不同酶解工艺对珍珠油杏出汁率的影响
2022-03-09贾乾赵丛芝唐霞宋春丽张子德
贾乾,赵丛芝,唐霞,宋春丽,张子德
河北农业大学食品科技学院(保定 071000)
珍珠油杏,又称“石匣珍珠杏”,属新疆串枝杏系列,口感细腻,味道甘甜[1]。珍珠油杏果实成熟后呈黄色半透明状,颜色均匀,外形似珍珠,因此被称为“珍珠油杏”。珍珠油杏口感香甜,并且维生素含量较高,可溶性固形物可达24%,总糖含量达18.75%,可食率约95.6%[2]。珍珠油杏中的糖分主要是蔗糖、葡萄糖和果糖。由于其含有的有机酸中苹果酸含量最高,所以珍珠油杏属于苹果酸型杏品种[3]。但是珍珠油杏成熟期较集中,不耐贮运[4],所以为了减少损失,对珍珠油杏加工的研究不可避免。
目前对珍珠油杏加工产品的研究主要有珍珠油杏木糖醇植物蛋白饮料、杏汁、低糖杏酱、杏罐头、杏脯和杏干[5-10]。由于其本身所含糖和果胶较多,破碎后的果浆存在黏度大、出汁率低的问题。为了解决这些问题,人们往往在前处理阶段对原材料进行酶解处理,这可以很好地解决相应的问题[11-12]。
纤维素和果胶是构成植物细胞壁最重要的两种物质。果胶是一种胶体酸性多糖,是最复杂的植物细胞壁多糖,也是多数水果中最重要的生物活性成分[13-15]。果胶酶、纤维素酶可以降解植物细胞中的果胶类、纤维素类物质,使细胞之间的化学键断裂、降低果浆黏度,从而提高出汁率[16-17],果胶酶已被广泛用于果汁的提取和澄清[18]。目前对珍珠油杏酶解工艺的研究仅有使用单一果胶酶的酶解工艺优化[19]。此次试验对单一果胶酶、纤维素酶和果胶酶复配的酶解工艺分别进行优化,并对两种方法进行比较,为珍珠油杏的酶解工艺提供了比较完善的条件和理论基础。
1 材料与方法
1.1 材料与试剂
珍珠油杏(河北省承德市滦平县);果胶酶(河南万邦实业有限公司);纤维素酶(湖南新鸿鹰生物工程有限公司)。
1.2 仪器与设备
