单臂刨床坡口加工工装的设计
2022-04-06崔卫则袁绍芳李志伟
□ 崔卫则 □ 袁绍芳 □ 王 军 □ 崔 帅 □ 李志伟 □ 高 杨
1.山西航天清华装备有限责任公司 山西长治 046012 2.火箭军驻某军事代表室 山西长治 046012
1 原坡口加工方法
某车间采用B1016A单臂刨床,最大加工工件尺寸为长6 000 mm、宽1 600 mm、高1 250 mm,工作台尺寸为长6 000 mm、宽1400 mm,对钢板、槽钢、角钢等细长形零件加工坡口。加工时,刨刀放在T形工作台上,并用自制的U形夹具将刨刀夹紧,如图1所示。当零件的坡口角度变化时,需要调整刨刀的角度。通过调节U形夹具,可以改变刀的角度,但在调节过程中遇到了问题。
(1) 在调节刨刀角度时,刨床上没有设置刻度盘,旋转角度凭操作工经验,零件坡口角度的精度不能保证。
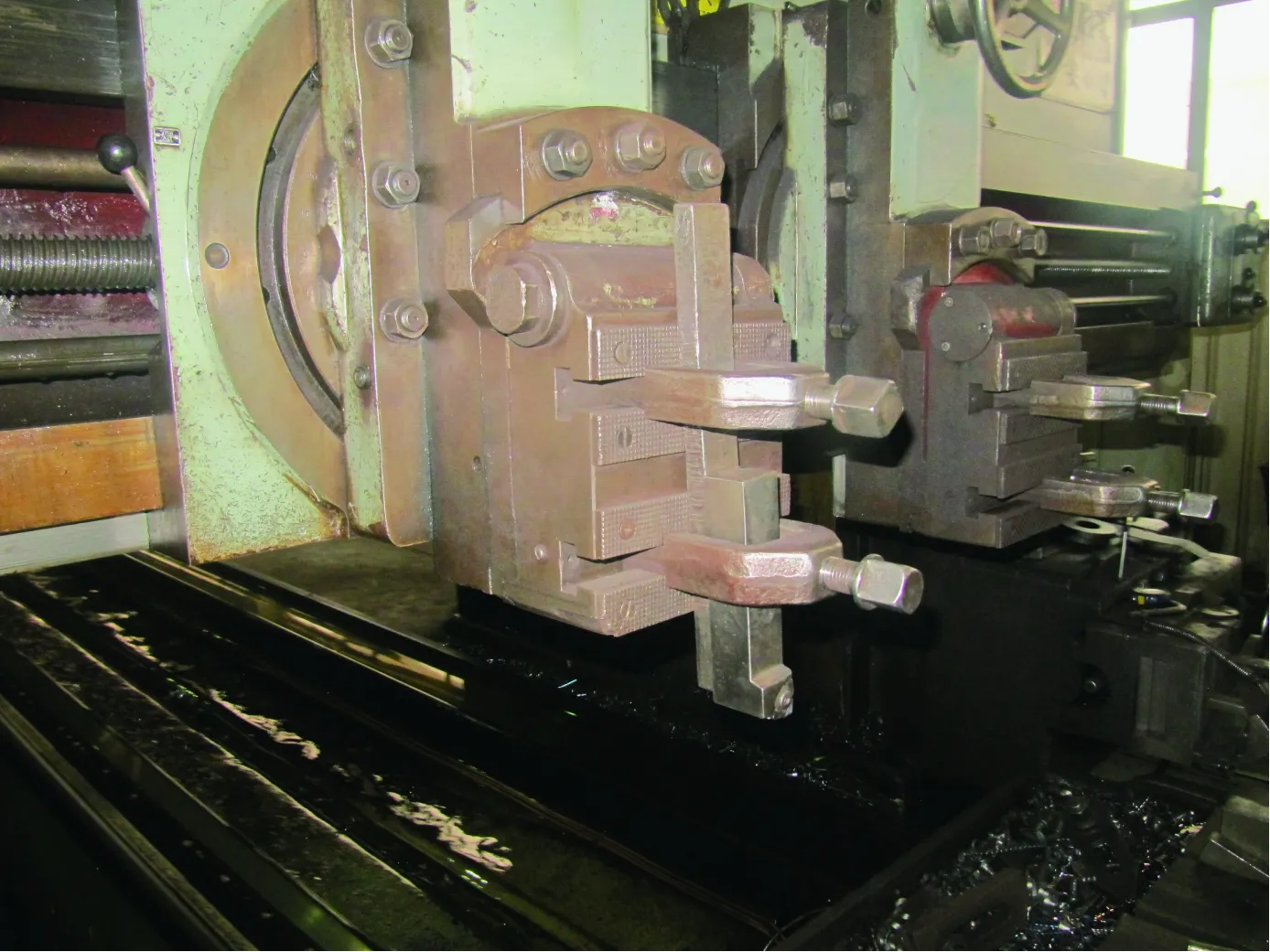
图1 U形夹具
(2) 由于T形工作台外形尺寸的限制,通过U形夹具调节刨刀角度时只能在0°~40°之间变化,应用范围受到限制。
(3) 通过U形夹具调节刨刀角度受限时,可以通过转动刨床T形工作台来增大角度,但也只能在0°~40°的基础上再增大5°,应用范围仍受到限制,并且刨床T形工作台转动比较烦琐,操作工一般不用这一方法。
