板材次品移除机的设计
2021-01-18郭鹏梅雪川高燕叶敏郭如峰
郭鹏,梅雪川,高燕,叶敏,郭如峰
(1.国机智能(苏州)有限公司,苏州215134;2.国机智能科技有限公司,广州510535)
0 引言
板材自动输送广泛运用于金属材料、高分子材料和无机材料等领域,尤其是近几年我国加快住宅产业现代化,建筑与装修行业对复合板材的需求越来越大。由于板材规格尺寸工整,易于成型;加上板材尺寸规格多样性好,可以装备式安装,施工效率高;最能做到生产工业化,产品标准化,规格模数化,易于控制产品质量和生产质量[1]。因此,我国对板材加工的技术需求和生产需求越来越大。但目前国内的板材生产加工行业广泛存在的问题是板材生产自动化程度不高,且板材尺寸与重量较大,人工进行次品板材移除的操作难度较大[2]。
针对板材的加工技术需求,本文设计了一套板材次品移除机,该次品移除机可对次品板材进行次品移除,可实现全自动化生产,可应用于工业自动化生产线现场。
1 次品移除机设计
板材次品移除工艺,根据产线前方视觉系统反馈的信息,将视觉系统判定为不良的板材移出输送线并进行堆叠,后续通过人工排出堆叠好的次品板材。
根据上述次品移除工艺,对板材次品移除机进行设计,其重点在于产线以双通道形式设计,需要对两个通道内的次品进行移除。
2 次品移除机主要结构
该次品移除机主要由板材输送装置、板材阻挡装置、次品板材移出装置以及次品板材堆叠回收装置组成,其三维模型如图1所示。板材阻挡装置将在板材输送线上的次品板材剔选出来,通过次品板材移出装置将板材排出并放入次品收集盒内,通过次品板材堆叠回收装置调整次品收集盒高度进行板材堆叠。
2.1 板材输送装置
板材输送装置由辊筒式输送机与板材分段阻挡机构构成,如图2所示。双通道形式组成,两侧配有限位机构,防止板材在输送过程中有较大的偏移。板材需要通过次品板材移出装置将其平移排出输送装置,为了保证板材能够顺利移出输送装置,输送装置使用辊筒式输送机,辊筒可以支撑板材直至板材被移出[3]。

图1 板材次品移除机三维模型

图2 辊筒式输送机示意
辊道选用双通道形式设计,保证板材输送节拍。两条通道中间采用限位机构阻挡,需要排出次品板材时,通过下方多个气缸动作,将限位块下降,使次品板材能够顺利的移出。
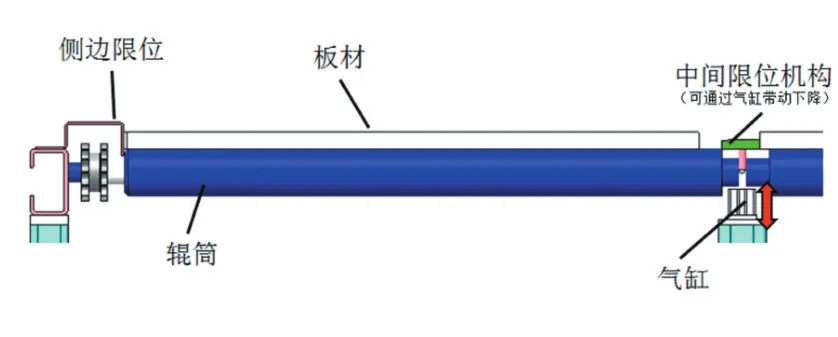
图3 辊筒式输送机细节设计
2.2 板材阻挡装置
板材阻挡装置位于输送辊道下方,通过气缸顶起阻挡块实现板材阻挡功能。板材阻挡装置分为两部分:①来料阻挡机构;②次品阻挡机构。
两种阻挡机构分别由阻挡块顶升模块、传感器加测模块以及结构固定模块组成。
设备对接不良检测机构,当检测到次品板材时,发送信号给PLC系统,来料阻挡机构接收到PLC系统的信号,在传感器检测模块检测到次品板材通过后,气缸顶起板材阻挡块将后方的板材阻挡,前方次品阻挡机构的传感器检测模块检测到次品板材接近后,阻挡次品板材[4]。