Joyoung九阳料理机(九阳股份有限公司);TGL-16M离心机(上海卢湘仪离心机仪器有限公司);电子天平(北京赛多利斯仪器系统有限公司);H.SWX-600BS电热恒温水温箱(金坛市朗博仪器制造有限公司)。
1.3 工艺流程
清洗珍珠油杏→解冻→去核→打浆→酶解→称量离心→测量出汁率
挑选清洗:选择无病虫害的杏果进行清洗、解冻;去核:解冻之后的杏果切分去核;打浆:去核后的杏果每次取250 g放入料理机打浆30 s,得到杏浆;酶解:称取100 g杏浆按照1.4.1小节和1.4.2小节进行酶解处理;离心:酶解结束以后将果浆放入离心管并称量质量,记录,在10 000 r/min条件下离心10 min;测量出汁率:离心结束称取上清液质量,按照1.4.3小节计算出汁率。
1.4 试验方法
1.4.1 果胶酶酶解试验
1.4.1.1 果胶酶酶解单因素试验
分别将果胶酶添加量(0.005%,0.015%,0.025%,0.035%,0.045%和0.055%)、酶解时间(40,80,120,160,200和240 min)、酶解温度(37,41,45,49,53和57 ℃)作为单因素进行酶解试验。每个处理重复3次,计算出汁率。
1.4.1.2 果胶酶酶解正交试验
以单因素试验为基础,以果胶酶添加量、酶解温度和酶解时间为单因素做正交试验,正交试验如表1所示。
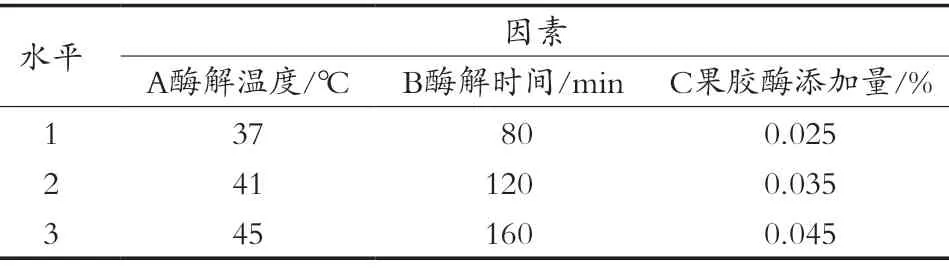
表1 果胶酶酶解正交表
1.4.2 果胶酶和纤维素酶复配试验
1.4.2.1 纤维素酶和果胶酶比例的确定
将纤维素酶和果胶酶按照质量比3∶1,2∶1,1∶1,1∶2和1∶3(酶添加总量0.04%)加入称好的果浆,在45 ℃水浴温度下,酶解120 min,离心,称量上清液质量,计算出汁率。每个处理重复3次,确定纤维素酶和果胶酶的添加比例。
1.4.2.2 果胶酶和纤维素酶复配的单因素试验
分别将酶添加总量(0.02%,0.04%,0.06%,0.08%,0.10%和0.12%)、酶解时间(40,80,120,160和200 min)、酶解温度(37,41,45,49,53和57 ℃)作为单因素进行试验。每个处理重复3次,计算出汁率。
