液体二氧化硫储罐设计探讨
2022-04-01李良建李冬梅黄志远熊丽芳
李良建,李冬梅,黄志远,熊丽芳
(中国瑞林工程技术股份有限公司,江西 南昌 330031)
在湿法冶金行业通常采用二氧化硫作为还原剂,用于浸出矿浆液中的金属元素。制备纯二氧化硫气体的方法有3种:吸收法、三氧化硫-硫黄法和纯氧燃硫法[1],二氧化硫液化主要途径有直接加压液化法、直接降温液化法和加压降温组合液化法,其中加压降温组合液化法较为常用。
某企业冶炼烟气制酸装置副产液体二氧化硫项目采用吸收法制备纯二氧化硫气体,再采用加压降温组合液化法制备液体二氧化硫。
1 工艺流程
该冶炼烟气制酸装置副产液体二氧化硫项目以解吸塔解吸出的纯二氧化硫气体为原料,经过螺杆式压缩机加压后,液体二氧化硫压力为0.6~0.8 MPa、温度约为130 ℃,再经管壳式冷却器冷却降温,温度约为40 ℃,生成的液体二氧化硫在重力作用下自流至液体二氧化硫储罐储存。工艺流程见图1。

图1 液体二氧化硫工艺流程
液体二氧化硫储罐工艺设计参数见表1。

表1 液体二氧化硫储罐工艺参数
2 设备类别划分
设备类别划分是压力容器设计工作的第一步。通过查阅《硫酸工艺设计手册 物化数据篇》中关于液体二氧化硫蒸气压力表得知:在50 ℃时,液体二氧化硫的饱和蒸气压为0.869 7 MPa。分析液体二氧化硫蒸气压力表中现有数据,采用线性法求得液体二氧化硫在55 ℃时的饱和蒸气压为0.92 MPa。通过查阅《硫酸工艺设计手册 物化数据篇》中关于液体二氧化硫不同温度下密度值表得知:液体二氧化硫在55 ℃的密度为1.279 7 g/cm3。
通过查阅HG/T 20660—2017《压力容器中化学介质毒性危害和爆炸危险程度分类标准》对二氧化硫进行介质属性分类:二氧化硫属于高度危害介质。按照TSG 21—2016《固定式压力容器安全技术监察规范》要求,二氧化硫为高度危害介质,属于第一组介质,根据设计压力0.92 MPa和容积272.42 m3,在压力容器分类图上标出坐标点,确定压力容器类别为II类。
3 材质选择
储罐材质根据设计温度、设计压力和介质特性,本着经济合理的原则,结合以往工程实践经验和相关材料的性能进行选择。
主要受压元件选用Q345R钢板,逐张进行超声检测且合格级别不低于II级,热轧状态供货,做-20 ℃低温冲击试验,冲击吸收能量不小于41 J,其他要求应满足GB 713—2014《锅炉和压力容器用钢板》的规定。
