FANUC粗车循环加工指令的教学设计探究*
2022-03-05郭伟民
郭伟民
(河南职业技术学院 智能制造学院,河南 郑州 450046)
0 引言
FANUC数控系统在机械加工领域中应用广泛。在FANUC数控加工编程技术的学习内容中,数控车床粗加工循环指令(G71,G72,G73)是一组重要的常用指令,熟练掌握这一指令是学生理解并学会手动编程的关键。
1 学情分析
1.1 社会需求
笔者调查、梳理过的相关企业用人要求,可以概括为: 1)有经验,对具体工作有较高的熟练程度和实际操作能力;2)思考力(主要是发现、分析、解决问题的能力);3)表达与交流能力;4)认真负责的工作态度;5)合作能力[1]。从智能制造的未来发展来看,“智造”企业需要具有独立思考能力、终身学习能力和团队合作能力的复合型高技能人才。
1.2 学生情况
对近几年模具专业毕业生就业情况的跟踪调查,发现学生的未来发展存在多样性和不确定性: 1)约50%的学生都选择“专升本”;2)能留在本专业(模具)的少于10%;3)留在机械行业的比例较高,尽管工作的具体岗位因企业而异,但企业对学生的综合职业能力要求却大同小异;4)很多学生在毕业后的前几年心理不适应,工作更换频繁。
在开展本部分内容的学习前,学生已有基础: 1)已初步了解程序的基本组成与结构,能够用G00,G01,G02和G03等基本指令编制符合使用要求的外轮廓精加工程序;2)掌握机床的基本操作方法(含对刀方法等),能够在数控车床上完成上述程序的加工;3)有普通车床实训经验。
2 学习目标
结合社会需求和学生情况,不应机械地按数控车工的岗位就业要求培养学生,而应当基于专业知识,重点培养其具有共性的基本职业能力与核心素养(比如思考能力、交流与合作能力、质量意识、安全意识、认真做事的态度等),使学生适应机械制造类岗位群的基础要求。同时,尊重学生结合自身具体情况规划未来的愿望,确立有弹性的学习目标,并为他们的具体职业规划提供适当且有针对性的帮助与指导。
