超级奥氏体不锈钢CK3MCuN 中高温相的产生与控制探讨
2022-03-09于建平陈彩侠
于建平, 陈彩侠
(1.上海中洲特种合金材料股份有限公司,上海 201815;2.南德认证检测(中国)有限公司上海分公司,上海 200070)
0 前言
近年来,石油、化工、压力容器等工况中多种介质对设备及零部件的腐蚀性,迫使有更好抗蚀性的钢材[1-2]。CK3MCuN为超级奥氏体不锈钢,低C、高Cr、高Mo、高Ni,及较高的N和Cu含量,CK3MCuN比常用奥氏体不锈钢有更高的强度及良好的耐蚀性能,同时,低C、高N的存在,使焊接性能得以提高。CK3MCuN试板在铸造过程中,采用纯净度较高的钢水,避免产品在固溶处理中晶内及晶界处产生奥氏体外的高温相σ相、碳化物等[3-4]。经过固溶处理,这样在试板中心可能出现高温相σ相、碳化物。如对试板固溶处理处理不当,促使σ相的存在,会直接影响焊接后的焊缝组织热影响区(HAZ)产生较多的高温相σ相、碳化物等奥氏体之外组织,特别是σ相,其为又脆又硬的且无磁性的金属间化合物,从使用的角度,σ相存在一定危险,将严重影响材料的使用性能[5-6]。
