数控后处理技术在数控分度盘中的应用*
2022-03-05马树雄巫莹柱余振诚
李 镔,马树雄,巫莹柱,余振诚
(1. 五邑大学 现代工业生产技术综合训练中心,广东 江门 529000;2. 五邑大学 纺织材料与工程学院,广东 江门 529000;3. 五邑大学 190704班,广东 江门 529000)
0 引言
四轴立式数控加工中心配备数控分度盘,可以实现连续的回转加工,也可以回转至特定角度进行定轴加工。蜗轮蜗杆结构的数控分度盘由于蜗轮的材质较软,在进行定轴加工时,需要使用油压或者气压锁紧蜗轮,以便保护蜗轮不受切削力的冲击,提高设备的使用寿命。以常见的数控系统Fanuc为例,锁紧分度盘的指令是M10,松开分度盘的指令是M11。市场上常用的CAM软件(包括Mastercam、 UGNX、 Powermill、 Hypermill等),自带的后处理,都没有自动输出M10以及M11的指令。以往需要后处理生成G代码后,人工去添加,容易出错,效率低。本文以UGNX的后处理模块Postbuilder为例[1],提出在软件后处理模块添加特定设计的逻辑判断语句的方法,通过判断分度盘当前角度与下一个角度相等与否,以便数控软件能根据工件加工角度的变化,在分度盘需要回转时自动输出M11,需要锁紧时自动输出M10,提高数控编程的效率,减少程序出错的概率。
1 数控分度盘定轴加工工作原理
四轴立式数控加工中心上安装有数控分度盘,它为机床提供了回转坐标,使加工复杂曲面变为可能,扩大了机床的加工范围。数控分度盘工作原理如图1所示。
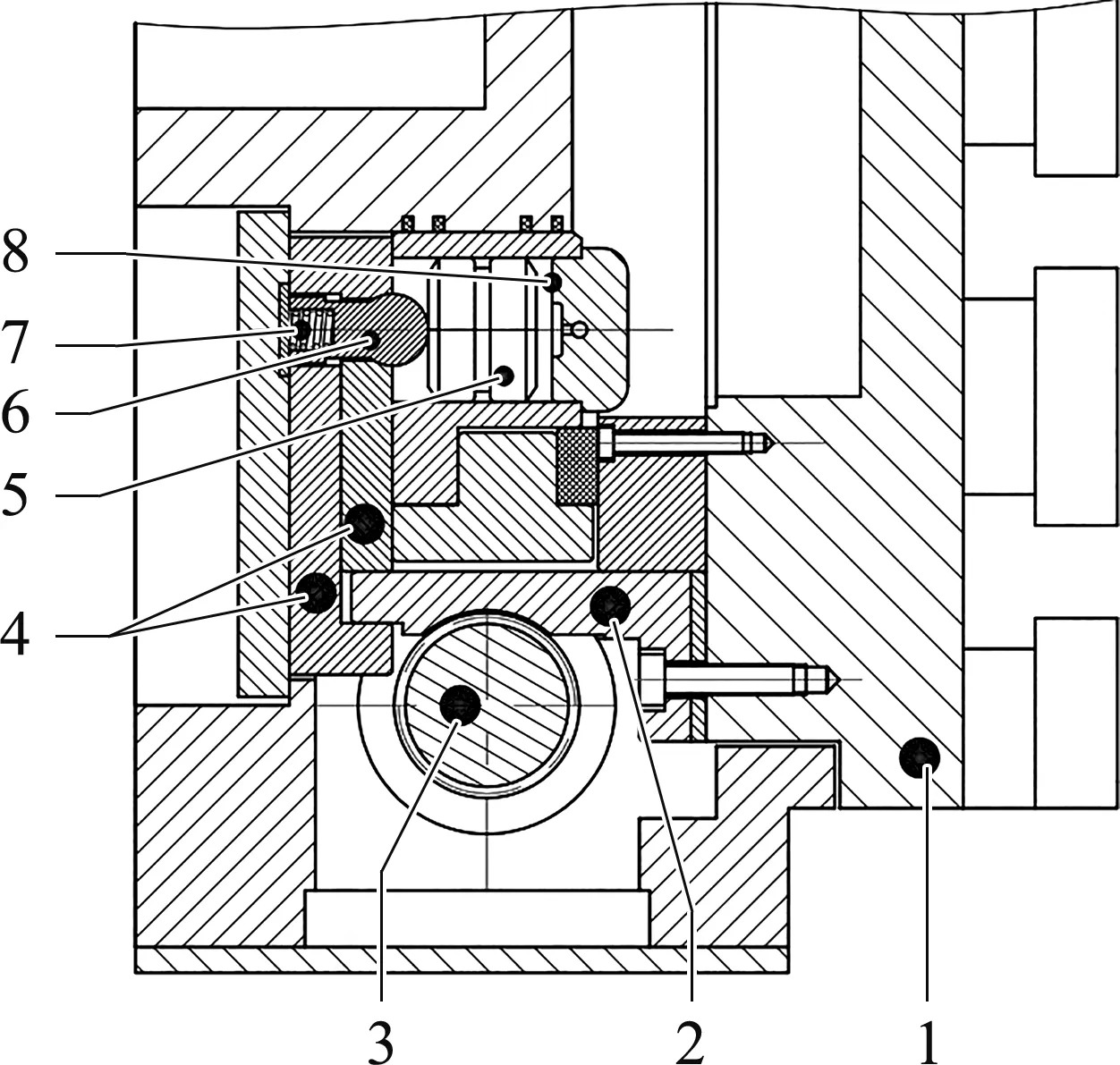
1-工作台;2-蜗轮;3-蜗杆;4-夹紧片;5-活塞;6-钢球;7-弹簧;8-液压缸图1 数控分度盘结构示意
数控分度盘使用伺服电机或者电液脉冲马达驱动,经过齿轮副带动蜗杆3,蜗轮2转动,带动工作台1回转。当需要工作台静止,进行定轴加工时,夹紧液压缸8上腔通入液压油,使活塞5向下运动,推动钢球6向下,推动夹紧片4夹紧蜗轮2,此时,可以在蜗轮被锁紧状态下进行定轴加工。
当工作台需要回转时,夹紧液压缸8上腔的液压油回流油箱,弹簧7使钢球6向上,夹紧片4松开蜗轮。此时蜗轮没有夹紧的状态,依靠蜗杆与蜗轮的自锁也可以进行定轴加工,但这是一种不推荐使用的方式,因蜗轮的材质是锡青铜或者黄铜,蜗杆的材质是硬化钢,使用这种方式,容易磨损蜗轮,增大蜗杆与蜗轮的间隙,影响加工精度。
分度盘还有其他锁紧方式,比如气压碟刹,刹车齿轮锁紧等,目的都是在定轴加工时,保护蜗轮,提高精度。
2 飞机发动机叶片使用数控分度盘进行加工的原因分析