1.4.2.3 复配酶解正交试验
以复配酶解单因素试验为基础,以总添加量、酶解温度和酶解时间为单因素做正交试验,正交试验如表2所示。

表2 复配酶解正交表
1.4.3 出汁率计算
出汁率按式(1)计算。

式中:m1为离心前果浆的质量,g;m2为离心后上清液质量,g。
1.5 数据处理与分析
采用SPSS 20.0对数据进行分析处理,并使用WPS Office进行绘图。
2 结果与分析
2.1 果胶酶酶解工艺优化
2.1.1 果胶酶添加量对珍珠油杏出汁率的影响
由图1可知,随着果胶酶添加量的增加,出汁率呈现先增大又平缓后下降的趋势。果胶酶添加量在0.005%~0.035%之间,随着果胶酶添加量的增大,出汁率也有显著性提高(p<0.05),添加量超过0.035%时,出汁率不再上升并略有下降。因此选择0.025%,0.035%和0.045%进行下一步正交试验。
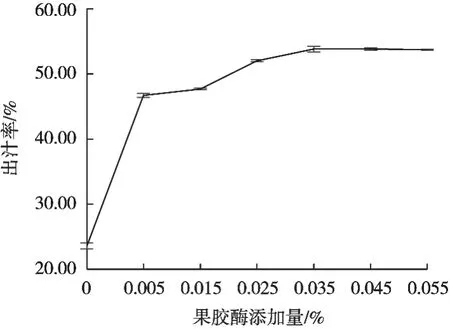
图1 果胶酶添加量对出汁率的影响
2.1.2 果胶酶酶解时间对珍珠油杏出汁率的影响
由图2可知,随着酶解时间的延长,出汁率总体上呈现先增大后减小的趋势。酶解时间在40~120 min时,出汁率呈现逐渐增大趋势;120~240 min时,出汁率呈现逐渐下降趋势。这可能是由于出汁率在达到最大出汁率后,随着时间的延长,酶解体系内会有部分沉淀物又重新分散到体系内使出汁率降低[20]。所以,选择80,120和160 min进行正交试验。
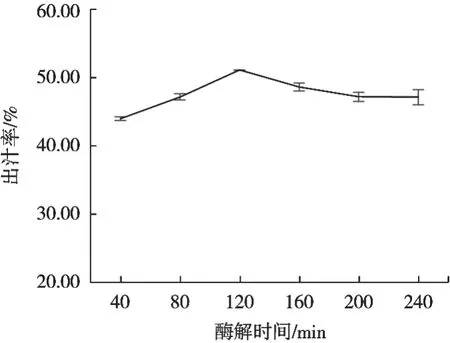
图2 果胶酶酶解时间对出汁率的影响
2.1.3 果胶酶酶解温度对出汁率的影响