具体的学习目标可以表述为: 让学生掌握以G71为代表的粗加工循环指令的应用;以此为基础,让学生在边做边学的过程中,把数控加工技术知识、技能、态度和价值观整体性地内化,努力做到知行合一。掌握G71等指令的应用,属于专业能力培养中中等层次的学习目标,不同学生对该指令的理解与掌握程度,反映着个体在这方面的天赋差异[2]。掌握这些知识点是表层化的学习目标,深层的目标在于提升学生个人在学习过程中的深度体验与综合收获,特别是个体关键能力与核心素养的提升程度。
3 教学内容的设计
以掌握数控车床粗加工循环指令G71为着力点,使学生掌握,熟练运用,然后再以比较学习的方式认识指令G72和G73等。
3.1 基本内容
3.1.1 显性内容: G71的基本特点与使用
FANUC粗加工循环指令G71的基本程序格式为:
G71 UΔdRe;
G71 PnsQnfUΔuWΔwFST;
其中,UΔd为每次径向背吃刀量(半径值);R为每次径向退刀量(半径值);P为精加工(循环中)首段程序段段号;Q为精加工(循环中)最后一段程序段段号;UΔu为径向X的精车余量(直径值);W为轴向Z的精车余量;F为粗加工时进给速度;S为粗加工时主轴转速(可省略);T为刀具功能指令。
学生了解上述格式并不难,关键是要理解G71指令的运动轨迹(如图1所示),甚至在机床上通过单段程序运行实际观察,这是掌握好该指令的必要前提,也是深度理解本课程核心概念、培养编程思维的必要措施。在引导学生理解运动轨迹时应明确以下几点。

图1 G71的运动轨迹
1) 从技术进步的角度让学生进行比较采用G71编程与此前采用基础指令(G00和G01等)编程的不同,理解这个循环指令实际上是G00和G01的组合,但它使编程中的重复工作得到简化,体现出技术进步减轻了人的工作量,程序也变得更简洁,并让学生进一步思考:“为什么G71具有这种功能?”引导学生去认识宏程序)。
2) 从应用的角度,必须讲清楚: 1)粗加工与精加工的要点;2)起刀点A的确定方法;③P和Q相同对应段号的逻辑关系与具体使用要求等。并以G71外轮廓加工(见图2)为例先编出程序1(见表1),然后安排学生练习编程或仿真训练。在点评学生程序的基础上,提出粗加工之后、精加工之前的尺寸测量问题,让大家讨论解决办法。