文中从固溶处理、焊接过程分析了CK3MCuN中抑制高温相σ相的产生因素及其腐蚀性能。
1 试验要求
1.1 CK3MCuN的性能
CK3MCuN试板按ASTM A351/A351M-18《Standard specification for castings austenitic for pressure-containing parts》制造,还需遵循客户技术要求。
CK3MCuN的化学成分及力学性能见表1、表2。

表1 CK3MCuN及ERNiCrMo-3的化学成分(质量分数,%)
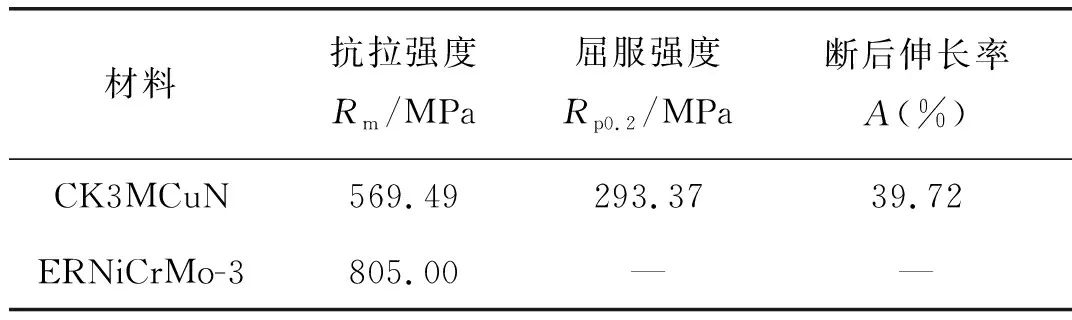
表2 CK3MCuN及ERNiCrMo-3的力学性能
1.2 试板要求
试板形式及规格符合ASTM A494/A494M-17《Standard specification for castings nickel and nickel alloy》,如图1所示。
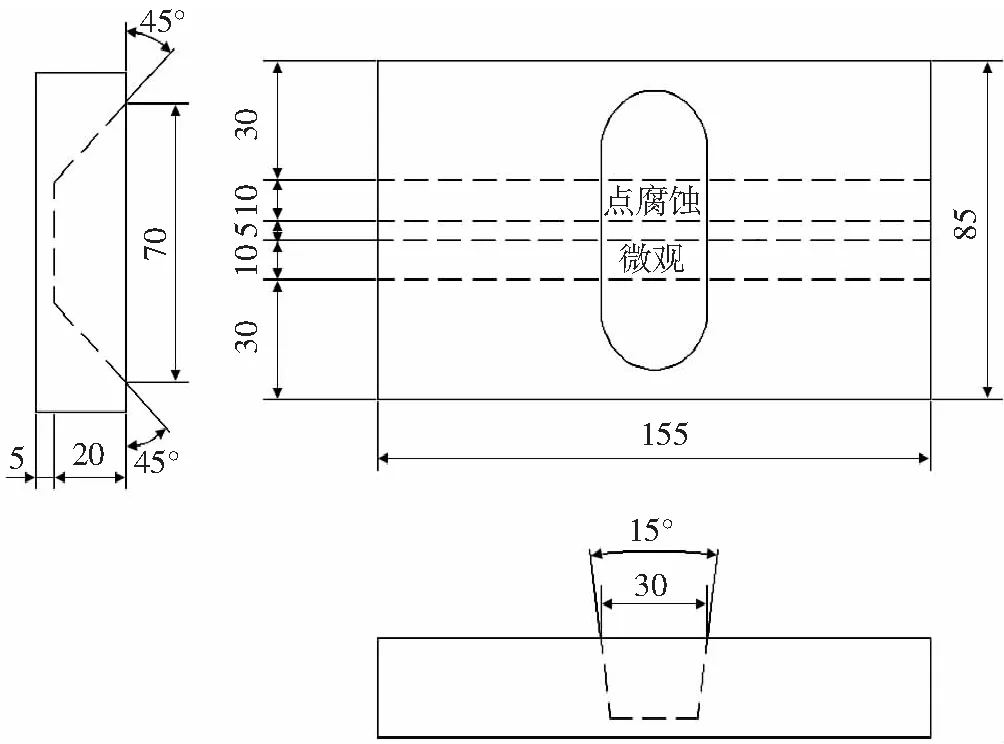
图1 试板形式及规格
1.3 检验要求
焊态下:微观检验,母材和热影响区中不得有奥氏体之外的高温相σ相、碳化物等金属间化合物。
