气相反应对CVD生长石墨烯的影响
2022-03-04陈恒张金灿刘晓婷刘忠范
陈恒 ,张金灿 ,刘晓婷 ,刘忠范
1北京大学纳米化学研究中心,北京分子科学国家研究中心,北京大学化学与分子工程学院,北京 100871
2北京大学前沿交叉研究院,北京 100871
3北京石墨烯研究院,北京 100095
1 引言
石墨烯,是由单层碳原子以sp2杂化形式紧密堆积成蜂窝状晶格结构的二维纳米碳材料,拥有诸多优异的性质,如高载流子迁移率(200000 cm2·V-1·s-1,室温)1、高热导率(5300 W·m-1·K-1)2、高透光性(97.7%)3、高机械强度(130 GPa)4、高比表面积(2630 m2·g-1)5和独特的筛分特性6等,在柔性可穿戴器件7、光电探测与传感器件8,9、高效率散热器件10,11、能源存储12等领域展现出了广阔的应用前景。
2004年是石墨烯研究热潮爆发的元年。在这一年,英国曼彻斯特大学的Andre Geim教授和他的学生Konstantin Novoselov用胶带剥离法成功地从块状石墨中剥离出石墨烯,并发现了石墨烯独特的电学特性13。六年后,诺贝尔物理学奖授予给了这两位科学家,以奖励他们“对二维材料石墨烯的开拓性研究”。随后的十几年间,石墨烯的相关研究突飞猛进,而这离不开石墨烯制备技术的突破性进展。目前,石墨烯的制备方法主要有机械剥离法14,化学剥离法15,SiC外延生长法16,氧化还原法17,化学气相沉积法(chemical vapor deposition,CVD)18和快速焦耳热法19等。其中,CVD法制备的石墨烯薄膜具有质量高、均匀性好、层数可控且可放大等优点,受到了学术界和工业界的广泛关注20。作为半导体行业广泛使用的一种薄膜制备方法21,CVD法也被认为是最适合高品质石墨烯薄膜批量制备的选择。
CVD是指利用气态或蒸气态的物质在气相或气固界面上发生反应,生成固态沉积物的过程。石墨烯薄膜的CVD制备通常需要一台高温炉,在约1000 °C的高温条件下,甲烷等含碳前驱体作为碳源通入高温腔室后,便会在生长衬底上发生碳源裂解、活性碳物种表面扩散、石墨烯成核生长等过程,最后在衬底表面沉积上一层石墨烯薄膜。研究者们在不同衬底上制备石墨烯,并对其生长行为进行了广泛而细致的研究22-29。其中,铜是制备高品质石墨烯薄膜最常用的金属衬底之一20,30。2009年,Rodney S.Ruoff课题组18首次利用CVD法在铜箔上成功制备出了大面积石墨烯薄膜,从此开辟了高品质石墨烯薄膜材料规模化制备的道路。随后的十余年里,研究者们在石墨烯薄膜的结晶性31、表面洁净度32、层数33、畴区尺寸34和生长速度35等的调控方面不断取得新进展,为高品质石墨烯薄膜的批量制备和应用探索打下了坚实的基础。
在高温CVD体系内,石墨烯在衬底表面的生长伴随着一系列的表面反应。与此同时,气相中也发生着复杂的气相反应和传质过程36,37。早期,人们主要关注衬底表面的反应对石墨烯生长行为的影响,并基于此开展了系统的研究工作26,38-42,而对石墨烯CVD生长过程中气相反应的影响讨论较少,相关工作缺少系统梳理。为填补这一空白,本文将系统地综述气相反应对CVD生长石墨烯的影响,在简单介绍石墨烯在金属衬底和绝缘衬底表面生长的基元步骤后,将详细讨论CVD体系内的气相传质过程和气相反应;之后系统梳理气相反应对石墨烯薄膜的结晶性、洁净度、畴区尺寸、层数可控性和生长速度的影响,并列举气相调控制备高品质石墨烯薄膜的典型策略,最后总结了气相反应对石墨烯生长的影响规律并展望了CVD生长高品质石墨烯薄膜亟待解决的挑战。