教师提出改进程序的方案,并进一步完善程序(见图3的程序2: 粗加工之后暂停,测量余量、修改刀补,然后再启动程序精加工);并引导学生进一步理解程序的结构和作用(可以在现有程序2的基础上,再次把“G00X400Z250;M05;M00”3段放到“N2X102;”之后、“T0101(重新读取刀补值)”之前,以强调G71的运刀轨迹是循着“N1”和“N2”的)。

图2 G71外轮廓加工远刀轨迹
这里的“完善程序”暗含有优化数控加工工艺、追求卓越的思想,体现着精益求精的工匠精神和关心他人、以人为本的人文情怀(编程者要为现场操作者考虑,减轻负担)。
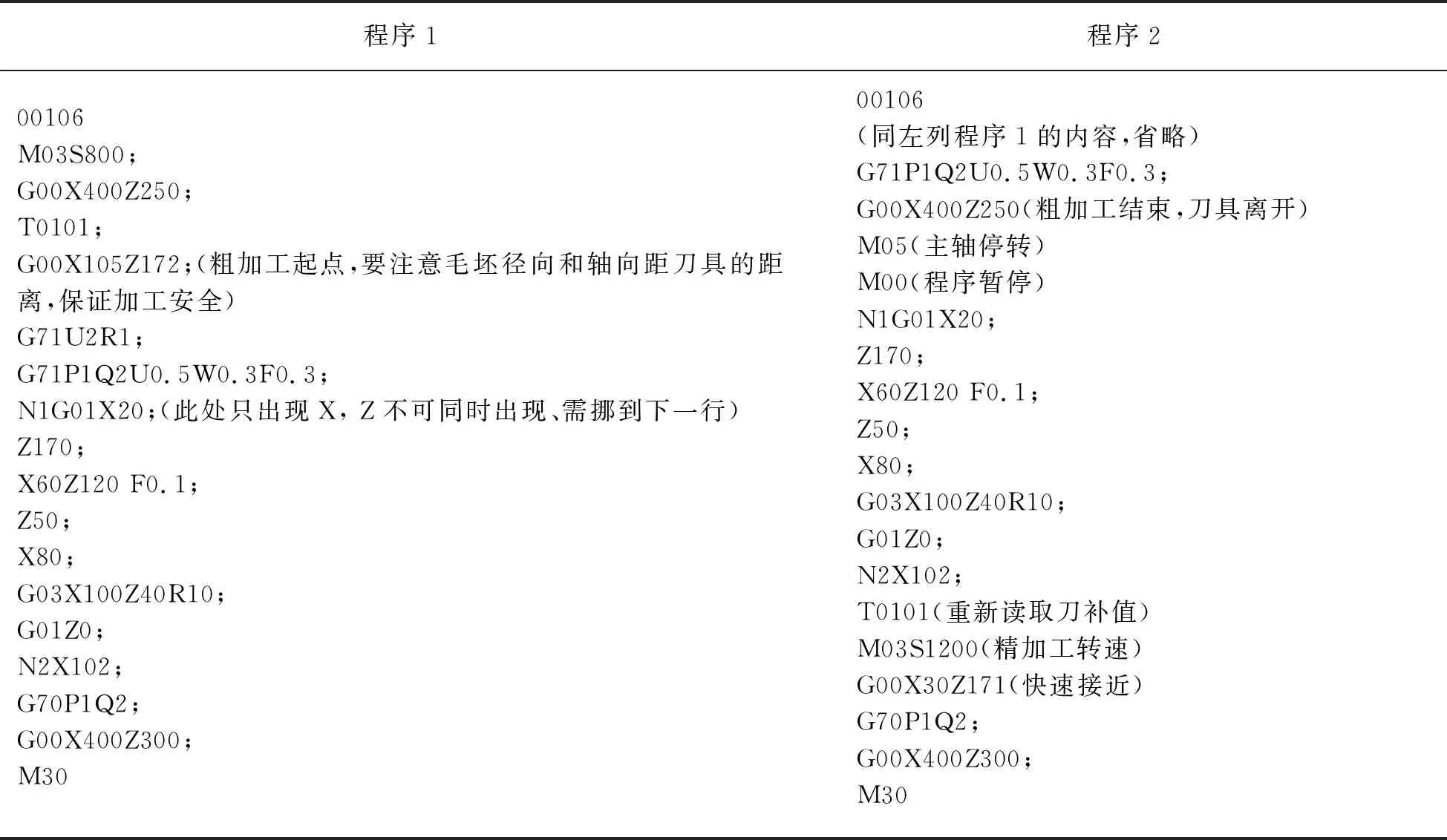
表1 外轮廓加工程序(毛坯为Ф100 mm×220 mm棒料)
在上述主要学习问题解决后,让学生自行查阅G71的使用注意事项,比如:
1) 适于圆棒料毛坯的粗车循环加工,且所加工零件外形轮廓必须是单调递增或单调递减的(凹形轮廓不是分层切削,而是在最后一刀半精加工时一次性进行切削,导致刀具损坏,这是G71(Ⅰ型)外径粗车循环的关键)。
2) 用于对径向尺寸要求比较高、轴向切削尺寸大于径向切削尺寸的工件。编程时,X向精车余量取值一般大于Z向精车余量取值。
3) 循环加工起始段必须为G00或G01指令,且只能沿X轴移动(不能沿Z轴运动)。
4) 粗车循环使用G71程序段或以前指令的F.S.T功能;在循环加工起始段到终了段的任意一行中指定的F.S.T功能,仅在G70中有效。
5) 从起始段ns到终了段nf,不能调用子程序。
6) 当起始段ns用G00移动时,在指令A点,必须保证刀具在Z轴方向上位于零件之外,该程序段不仅用于粗车,还要用于精车时进刀,一定要确保进刀的安全。同时要根据毛坯(或零件)直径确定合适的X坐标,尤其要注意粗加工的第一刀,避免“吃刀量”过大。
7) G71指令必须带有P,Q和地址符ns,nf,且与精加工路径起、止顺序号对应,否则不能进行该循环加工。