焊态下:点腐蚀试验按ASTM G48 方法G,40 ℃×24 h,试样要求:母材(100%),热影响区(50%母材+50%焊缝)。
2 试验方法
2.1 试板制造
按客户的制造要求(图1)铸造了坡口25°的试板。
2.2 试板固溶处理
焊前试板固溶处理按照ASTM A351 要求最低温度1 200 ℃,保温时间最少4 h,将试板进行固溶处理。由于固溶时氧化速率高,导致金属表面比一般不锈钢表面粗糙,固溶前在试板表面涂刷涂料,防止表面氧化层增多,利于焊接。
确保母材在焊接前铸态组织得到充分的固溶,组织为单一的奥氏体,采取以下固溶处理方式。固溶处理方式Ⅰ:①1 200 ℃×4 h,循环水冷却;②1 200 ℃×5 h,循环水冷却;③1 200 ℃×6 h,循环水冷却;固溶处理方式Ⅱ:④1 220 ℃×4 h,循环水冷却;⑤1 240 ℃×4 h,循环水冷却;⑥1 240 ℃×5 h,循环水冷却。
2.3 焊接过程控制
CK3MCuN的焊接对工艺条件要求较苛刻,如控制不当,易产生奥氏体之外的高温相σ相、碳化物等金属间化合物,影响焊缝组织性能及耐蚀性能。确保合理的焊接过程控制。
