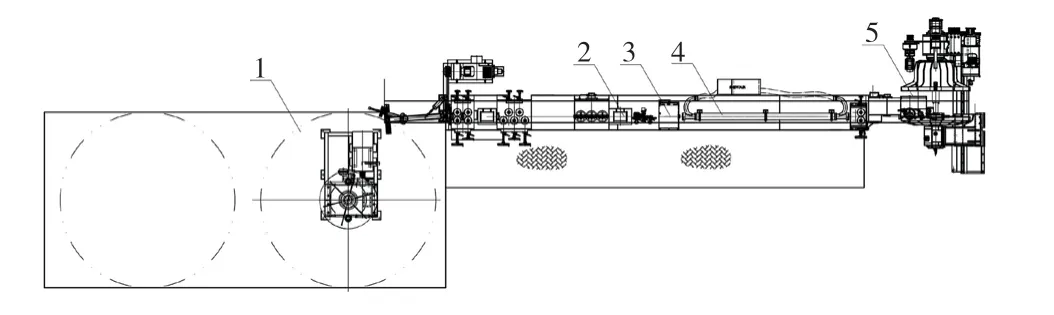
图1 铜管缠绕机结构示意图
探伤标识是将墨水喷在铜盘管的表面,为确保后续加工中标识铜盘管的清晰,对标识有明确的要求,如图2所示,标记长度大于1000mm,铜盘管的标识面积超过3/4。因墨水质量、生产工艺、喷墨装置等影响,会产生标识不良的铜盘管,常见的标识缺陷如图3所示,主要有喷墨拖尾、喷墨面积不足、喷墨淡三种类型。

图2 喷墨标识标准示意图
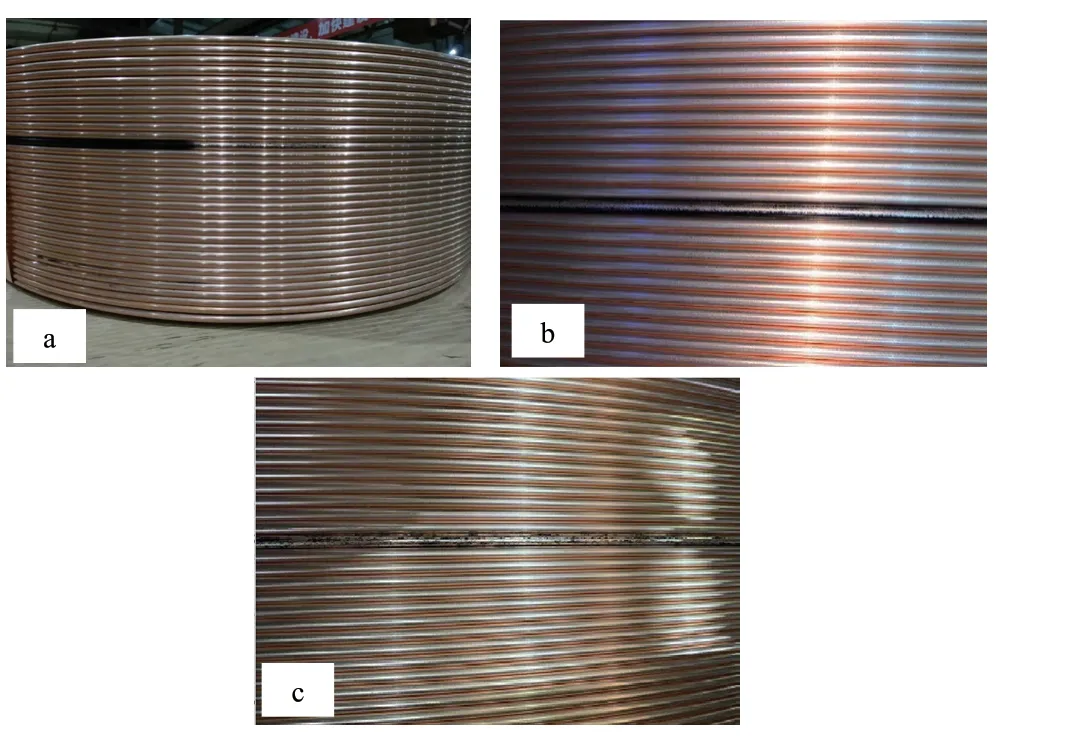
图3 常见标识缺陷
3 探伤标识关键技术
3.1 墨水成分对标识的影响
探伤标识用墨水主要成分包含黑色素、高温树脂、丙酮和乙酸乙酯溶剂。各成分比例不同,对标识有明显的影响。为了研究标识用墨水各成分对标识质量的影响,配置了不同配方的墨水在铜盘管水平缠绕机组上进行试验,缠绕速度为350m/min,烘干温度为220℃,试验结果如表1所示。
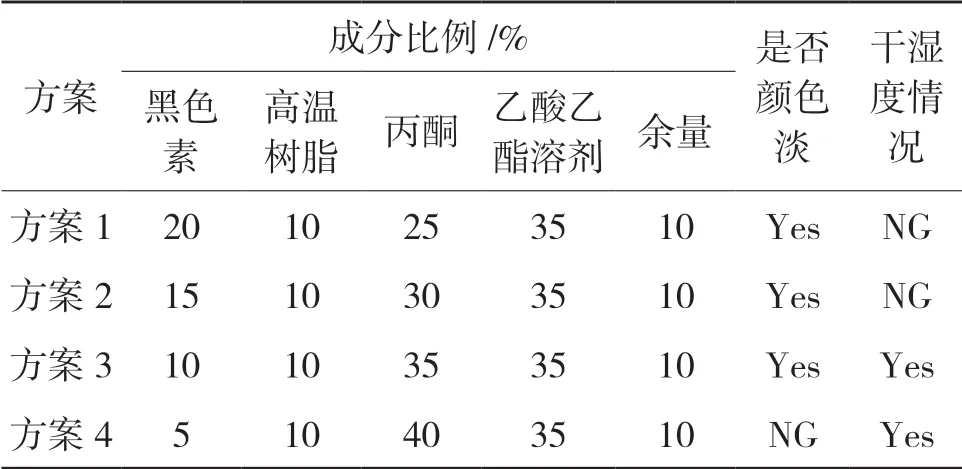
表1 成分对标识质量的影响
