SP700钛合金薄板超塑性研究
2022-03-09朱晓翠崔文俊
朱晓翠,罗 伟,崔文俊
(1.西部钛业有限责任公司,陕西 西安 710201;2.钛合金加工技术国家地方联合工程研究中心,陕西 西安 710201)
SP700是一种新型的富β相的α+β型钛合金,名义成分为:Ti-4.5Al-3V-2Mo-2Fe[1]。它在Ti-6Al-4V钛合金成分的基础上(3/4的Ti-6Al-4V合金元素含量)添加β稳定化元素Mo和Fe,降低了β相转变温度。SP700合金的β转变温度是1 173 K,比Ti-6Al-4V钛合金的β转变温度降低100 K,其超塑成形温度也较低,改善了合金的冷/热加工性能,同时强化了超塑性、可淬性和抗疲劳强度等方面的性能。同时由于铝含量的减少,其耐疲劳性和耐腐蚀性也得到提高[2]。这些优异的机械性能与良好的可加工性、可热处理性相结合,使该合金得到了广泛的关注,应用范围不断增加。
超塑性具有延伸率大、应力小、无颈缩、易成型的特点。超塑性成形工艺比较适用于复杂形状零件成形的精加工,一般成形后零件残余应力小、尺寸稳定、表面光滑美观、且加工成本较低,被广泛应用于航空航天、舰船和化工等领域[3,4]。
基于此,本文主要通过两种超塑性试验方法测试了厚度为2 mm的SP700钛合金薄板超塑性,并确定了SP700钛合金薄板达到最大超塑性时的最佳温度和应变速率,为实际生产中板材超塑成型/扩散连接提供数据支持。
1 试 验
1.1 试验材料与设备
1.试验材料:试验使用的厚度为2.0 mm 的SP700钛合金薄板由西部钛业制造,板材是由厚度为180 mm的板坯经过3火次换向热轧+包覆叠轧+成品热处理生产,其化学成分见表1,相变点:910~915℃,成品力学性能见表2,晶粒尺寸≤3μm,显微组织如图1所示。
图1 试样显微组织

表1 板坯化学成分 %

表2 成品板材力学性能
2.试验设备:采用CMT4104型号电子万能拉伸试验机,有效拉伸空间850 mm,力传感器10 kN、横梁移动速度0.001~500 mm/min。
1.2 试验方法
分别采用恒应变速率拉伸试验和最大m值法拉伸试验2种试验方法测试厚度为2.0 mm的SP700钛合金薄板超塑性,并确定板材最大超塑性指标和最优超塑成型温度。具体操作方法如下:
1.试验方法及记录数据。到温后装炉,保温10 min后进行拉伸,直至试样拉断为止。将试样取出后立即水淬,以保留高温变形组织。记录过程中的应变速率和m值变化数据,应力、应变数据。
2.试样前处理。涂覆抗氧化涂料前,将试样表面进行除油清洗;然后对试样标距段测量直径或厚度,并记录。使用测量后的数据输入计算机程序。
3.试样后处理。试样拉断后立即进行水淬,然后,使用电吹风机将试样吹干,装入试样袋并封口,试样袋上记录以下主要内容:试样编号、试验方法、试验温度、应变速率、最终延伸率。
2 试验方案与结果
2.1 试验方案
采用最大m值法和恒应变速率法2种方法对2.0 mm厚SP700钛合金板材的超塑拉伸性能进行试验,测试温度755℃、765℃、775℃、785℃,试样拉伸轴方向分别与板材轧制方向成0°、45°和90°,应变速率为0.005~0.1 s-1。
2.2 恒应变速率法超塑性延伸率试验结果
图2所示为0°方向不同温度及恒应变速率时超塑性延伸率结果。试验表明,在775℃、0.005 s-1条件0°向试样可获得最高为960.9%的延伸率。