焊接方法:手工钨极氩弧焊,直流正接,氩气纯度:≥99.99%。
焊接材料:AWS 5.14 ERNiCrMo-3,含高Mo,其熔敷金属在含氯化物的环境中具有很高的耐蚀性。
焊接工艺:焊前清除焊板坡口表面及距离坡口50 mm内的油污、氧化皮、渗透液、标记痕迹,一般不需要预热,在环境温度低于0 ℃时,焊前将试板预热均匀至≥10 ℃。因为焊接区域较狭窄,焊前必须试焊,采用小电流,降低热输入,控制母材金属的稀释率,减小熔合区宽度。层间温度小于80 ℃,即焊缝自然冷却(<80 ℃),使焊缝自由收缩。焊接操作不允许摆动,采用直线窄道焊接。焊接结束时电弧倒向熄弧,防止收弧处裂纹、缩孔。每焊完一道焊缝,打磨起弧、收弧处至光亮,必要时进行液体渗透,确认焊缝无缺陷,再进行下一道焊缝的焊接。同时保证接头的根部熔透,避免未焊透诱发气孔、缝隙,点腐蚀出现缺陷,抗蚀能力下降。
将图1中凹槽焊接填满即可。在焊态下按图1截取试样。截取剖面试样,按ASTM E3-11《Standard guide for preparation of metallographic specimens》,ASTM