由图3所示,随着酶解温度的升高,出汁率总体上呈现先增大后减小的趋势。酶解温度在37~41 ℃时,随着酶解温度的升高,出汁率呈现上升趋势;酶解温度在41~57 ℃时,随温度的升高,出汁率呈现下降趋势;当酶解温度为41 ℃时,出汁率显著高于其他酶解温度(p<0.05)。所以,酶解温度选择37,41和45 ℃进行正交试验。
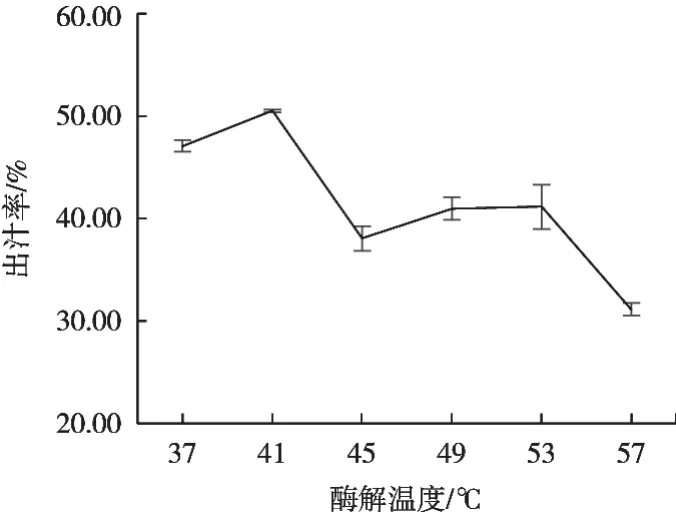
图3 果胶酶酶解温度对出汁率的影响
2.1.4 果胶酶酶解正交试验
由方差分析可知,试验的三个因素中酶解时间(B)对珍珠油杏果浆酶解出汁率的影响差异性显著(p<0.05)。在酶解时间的3个水平间,120和80 min分别和160 min之间差异显著(p<0.05),120 min和80 min之间差异不显著(p>0.05)。由此可知,在一定范围内,延长酶解时间可以提高出汁率。
酶解正交试验结果如表3所示。利用极差分析法对数据进行分析,影响果胶酶酶解珍珠油杏出汁率的因素主次顺序为酶解时间(B)>果胶酶添加量(C)>酶解温度(A),果胶酶酶解最优组合为A3B2C2,即果胶酶添加量0.035%、在酶解温度45 ℃、酶解时间120 min。
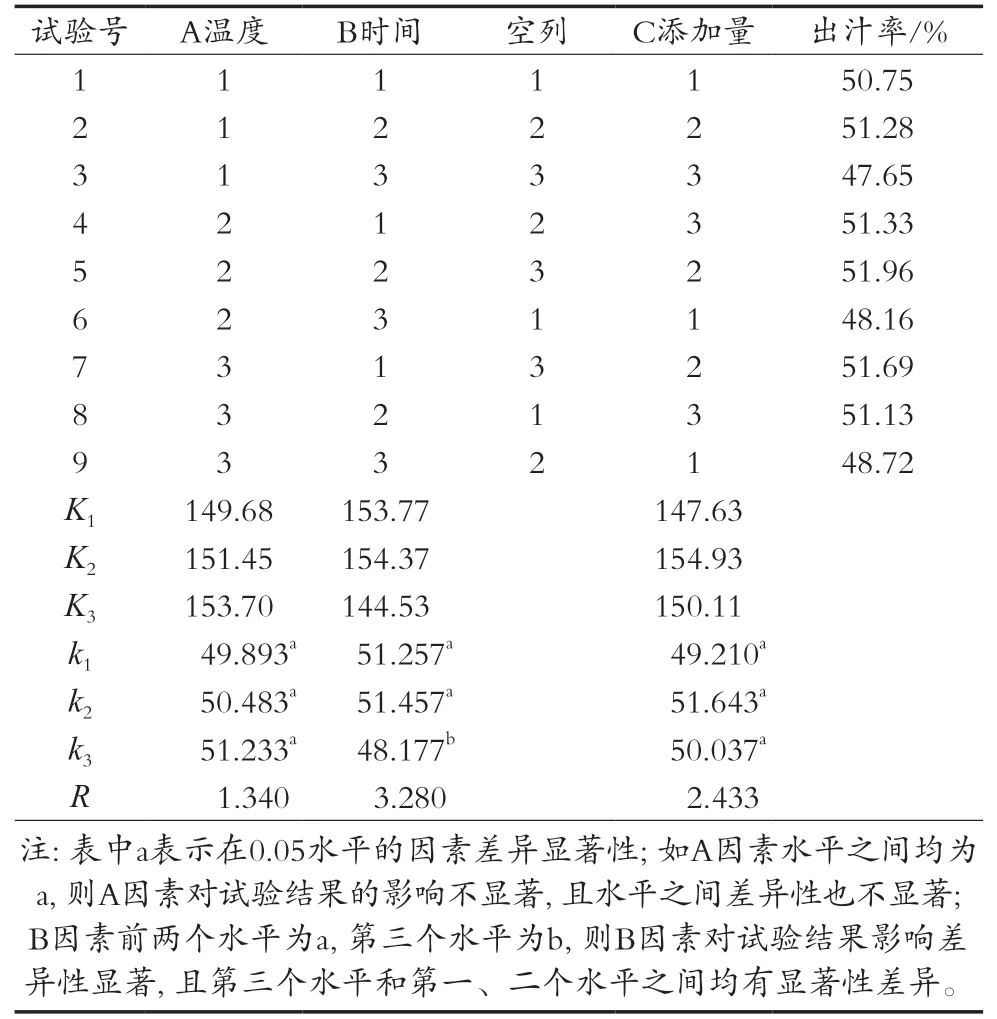
表3 果胶酶酶解正交试验结果
2.2 果胶酶和纤维素酶复配酶解工艺试验研究
2.2.1 果胶酶和纤维素酶添加比例对出汁率的影响
如图4所示,在添加酶总量为0.04%的条件下,随着果胶酶和纤维素酶的比例变化,出汁率总体上呈现先增大后减小的趋势。当果胶酶和纤维素酶的比例为1∶1时,出汁率显著高于其他比例的出汁率(p< 0.05),这是因为果胶酶和纤维素酶之间有协同作用,果胶酶在酶解果胶的同时还可使细胞分开,从而促使纤维素酶作用于细胞壁的纤维素,使细胞壁和果胶分开,促进果胶酶发挥作用,提高出汁率[21-22]。所以选择果胶酶与纤维素酶比例1∶1进行以下复配酶解工艺优化正交试验。
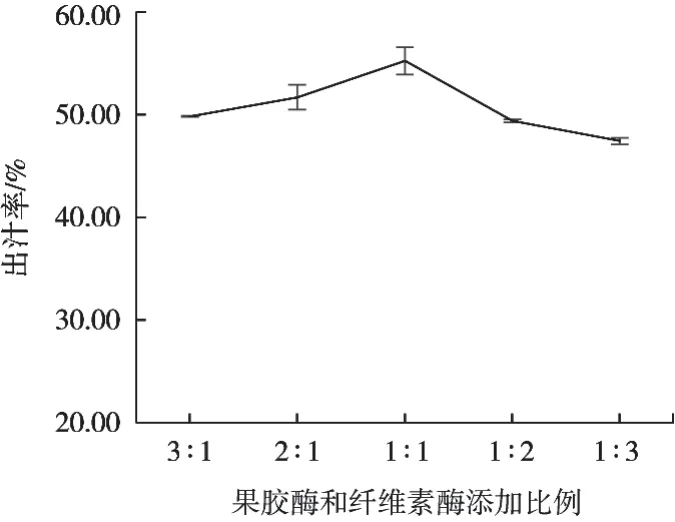
图4 纤维素酶和果胶酶添加比例对出汁率的影响