管材选用10号钢管,外径小于70 mm且壁厚不小于6.5 mm,正火状态供货,做-20 ℃低温冲击试验,冲击吸收能量不小于31 J,其他要求应满足GB 9948—2013《石油裂化用无缝钢管》的规定。
法兰和补强管选用16 Mn锻件,应符合III级要求,正火状态供货,做-20 ℃低温冲击试验,冲击吸收能量不小于34 J,其他要求应满足NB/T 47008—2017《承压设备用碳素钢和合金钢锻件》的规定。
焊接材料选用应符合NB/T 47018.1~47018.5—2017《承压设备用焊接材料订货技术条件》的要求:低合金之间母材焊条牌号(型号)为J507(E5015),埋弧焊焊丝(焊剂)为SJ101-H10Mn2(F5A2-H10Mn2),碳钢之间母材焊条牌号(型号)为J427(E4315),低合金与碳钢之间母材焊条牌号(型号)为J507(E5015)。
4 强度计算
在进行强度计算之前应选定超压泄放装置。根据GB 150.1—2011《压力容器 第1部分:通用要求》的规定,超压泄放装置选用弹簧全启密封式安全阀,整定压力为0.92 MPa。因满足设计压力大于或等于安全阀整定压力的要求,故液体二氧化硫储罐的设计压力无需调整。安全阀选型可借助SW6-2011 V3.1计算程序,先计算出所需泄放面积为7 829 mm2,然后与预选取规格为DN250-PN25的安全阀的实际流通面积7 853.98 mm2进行比对,所选安全阀实际流通面积大于所需泄放面积为合格,否则重选。7 853.98 mm2大于7 829 mm2,故所选规格为DN250-PN25的弹簧全启密封式安全阀满足要求。计算过程中液体二氧化硫的汽化潜热数值通过《硫酸工艺设计手册 物化数据篇》查得,特别需要注意安全阀背压以实际为准,不得盲目输入“0”。
运用SW6-2011 V3.1计算程序对筒体、椭圆封头、开孔补强以及鞍座进行强度计算。结合以往工程设计经验,绘制最终的设计图样,如图2所示。需要注意:①液体二氧化硫顶部平台可视为作用在筒体上的均布载荷;②在采用厚壁管进行开孔补强时,要综合考虑壁厚和厚壁管长度;③筒体及封头的焊缝系数均取1;④鞍座优先选取大包角重型标准鞍座,如有必要,可以对其进行加强,例如腹板加厚,增加筋板数量等。
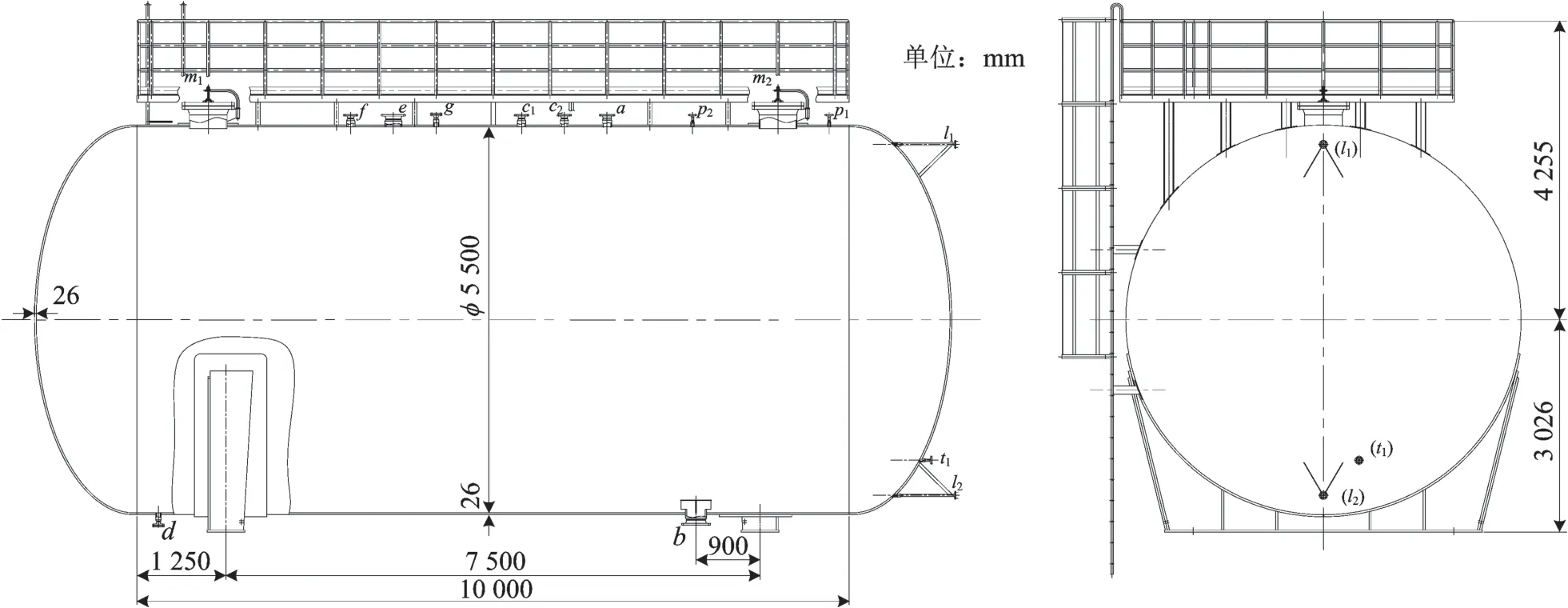
图2 液体二氧化硫储罐设计
5 相关要求
与焊接有关的要求有:筒体环焊缝和纵焊缝均应采用全焊透的焊接接头,通常选用Y型封底焊;其他焊缝按照HG/T 20583—2020《钢制化工容器结构设计规范》要求,对接接头通常采用DU4、DU25形式,接管与筒体的焊接采用G4全焊透形式。