E407-07《Standard practice for microetching metals and alloys》,磨抛和化学试剂浸蚀后置于光学显微镜上观察母材、焊缝、热影响区(HAZ)微观组织。
3 试验结果与分析
焊接前对试板进行2种固溶处理方式,进行微观组织检验,之后同一块试板焊后在焊态下进行微观组织检验对比。
3.1 固溶处理方式Ⅰ
在固溶处理方式Ⅰ状态下,试板母材微观组织如图2所示,焊后试板母材微观组织如图3所示,热影响区(HAZ)微组织如图4所示,对比信息见表3。均出现了不同程度的析出相,有微量σ、少量σ、碳化物,焊缝微观组织均为奥氏体(A)。随着固溶时间的增加,析出相的数量在逐渐增加,晶界上的析出相也逐渐变宽,5 h时,析出相在晶界处连成网状,且奥氏体晶界处有少量的不连续状析出相。
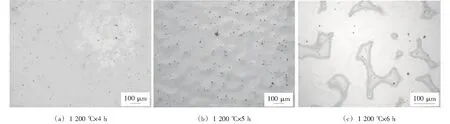
图2 焊前母材微观组织
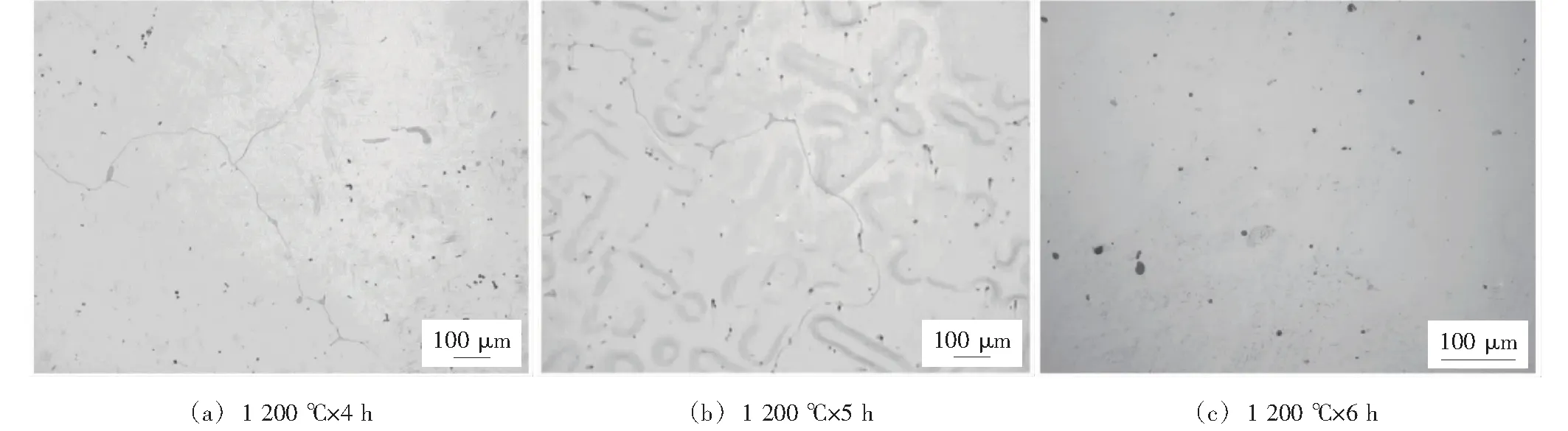
图3 焊后母材微观组织
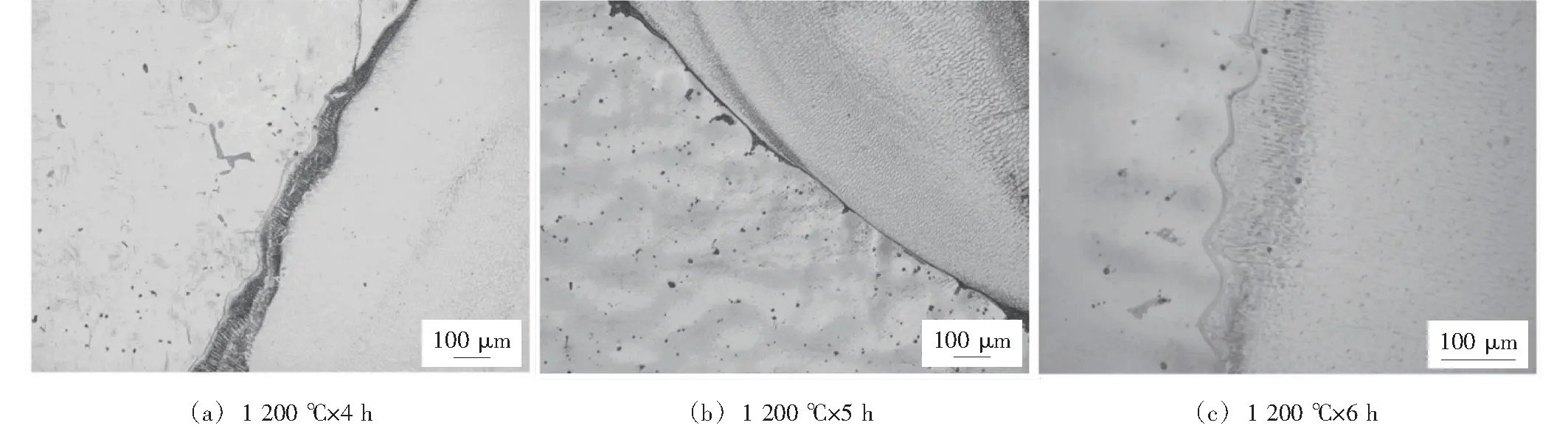