图4 次品板材阻挡示意
板材阻挡机构是由气缸、导向柱、固定套筒以及定位块组成,有序地安装在固定板上,当板材需要进行阻挡时,气缸带动导向柱上升,使阻挡块上升至滚筒输送面上方,进行板材阻挡。

图5 阻挡机构截面示意
2.3 次品移除装置
板材阻挡到位后,通过次品移除装置动作将其移载至板材堆叠回收装置内。
次品移除装置主要分为两个结构,次品移除执行机构以及次品回收堆叠机构组成。
次品移除执行机构主要由无杆气缸、板材刮板固定座、板材刮板以及固定架组成,次品板材通过阻挡机构挡停后,通过无杆气缸带动刮板将次品板材从辊道上移除并防置在次品收集盒内。
在板材加工生产中部分缺角不严重的次品板材可以通过人工切割修整后二次利用,因此设备需要对次品板材进行堆叠收集后集中处理,设备采用顶升平台配合次品收集盒进行堆叠收集,次品板材通过次品移除执行机构排出并放置在次品收集盒内,顶升机构通过伺服电机配备丝杆调整收集盒平台高度,使次品板材表面与辊道输送表面重合,下一件次品板材移除时,能够刚好堆叠在前一件板材上方。

图6 次品板材移除示意

图7 次品板材移除示意
3 控制系统设计
3.1 控制原理
根据次品移除机需要实现的板材阻挡、移载等动作,且这些动作的动力源均为电机驱动和气缸驱动,动作重复性和稳定性要求较高,故选用可编程控制器(PLC)进行控制[5]。通过对各个电机和气缸的控制,实现次品/来料板材的阻挡、次品板材移除以及次品收集盒升降的运作。在板材阻挡机构中安装有反射传感器,反射传感器负责检测板材的初步到位情况,并将采样信号反馈给PLC系统,若出现错误则发出警告[6]。同时在板材进入次品板材收集盒方向上,配备对射传感器,其作用是确定次品板材已正确排出[7]。并且通过触摸屏界面与PLC控制系统进行通讯,实现人机交互操作。
3.2 控制系统硬件设计
本系统采用西门子S7-1200系列PLC,该PLC稳定性好、支持多种通讯方式,可以很好的满足工艺控制要求[8]。PLC控制系统由变频器调频的方式控制三相异步电动机,由脉冲的方式控制伺服电机,实现各机构的精确位置控制;使用定时器实现电磁阀的准时关闭,从而实现各气缸的准时动作。PLC通过以太网线与触摸屏通讯,实现人机交互[9]。本系统的硬件配置如图8所示。

图8 控制系统硬件配置
4 板材次品移出试验
4.1 设备试验
利用本文涉及的板材次品移除机进行次品排除实验,通过对判定为次品的板材进行标记,混合在检测为合格的板材内随机输送至线上,通过不良检测系统检测后,次品移除机对来料板材进行筛选排除,最后对次品收集盒内的板材进行清点,确定次品移除机的误判数量。
4.2 试验结果

表1 板材次品移除试验条件
根据实验结果可得表2。
通过试验结果得出,次品收集盒内的次品板材数量为48件,误判件数为2件,因此设备次品筛选正确率为:

表2 板材次品移出试验结果
(产品总数-误判件数)÷产品总数=(200-2)÷200×100%=96%
5 结语
本文针对板材自动化生产的需求,设计了一种全自动化板材次品移除机。该板材次品移除机主要的主要优点有:
(1)可实现全自动化生产,消除了人工操作对产线节拍的影响;
(2)设备结构简单,安装调试较为简洁;
(3)堆叠次品板材,防止板材在移除、搬运过程中二次伤害,部分次品板材可二次利用。