2.2.2 添加酶总量对出汁率的影响
如图5所示,随着酶添加总量的变大,出汁率总体上呈现先上升后下降的趋势。在酶添加总量为0.08%~ 0.12%时,出汁率显著高于其他酶添加总量的处理(p<0.05),0.08%~0.12%时处理间无显著性差异(p>0.05),且酶添加量为0.08%时,酶解出汁率最高。所以选择0.06%,0.08%和0.10%进行正交试验。
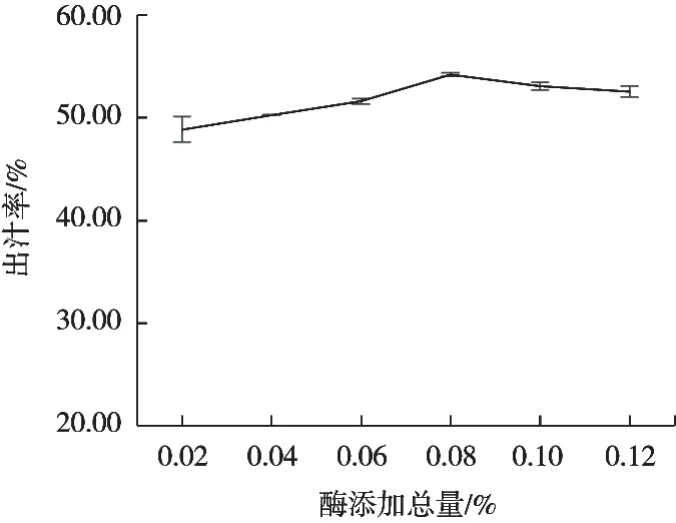
图5 酶添加总量对出汁率的影响
2.2.3 酶解时间对出汁率的影响
如图6所示,随着酶解时间的延长,出汁率总体上呈现先增大后减小的趋势。在酶解时间为120 min时,出汁率显著高于其他酶解时间的出汁率(p<0.05)。因而,选择酶解时间80,120和160 min进行酶解正交试验。
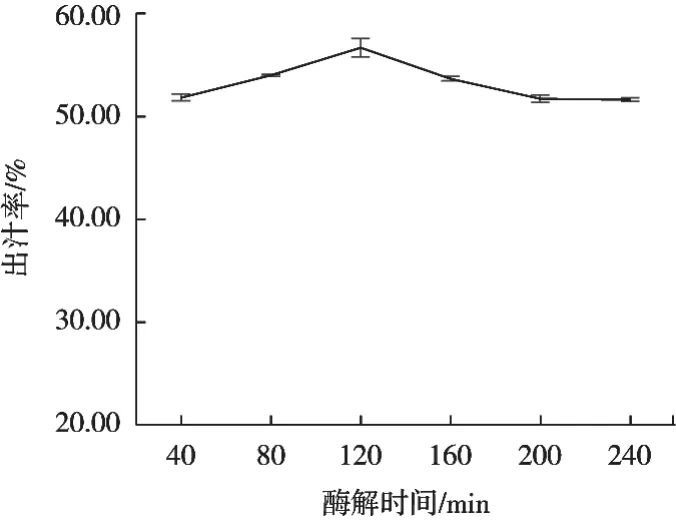
图6 复配酶解时间对出汁率的影响
2.2.4 酶解温度对出汁率的影响
如图7所示,随着酶解温度的升高,出汁率总体上呈现先增大后减小的趋势。酶解温度为41和45 ℃时,出汁率显著高于其他酶解温度(p<0.05)。41和45 ℃之间出汁率没有显著性差异(p>0.05),但是酶解温度为41 ℃时出汁率最高。所以,选择酶解温度37,41和45 ℃进行正交试验。
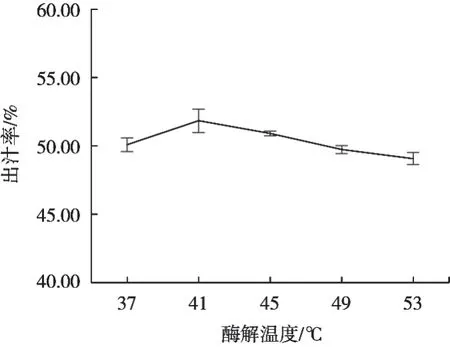
图7 复配酶解温度对出汁率的影响
2.2.5 复配酶解正交试验结果
根据表4进行方差分析,在复配酶解的3个因素中,酶解温度和酶解时间对珍珠油杏果浆酶解出汁率影响差异性显著(p<0.05)。在酶解温度的3个水平中,37 ℃分别和41,45 ℃之间差异性显著(p< 0.05),而41 ℃和45 ℃之间差异性不显著(p>0.05)。由此说明,复配酶解过程中,在一定范围内提高酶解温度可以提高出汁率。酶解时间120,160 min分别和80 min之间差异性显著(p<0.05),而120 min和160 min之间则差异性不显著(p>0.05)。由此说明,酶解时间过长可能会降低珍珠油杏的出汁率。