针对上述情况,从精益生产层面考虑,笔者设计了单臂刨床坡口加工工装[1-4],以提高细长形零件坡口的加工效率。
2 工装功能
坡口加工工装需要实现三方面功能。
(1) 实现刨刀多角度变化。坡口加工工装可以多角度旋转,使刨刀角度的改变不受限制,进而实现针对细长形零件可以加工任意角度的坡口。
(2) 提高坡口角度的精度。坡口加工工装设置刻度盘,可以精确地将刨刀设置在要求的角度位置,提高坡口角度的精度。
(3) 实现快速定位。当加工某一角度坡口时,将刻度盘旋转至要求的角度,并通过销轴进行定位,防止因切削力过大而改变刨刀角度。
3 工装组成
坡口加工工装设计时参考了车床刀架结构,将刨刀安装在刀架上,刀架可以在单臂刨床T形工作台上绕轴旋转任意角度。坡口加工工装三维模型如图2所示,坡口加工工装结构如图3所示。坡口加工工装主要由刀架、销轴、固定座、旋转轴、弹簧、T形螺母、紧定螺钉、螺母等组成。
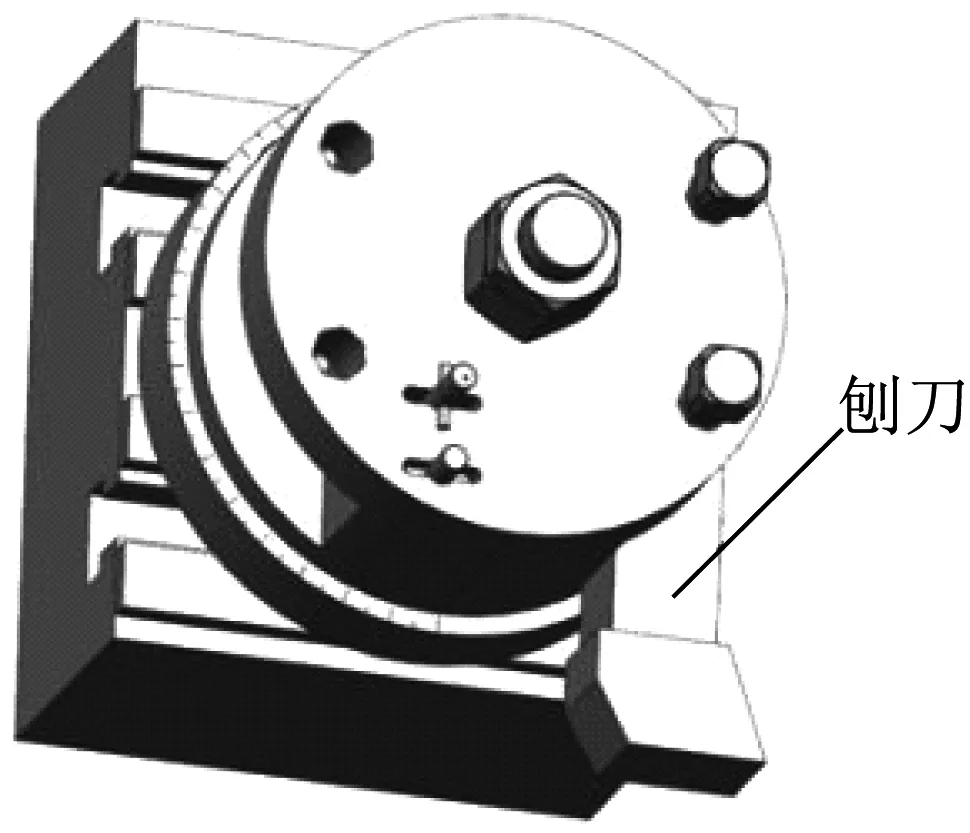
图2 坡口加工工装三维模型
4 工装使用
(1) 将旋转轴穿入固定座的中间孔中,中间孔为旋转孔,使用T形螺母将固定座固定在T形工作台上。