这7条使用注意事项有很高的实用性,但属于记忆性知识,也不宜故意安排学生试错,而且很多教材往往不列全,所以比较好的学习方式是安排学生查阅资料并讨论、分享这些间接经验。
在学生完成试件加工后,数控车削加工的一般过程就应了然于胸了。这时安排学生写一个阶段性总结,作为表现型评价的依据;为了避免学生盲目乱写,教师可适当指导,突出要点。书面总结也是锻炼学生表达能力的好方式。
3.1.2 隐性内容及其开发
显性内容是基础,但它属于表层知识与技能,学习过程中还含有大量的隐性内容,比如学科知识中隐含的思维方式和价值倾向,需要教师引导学生实现深度学习[3]。
其中需培养的能力有: (1)数控编程思维模式;(2)学习新指令的能力。这两点又体现出个体的逻辑思维、空间想象和继续学习能力。因此,教师在点评程序和试件的时候,应引导并强化学生在这方面的学习,通过及时评价各学习小组的整体状态,来促进学生之间的交流与合作,提高团队合作意识。
需培养的素养有: (1)产品质量意识与责任心;(2)对机械产品的审美(既是在培养对产品的审美观,也是在铺垫精益求精的工匠精神);(3)安全意识;(4)认真做事的态度(工匠精神的要素)。教师在辅导过程中,结合具体情境提出有关素养要求,让学生将之内化。
3.2 拓展内容
对有关内容的拓展是基于挖掘学科核心素养的角度,以进一步发展兴趣,培养学有余力的学生的自主学习能力、独立思考与探究问题的能力等。以下试举几例。
1) 内轮廓加工。如图3所示的内轮廓加工(毛坯直径设为60 mm),在编程方面是对此前学习的巩固和适度提升,在实际加工方面却明显提高了操作难度。
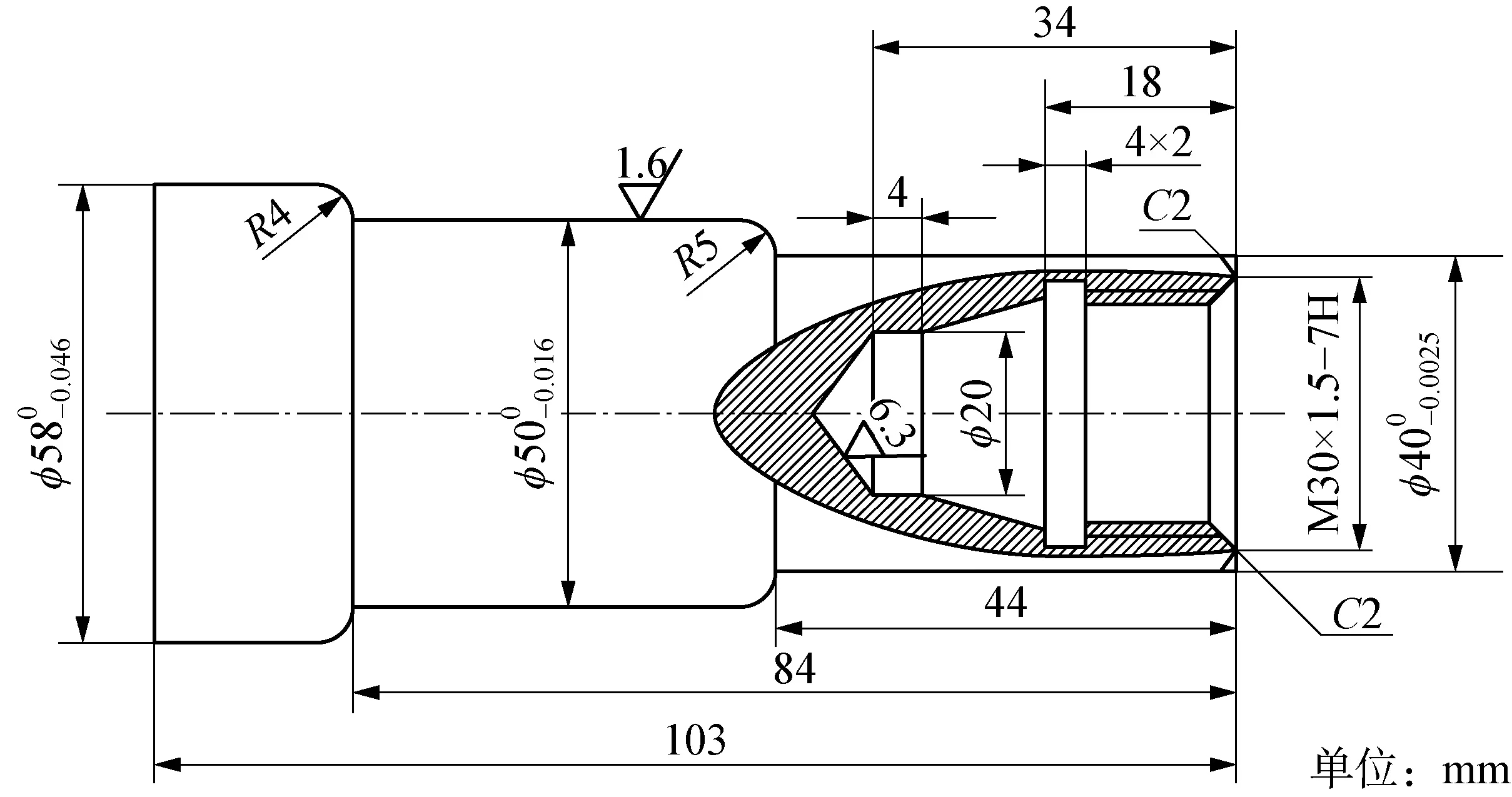
图3 内外轮廓加工
2) G71与G73的比较学习。在充分掌握G71的基础上,学习使用G73就显得很轻松。图4(毛坯为直径45 mm的铝棒料)的葫芦即为17级模具专业的一位学生自选的形状,用G73
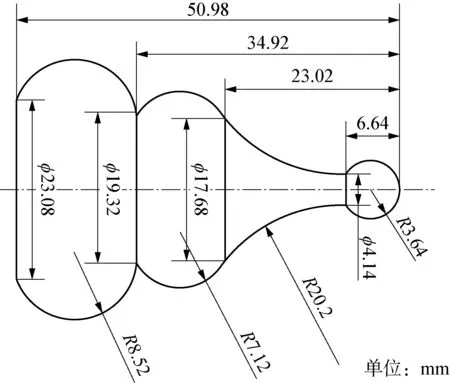
图4 葫芦加工
编程并加工出来。