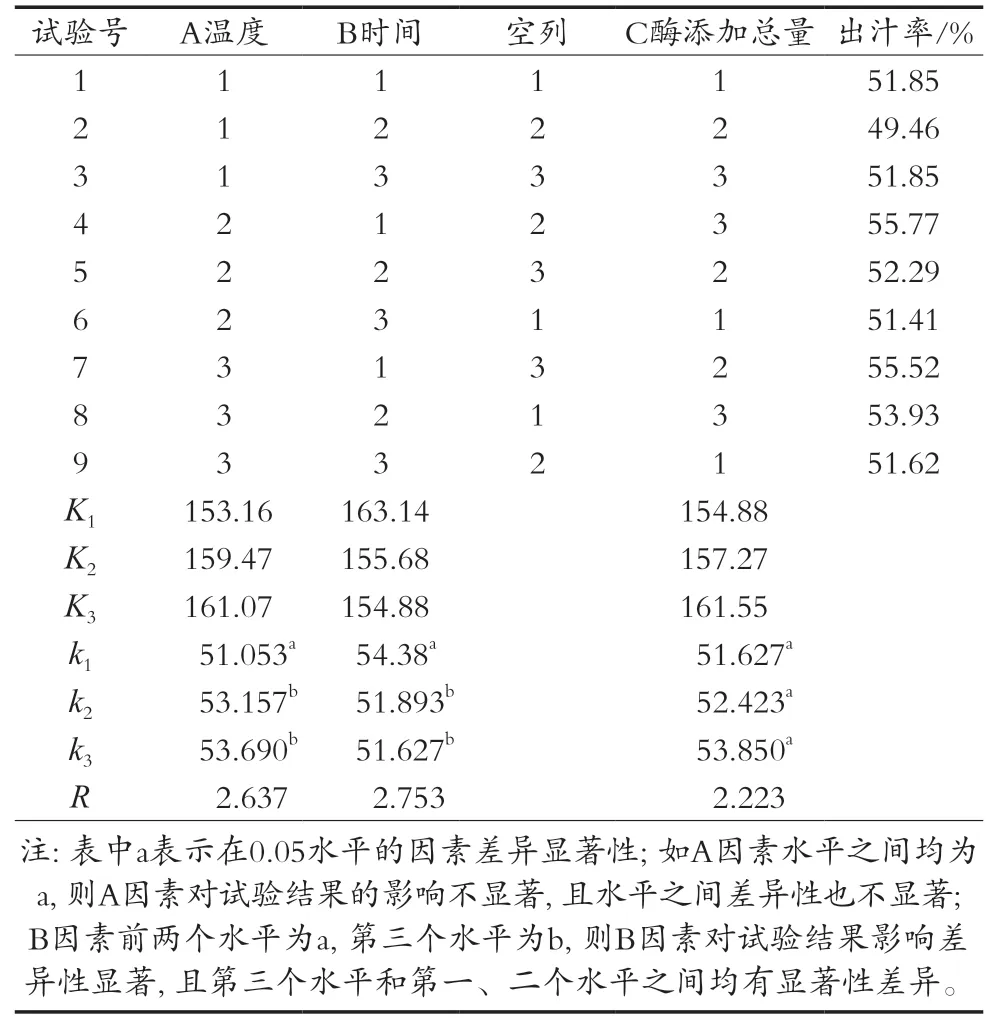
表4 复配酶解正交试验结果
正交试验结果如表4所示。利用极差分析法对数据进行分析,影响复配酶解珍珠油杏出汁率的因素主次顺序为酶解时间(B)>酶解温度(A)>酶添加总量(C),最优组合为A3B1C3,即酶添加总量0.10%、在酶解温度45 ℃、酶解时间80 min。
2.3 两种酶解方法的验证及比较
按照果胶酶酶解正交结果最优试验条件进行验证,即在果胶酶添加量0.035%、在酶解温度45 ℃、酶解时间120 min条件下,珍珠油杏出汁率为54.80%。
按照果胶酶和纤维素酶复配酶解正交结果最优试验条件进行验证,即在果胶酶与纤维素酶添加比例1∶1、酶添加总量0.10%、在酶解温度45 ℃、酶解时间80 min的条件下,珍珠油杏出汁率为56.67%。
3 结论
研究结果得出果胶酶酶解最佳工艺条件:果胶酶添加量0.035%、酶解温度45 ℃、酶解时间120 min,此时果胶酶酶解珍珠油杏的出汁率为54.80%。果胶酶和纤维素酶复配酶解最佳的工艺条件是果胶酶与纤维素酶添加比例1∶1、酶添加总量0.10%、在酶解温度45 ℃、酶解时间80 min,此时果胶酶酶解珍珠油杏出汁率为56.67%。复配酶解工艺与单一果胶酶酶解工艺相比,复配酶解工艺比单一果胶酶酶解工艺不仅节省了40 min的时间,还将出汁率提高了1.87个百分点,且二者差异性显著(p<0.05)。这是由于单一果胶酶只能酶解果胶部分,而复合酶中的纤维素酶与果胶酶可以互相作用,酶解果胶的同时还可以酶解纤维素,从而进一步增大出汁率。最终试验证明用果胶酶和纤维素酶复配酶解,珍珠油杏果浆出汁率更高。除此之外,复配酶解工艺最佳酶时间比单一果胶酶时间少了40 min,在一定程度上提高了酶解效率。