由表1可知,随着黑色素比例的降低,标识颜色逐渐偏淡,丙酮比例的增加,烘干速度不断加快,黑色素的成分决定墨水颜色,丙酮成分决定墨水干的速度。为确保标识颜色和干湿度的质量,标识用墨水成分按黑色素10%+高温树脂10%+乙酸乙酯35%+丙酮35%+余量10%的方案配置。
3.2 缠绕烘烤温度对标识的影响
在TP2铜盘管水平缠绕中,探伤标识后铜盘管进入烘干道,对墨水进行在线烘干,烘干道的温度对喷墨质量有着直接的影响,为了研究烘干道温度对标识质量的影响,选择了不同的烘干温度在铜盘管水平缠绕机组上进行试验,缠绕速度为350m/min,墨水成分为黑色素10%+高温树脂10%+乙酸乙酯35%+丙酮35%+余量10%,试验结果如表2所示。
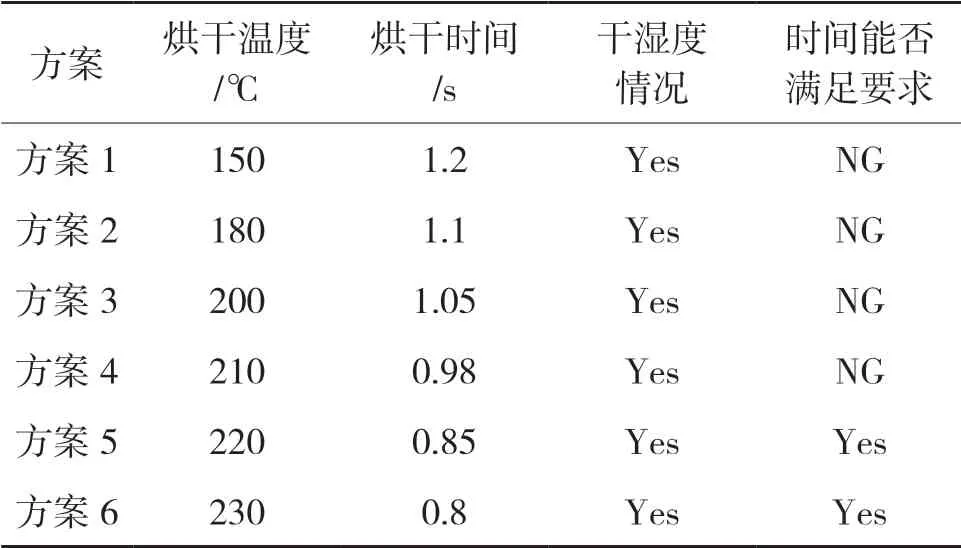
表2 烘干温度对探伤标识的影响
由表2可知,随着烘干温度的增加,烘干速度不断加快,当温度达到220℃时,达到探伤标识质量的要求。烘干是通过电加热,温度越高电耗也越高,综合考虑铜盘管水平缠绕的能耗,烘烤温度控制在220~230℃。
3.3 喷枪结构对标识的影响