3) G71(Ⅱ型)探析。教材中几乎未提及Ⅱ型,但可以把它作为探究学习内容,让学生自己去查阅资料,比较、总结。教师可通过几个典型图例把问题提出来,并提示学生之前学习使用的是G71(Ⅰ型),还有G71(Ⅱ型)待探究。至于学生探究的结果是否完全正确并不是很重要,重要的是其分析过程是否合理,分析方法是否正确。
4) 与华中数控系统G71的比较。华中数控系统的许多指令和FANUC数控系统的相近,但又不完全一样。由于实训车间有这两种数控系统的车床,学生在比较学习两种G71的格式之后,进而可在车床上操作练习。这有助于开阔眼界、提高学生进入企业后的适应能力;而且,当某一位同学能使用两种车床时,对周围同学起到很大提振作用,同学之间还会分享新的学习体会。在条件允许的情况下,还可以继续关注西门子数控系统的相关指令。
5) G71与宏程序的结合使用。从教学实践中发现,能否掌握好G71是一个分水岭。一些学有余力的学生在掌握G71后,能够自学并应用其他指令和宏程序,教师应鼓励他们进一步学习,为他们提供更多入门性的宏程序应用练习,并进行个别化的辅导。从教学结果看,能明显提升他们的能力和兴趣。
上述教学内容的设计使得本部分学习内容相对集中,呈模块化、层次化,可以满足学生的差异化学习。
4 教学实践活动
教学活动以学习小组的形式、边学边做(教室集中学习与机床实训各4学时),练习时控制每台机器前的人数不超过2人,注重过程性考核与及时评价[3]。
所有教学活动遵循由易到难、循序渐进。比如拓展内容,学习与辅导基本上都是在课外、个性化辅导,不强求所有同学全部单独完成,可以几个人分工合作,并分享心得、互帮互学。
在整个学习过程中,注重表现型评价(样品、程序,加工过程中的突出表现,书面总结等)。
5 结语
以粗车循环加工指令G71为例,将教学设计为基本内容与拓展内容两部分。整个教学设计以学生已有知识与经验为基础,通过“边学边做”让学生实现知识、技能和态度价值观的一致性建构,学习难度循序渐进,考虑学生个体化差异,并深挖本部分学习内容的学科核心素养,以学生的“学”为中心,体现了核心素养导向的教学策略(整体化、情景化、深度化、活动化、自主化和意义化)[4],教学实践结果表明: 学生对该知识点的理解更为全面、深刻。