图2 0°向恒应变速率法超塑延伸率
图3所示为90°方向不同温度及恒应变速率时超塑性延伸率结果。试验表明,在775℃、0.005 s-1条件L向试样可获得最高为1 121.2%的延伸率。
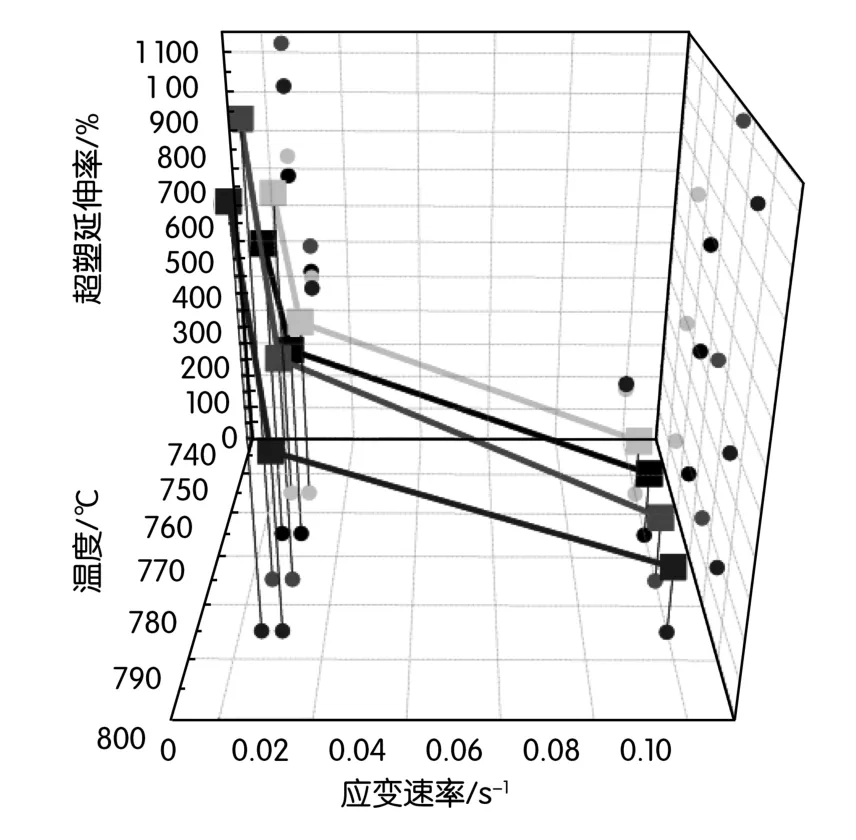
图3 90°向恒应变速率法超塑延伸率
图4所示为45°方向不同温度及恒应变速率时超塑性延伸率结果。试验表明,在775℃、0.005 s-1条件45°方向试样可获得最高为750.8%的延伸率。
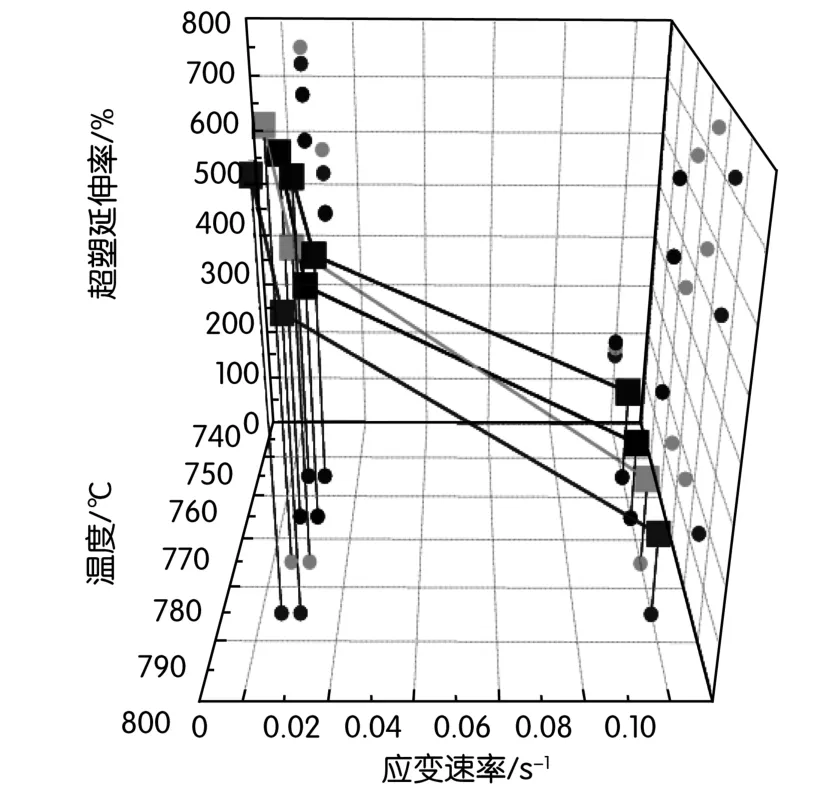
图4 45°向恒应变速率法超塑延伸率
所以,SP700钛合金的最佳超塑成形温度为775℃。对于恒应变速率法,最佳应变速率为0.005 s-1。
2.3 最大m值法超塑性延伸率试验结果
采用最大m值法的最终断裂延伸率如图5所示。在775℃、45°方向的延伸率最高,为3 110%,在785℃、90°方向的延伸率最低,为1 127%。

图5 最大m值法超塑延伸率
钛合金超塑变形工艺中影响钛合金超塑性能的主要因素包括晶粒度、变形温度、应变速率等。在晶粒度和变形温度一定时,因超塑变形中流变应力对应变速率的高敏感性,使得应变速率成为影响钛合金超塑性能的重要因素。最大m值超塑变形拉伸试验法是根据整个拉伸过程中采集到的众多m值数据进行数学平均得到最大m值。在超塑性拉伸过程中,以最大m值为原则,应变速率始终在材料具有最佳超塑性状态下附近波动,可以获得异常高的延伸率。所以,采用最大m值法测得的SP700钛合金薄板超塑性结果远远高于恒应变速率法测得的结果。
3 结 论
1.最大m值法时SP700钛合金薄板的最佳超塑成型温度为775℃。
2.恒应变速率法时SP700钛合金薄板的最佳超塑成型温度为775℃,最佳应变速率为0.005 s-1。