图2中,飞机发动机上的叶片,需要使用安装有数控分度盘的四轴数控加工中心,分别就4个方向进行定轴加工,包含粗加工、精加工、清角加工等共计30多个加工工序[2]。在方向一进行定轴加工时,需要锁紧分度盘;由方向一回转到方向二的过程中需要松开分度盘,到达了方向二时,需要锁紧分度盘再次进行定轴加工。其他方向同理,都需要松开、锁紧指令交替使用。30多个工序,60多次松开与锁紧。

图2 叶轮加工方向说明
在叶片切削过程中,通过测力计测量,切削力10~50 kg,工件形成的力臂在100 mm左右,切削扭矩小于或等于5 N·m,根据厂家提供的参数,数控分度盘在锁紧状态锁紧扭矩是500 N·m,可以满足该产品的加工要求。
切削过程中,刀具震动通过工件会传递到分度盘,进一步传递到蜗轮,如果不使用锁紧方式去进行定轴加工,容易造成分度盘蜗轮的损坏。
为了提高工作效率,减少出错的机会,需要开发专用的机床后处理技术,其应能够根据刀具路径的轨迹自动识别叶轮(图3)是需要锁紧分度盘进行定轴加工,同时输出锁紧分度盘的指令;还是放松分度盘,以便工件回转到特定的角度,同时输出放松分度盘的指令。

图3 叶轮毛坯
3 Postbuilder自动判断输出锁紧与松开分度盘指令的方法与原理
UGNX的后处理模块是Postbuilder[3],其使用TCL(Tool command language)语言作为其命令编程语言,结合Postbuilder自带的MOM(Manufacturing Output Manager)变量,可以实现丰富的机床运动动作的定义。
用UGNX软件设定刀路轨迹后,可以输出刀轨文件,里面包含了刀具刀尖点的数据,后处理的过程就是把刀尖点的数据转换成机床工作台的运动动作,实现数控加工[4]。
为了实现后处理中能自动输出分度盘锁紧指令的功能,需要在Postbuilder中开发合适的逻辑判断语句,通过读取当前分度盘的角度,以及预读下一步分度盘的角度,判断两者是否相等,来决定输出M10或者M11,实现分度盘的锁紧或者放松。其判断流程如图4所示,四轴立式数控加工中心以分度盘的旋转轴定义为第4轴,如果该分度盘的轴线与X轴平行,定义为A轴;与Y轴平行,定义为B轴,本案例把第4轴定义为A轴。
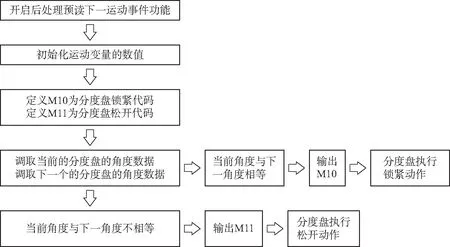
图4 后处理Postbuilder判断输出M10或者M11的逻辑
以下是使用TCL语言编写的逻辑判断的关键语句:
① global mom_nxt_pos mom_pos
② set current [format %.3f $mom_pos(3)]
③ set next [format %.3f $mom_nxt_pos(3)]
④ if {$current==$next} {
⑤ MOM_do_template "A_axis_clamp"
⑥ } else {