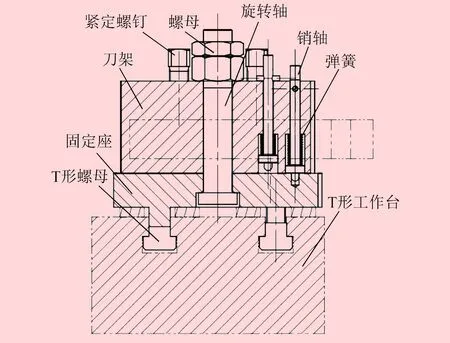
图3 坡口加工工装结构
(2) 将内外侧两个销轴和弹簧依次装入刀架销轴孔中,将刀架套在旋转轴上,旋转刀架,使其中一个销轴能够插入固定座的小孔中,将旋转轴上的两个螺母旋紧。销轴位置如图4所示。
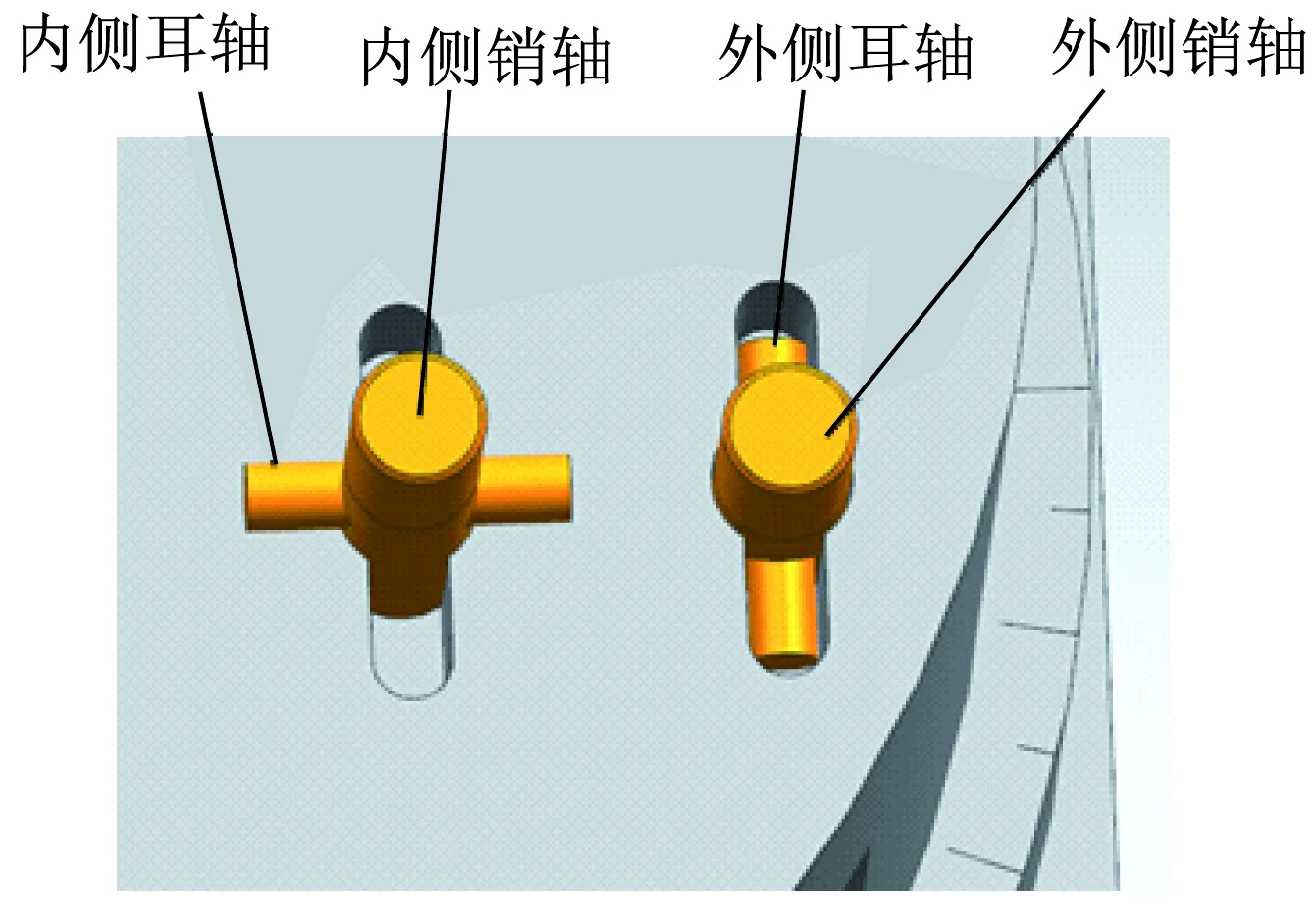
图4 销轴位置
(3) 将刨刀放在刀架一侧的槽中,调节好刨刀角度,用紧定螺钉压紧,压紧后开始加工坡口。
若坡口角度有变化需求,在原来的基础上增大5°,则具体调节方法如下:松开旋转轴上的两个螺母,插入固定座内的外侧销轴在弹簧力作用下向上弹起,手持外侧耳轴旋转90°,将外侧耳轴放置于刀架上表面,此时刀架可顺时针旋转5°。刀架角度调整后,手持内侧耳轴旋转90°,使内侧销轴插入固定座内相应的小孔中,内侧耳轴同时也插入刀架的腰圆孔中,旋紧旋转轴上的两个螺母,锁紧刀架。
5 关键零部件设计
5.1 固定座
固定座既要与T形工作台连接,又要实现坡口加工工装在固定座上旋转。为实现以上两种功能,设计的固定座三维模型如图5所示。中心台阶孔安装旋转轴,圆周三个台阶孔安装T形螺母后再与T形工作台连接,正面两排小孔中相邻两个小孔与固定座圆心的夹角为5°,将销轴插入孔中进行限位。背面凸出的长方块嵌入刨床T形工作台的T形槽中,起定位作用。