图4 热影响区微观组织

表3 试板焊接前后微观组织结果(固溶处理方式Ⅰ)
3.2 固溶处理方式Ⅱ
在固溶处理方式Ⅱ状态下,试板母材微观组织如图5所示,焊后试板母材微观组织如图6所示,热影响区(HAZ)微组织如图7所示,对比信息见表4。微观组织均为奥氏体(A),焊缝微观组织均为奥氏体。固溶温度1 220 ℃,1 240 ℃×5 h时,晶界及晶内已看不到析出相,组织为单一的奥氏体组织。且1 240 ℃×5 h时,组织也为单一奥氏体组织。这是因为,在一定的时效时间下,随着时效温度的升高,晶内和晶界高温析出物已经大量溶解,基本上无相和碳化物相析出。其次是奥氏体晶界处的棒状和链状高温析出相逐渐溶入基体组织,最终组织为单一奥氏体组织,高温析出相全部溶解。由能谱分析,析出相主要是σ相。其主要有Cr,Mo,Fe,Ni等元素组成,在Fe-Cr-Ni奥氏体不锈钢中,当Cr超过17%(质量分数),Cr,Mo的富集时均利于σ相生成,而Ni对σ相的形成有阻碍作用,σ相沿晶界不断析出,严重时会在晶界处形成网状分布,易造成晶界脆化,当σ相大量析出且在基体上分布不均时,材料会体现出又硬又脆的缺陷。 单一的奥氏体有利于CK3MCuN的焊接性能的改善[7]。