喷墨标记装置是采用电磁阀控制探伤信号,通过压缩空气使墨水进行雾化。装置原始设计两把喷枪与铜盘管垂直喷墨,存在质量不稳定的情况。为有效提升喷墨质量,创新设计了喷枪结构。新结构的喷枪为互成120°的三把喷枪,喷枪与铜管的相对位置由原来的垂直调整为45°角,如图4、图5所示。创新设计后改善了探伤标识的质量。

图4 喷枪结构
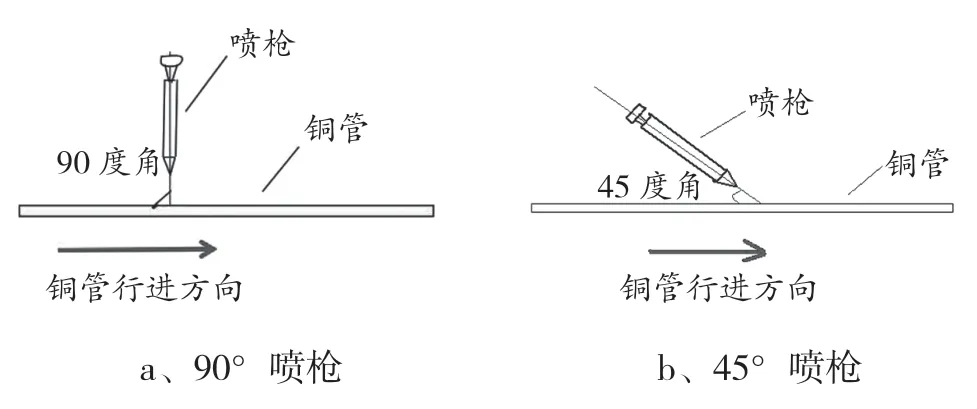
图5 喷枪位置
4 结 论
(1)随着黑色素比例的降低,标识颜色逐渐偏淡;随着丙酮比例的增加,烘干速度不断加快。黑色素的成分决定墨水颜色,丙酮成分决定墨水干的速度。为确保标识颜色和干湿度的质量,标识用墨水成分按黑色素10%+高温树脂10%+乙酸乙酯35%+丙酮35%+余量10%的方案配置。
(2)随着烘干温度的增加,烘干速度不断加快,当温度达到220℃时,达到探伤标识质量的要求。烘干是通过电加热,综合铜盘管水平缠绕的能耗,烘烤温度控制在220~230℃。
(3)创新设计了喷枪结构。喷枪由两把喷枪改为互成120°的三把喷枪,喷枪与铜管的相对位置由原来的垂直调整为45°角。创新设计后改善了探伤标识的质量。