与焊后热处理有关的要求有:受压元件焊后进行消除热应力处理,热处理后不得在设备上施焊;制备的焊接试件应与受压元件共同进行热处理;焊后热处理要及时,避免产生延迟裂纹。
与无损检测有关要求:筒体和封头等受压元件的焊缝进行100%射线检测,合格等级为II级。封头焊缝还需进行100%磁粉检测,合格等级为I级。
与试验有关要求:水压试验时,试验温度不低于5 ℃,水压试验合格后应立即通过液体二氧化硫底部排污管将水分排净,并用干燥空气吹干。气密性试验介质应为干燥洁净空气。试验合格后应保持储罐内干燥。具体试验程序按照GB 150.4—2011《压力容器 第4部分:制造、检验和验收》规定进行。
其他有关要求:项目所在地具有强雷电天气,因此液体二氧化硫储罐接地线应可靠接地且接地电阻不得大于10 Ω,避免雷击时产生的能量引起储罐内介质汽化导致超压。
6 现场制作和安装
该项目所在地为非洲某国,施工条件恶劣,施工工艺受到各种约束条件限制。为了确保施工质量和进度,要求施工单位编制详细的施工方案,并组织相关技术专家评审,从组织和管理方面对施工质量进行预控。施工前,对施工单位相关人员进行了施工图交底,特别强调质量控制点的施工要求。
现场实际施工时,设计单位采纳施工单位提出的合理建议,拒绝其提出的不妥当的施工工艺,共同确保储罐的安装制作任务的顺利完成。例如:
1)设计人员根据设计规范及以往工程经验,选择整体焊后热处理方法。施工单位结合现场施工条件及施工安全问题,建议采用机械振动方法代替整体热处理。中国瑞林工程技术股份有限公司组织相关技术专家进行讨论,按照规范的相关要求,综合考虑液体二氧化硫储罐材质属性、焊接工艺及介质特性等因素,认为施工单位的建议可行。
2)设计图样要求接管与筒体采用开坡口全焊透焊接方式,施工单位提出采用14 mm补强圈与接管全焊透,接管与筒体内侧焊脚高度为6 mm的角焊。此种做法没有达到全焊透的目的,违反了TSG 21—2016相关要求,被设计人员否决。中国瑞林工程技术股份有限公司要求施工单位严格执行按图施工的要求,并认真贯穿制造技术条件的各项规定,最终保质保量完成了液体二氧化硫储罐的现场制作与安装任务。
7 结语
二氧化硫属于高度危害介质,且液体二氧化硫具易挥发性,因此液体二氧化硫储罐的设计格外重要。必须严格按照相关设计规范进行设计,从材质选择、焊接制作、强度计算、无损检测和压力试验等方面重点着手,绘制合格设计图样,并编制详细的制造技术条件,才能确保设备安全。