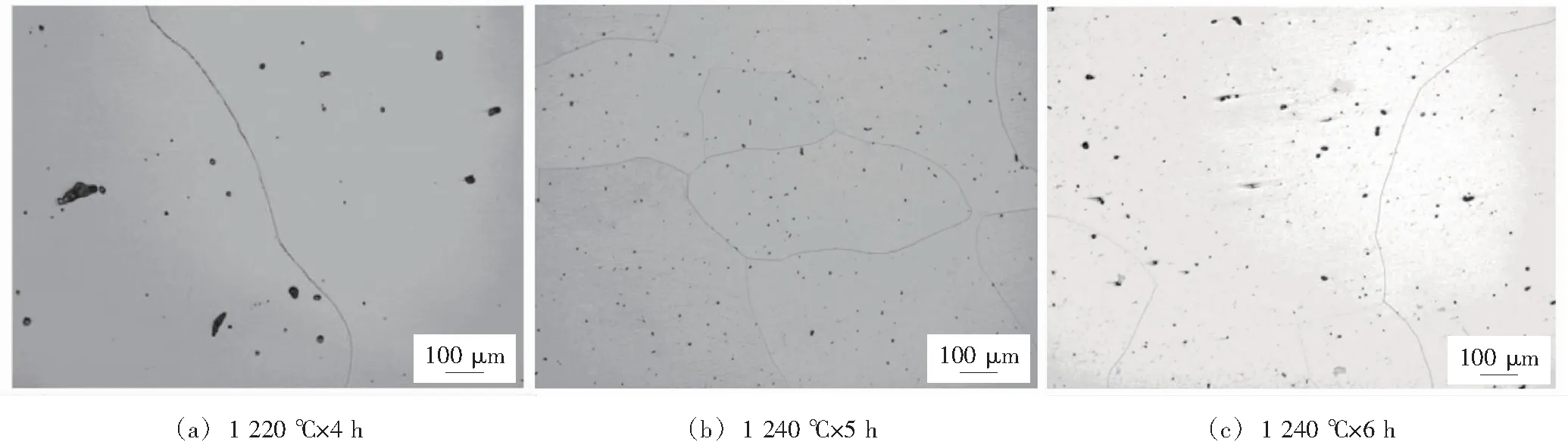
图5 焊前母材微观组织
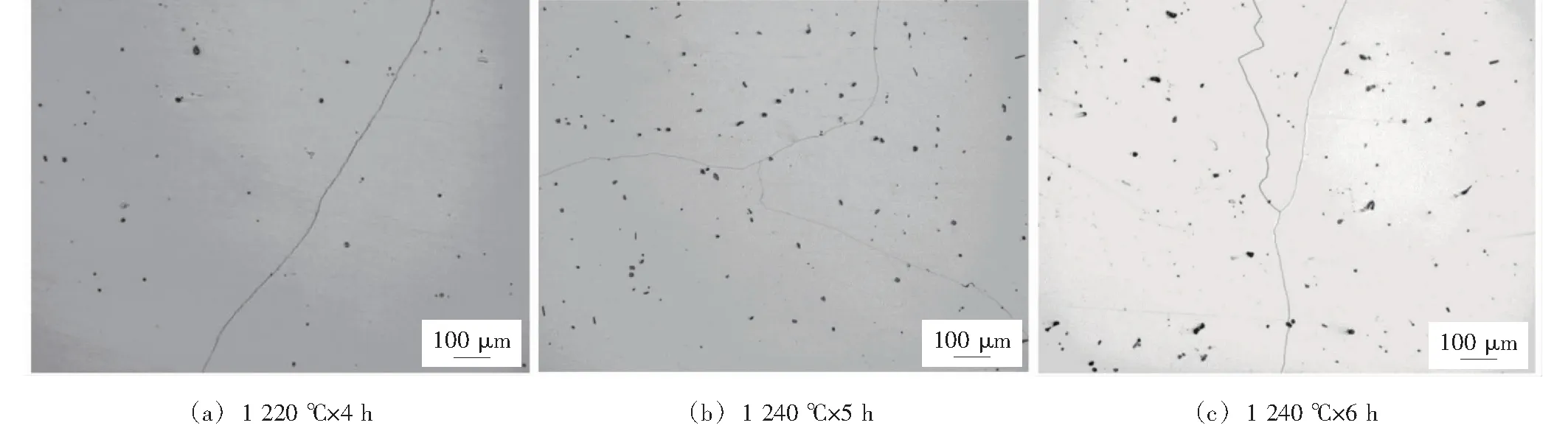
图6 焊后母材微观组织
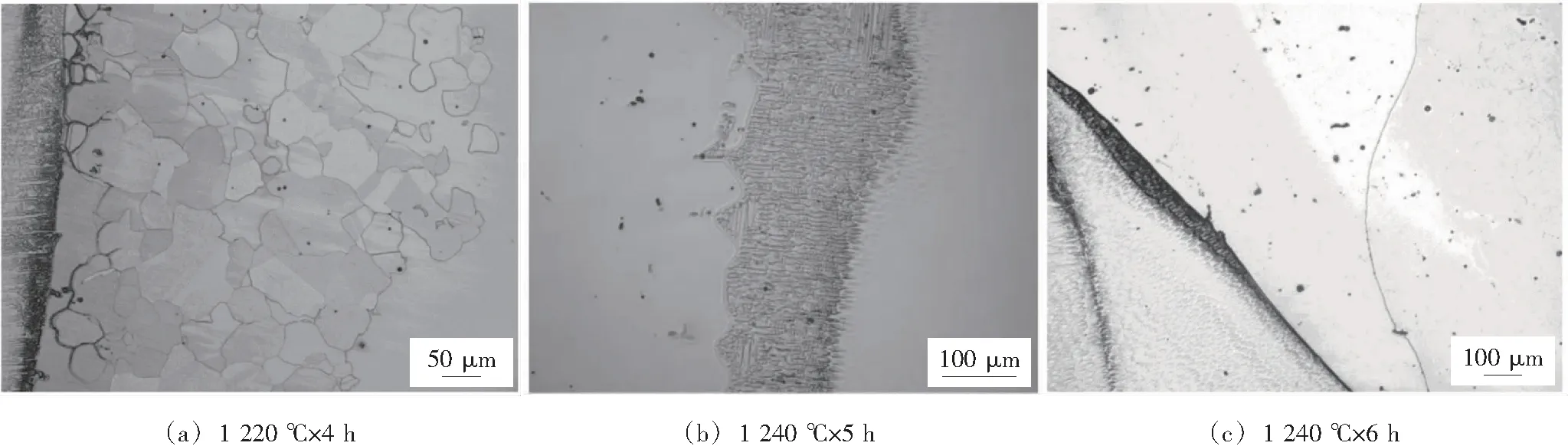
图7 热影响区微观组织
表4 试板焊接前后微观组织结果(固溶处理方式Ⅱ)
3.3 点蚀
采用2种固溶处理方案,焊后试板母材及热影响区试样,其点腐蚀结果见表5,点腐蚀率均符合要求:≤10 mg/(dm·d)。鉴于表5的腐蚀结果,在生产工业化中,推荐选用1 240 ℃×5 h固溶处理。
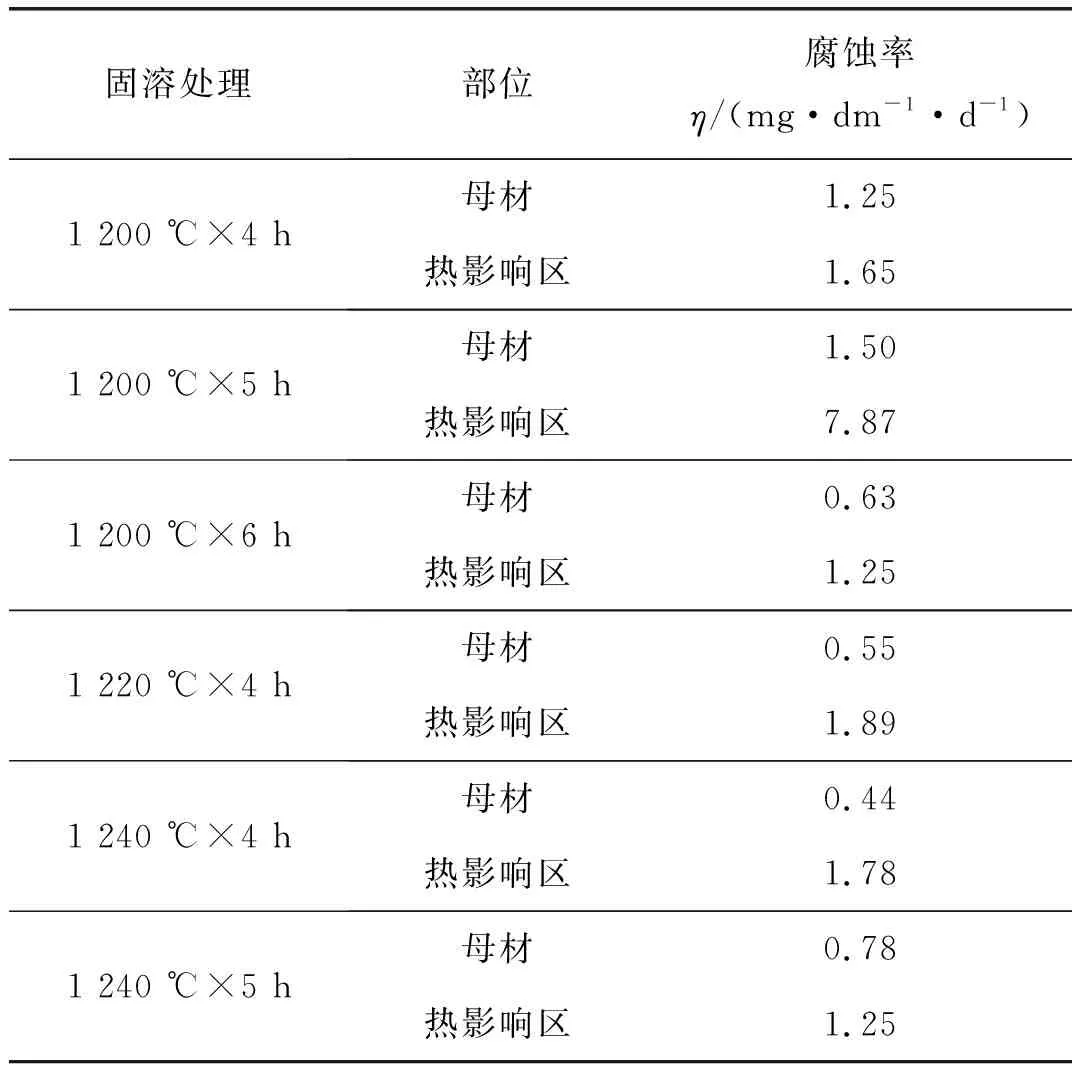
表5 试板焊后点腐蚀结果
4 结论
选用合适的焊接材料和合理的焊接工艺,同时采用合理的固溶处理方式可以使CK3MCuN获得良好的焊接组织和耐蚀性能的焊接接头。从生产工业化角度,推荐选用1 220 ℃×4 h或1 240 ℃×4 h的固溶处理方式,易于取得工程应用最大效益化。