⑦ MOM_do_template "A_axis_upclamp"
⑧ }
语句原理解释: 在第①语句中,调用mom_pos mom_nxt_pos作为全局变量,mom_pos(3),表示的是当前的第4轴(A轴)的角度数据;$mom_pos(3),表示调取当前的第4轴(A轴)的角度数据;而这个角度数据,只需要取小数点后3位,因而使用format %.3f,接着把此小数,使用set命令设置到当前,使用字符current表示当前。同样把下一步的第4轴(A轴)的角度数据设置到下一个,使用字符next表示下一个。mom_nxt_pos(3),表示的是下一个第4轴(A轴)的角度数据,这句话的意思是把当前第4轴(A轴)的角度数据赋值给current,同时把第4轴的下一个角度数据赋值给next,这是第②、第③句语句的作用。在第④~⑧句语句中,使用If条件语句进行逻辑判断,当current等于next,也就是当前的第4轴的角度数据等于第四轴的下一个角度数据,则输出M10,如图5所示,第12~13句程序的角度相等,都是0,分度盘不需要旋转,应该执行分度盘锁紧动作,在第6句程序,提前输出了M10指令,实现了分度盘的锁紧,数控机床可以进行定轴加工。如果current不等于next,也就是当前的第4轴的角度数据不等于第4轴的下一个角度数据,则输出M11,如图6所示,第13~14句程序的角度不相等,第13句程序中,第4轴的角度数值是300°;第14句程序中,第4轴的角度值是297度°,需要执行分度盘松开动作;在第6句程序,提前输出了M11指令,实现了分度盘的松开动作,数控机床有可能是在执行联动加工,也有可能是第4轴(A轴)需要回转。

图5 定轴加工NC程序

图6 变轴加工NC程序
完整的实现UGNX数控软件自动输出锁紧、松开指令,还需要在Postbuilder中熟练使用TCL编程语言调用一些系统的变量,初始化一些数值。
4 结语
一般编程工程师在使用CAM编程软件时,主要工作是将加工零件在CAM环境中生成加工刀路轨迹,再使用后置处理模块设定数控机床能识别的G代码。由于工作母机数控机床有很多类型,每种数控机床有不同的硬件配置,比如三轴数控加工中心配备数控分度盘,就是四轴数控加工中心,该分度盘既可以安装在工作台左边又可以安装在右边,还有不同结构的五轴加工中心等。另外,每台机床的控制系统也不完全相同,比如Fanuc, Siemens, Hass等等,因而CAM编程软件生成的G代码,并不适用于所有机床,不同数控机床,就需要配备不同的后处理文件。这就要求开发者熟悉硬件结构以及后处理软件的开发语言,本文提供了实现分度盘自动锁紧松开的后处理技术开发的关键语句、方法以及原理,经过实践应用可以大大提高工作效率,节约用工成本。