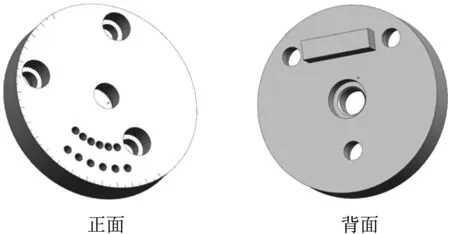
图5 固定座三维模型
5.2 刀架
刀架利用旋转轴连接在固定座上,可绕旋转轴旋转360°。所设计的刀架三维模型如图6所示。两个方槽用于放置刨刀,用两个紧定螺钉夹紧。在刀架上设计有两个销轴孔,销轴孔为台阶孔,起限位作用。
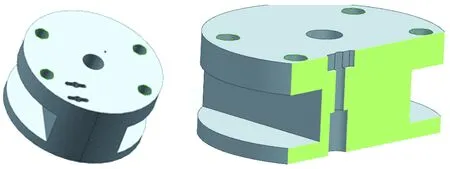
图6 刀架三维模型
5.3 旋转轴
旋转轴用于连接刀架和固定座,是主要的受力零件,其三维模型如图7所示。旋转轴设计为台阶轴,端部加工一段螺纹,使用螺母可以将刀架与固定座压紧。
5.4 销轴
销轴起限位作用。在刀架旋转至指定角度后,将销轴插入固定座的销孔内,防止因刨刀在加工时切削力过大而导致刀架旋转,影响零件的坡口角度。销轴三维模型如图8所示。

图7 旋转轴三维模型
6 工装应用
所设计的坡口加工工装已投入使用,刨刀角度的改变不受限制,由此实现了针对细长形零件多角度加工坡口的目的。坡口加工工装设置刻度盘,可以精确地将刨刀设置在要求的角度位置,提高了坡口角度的加工精度。通过销轴进行限位,防止因切削力过大而改变刨刀角度,实现快速定位。这一坡口加工工装的应用得到了操作工的好评。