2 石墨烯生长的基本概念
一般来说,衬底表面石墨烯薄膜的生长可以概括为碳源裂解、石墨烯成核和石墨烯长大三个阶段:碳源进入CVD体系后,会发生脱氢裂解,形成活性碳物种;活性碳物种在衬底表面迁移、团聚形成碳团簇,碳团簇会不断捕获周围更多的活性碳物种,形成稳定的石墨烯核;随后,活性碳物种在衬底表面不断迁移到石墨烯畴区的生长前沿,为石墨烯畴区的长大和拼接成膜源源不断地提供原料。与此同时,在石墨烯生长过程中,气相和衬底表面存在着复杂且快速的物种动态迁移平衡,如活性碳物种的吸脱附过程等,这也会影响到石墨烯薄膜的生长行为(图1)43。下面将对金属和绝缘衬底表面石墨烯生长的基元步骤分别展开介绍,对其中涉及到的关键影响因素进行说明,并在此过程中厘清气相反应在石墨烯生长过程中发挥的作用。

图1 石墨烯CVD生长的基元步骤示意图Fig.1 Schematic of the elementary steps in the CVD growth of graphene.
对于金属衬底上石墨烯的生长,碳源的裂解以金属衬底表面的催化裂解为主44,同时气相中也会发生碳源的热裂解和催化裂解。金属类型对碳源催化裂解的反应势垒和裂解产物影响很大45。以生长石墨烯的主流金属衬底铜和镍为例,甲烷在镍表面可完全脱氢形成碳原子,而在铜表面上很难完全脱氢,得到的活性碳物种主要是CH自由基46。随后,碳源裂解后产生的活性碳物种会在衬底表面迁移、碰撞,形成尺寸更大、包含更多碳原子的碳团簇;衬底表面形成的活性碳物种也会大量脱附到气相中,并在气相中扩散、碰撞形成碳团簇。这些活性碳物种和碳团簇也有可能再次吸附到金属衬底表面,继续参与石墨烯的成核和生长。石墨烯的成核是指衬底表面碳团簇不断长大的过程47,受到成核势垒48和活性碳物种含量49的影响,成核势垒越低,活性碳物种含量越高,石墨烯的成核速度越快,成核密度也越高。比如,金属衬底的台阶处相较于平台处的成核势垒更低,石墨烯更易成核48。石墨烯长大往往伴随着旧键的断裂和新键的形成,由于石墨烯畴区边缘碳原子的悬挂键通常会被氢原子或金属终止50,终止态的不同会影响石墨烯生长的反应势垒,进而影响其生长速度和形貌。石墨烯的生长速度同样受到活性碳物种供给速度的影响51,52。石墨烯的生长模式有扩散限制 (diffusion-limited growth)和 生 长 限 制(attachment-limited growth)两种53。当衬底表面活性碳物种浓度高,浓度梯度小时,石墨烯的生长模式主要表现为生长限制;反之,则为扩散限制。随着石墨烯畴区的不断长大,未被石墨烯覆盖的具有催化活性的金属衬底的面积不断减小,这就导致衬底表面催化裂解产生的活性碳物种的浓度不断降低,石墨烯的生长速度越来越慢,甚至无法完全拼接成膜51。此时,活性碳物种的有效供给成为石墨烯生长的限速步。通过增加气相中活性碳物种的含量,并利用气相与衬底表面频繁的物种交换过程对石墨烯生长过程中所需的活性碳物种进行源源不断地供给,是实现石墨烯的快速拼接成膜的有效策略之一52。因此,气相中同样发生碳源裂解过程,并且气相物种会对金属衬底表面的石墨烯成核和长大过程带来不容忽视的影响。
对于绝缘衬底上石墨烯的生长,尽管基元步骤与在金属衬底表面基本一致,但在生长行为上表现出了明显的差异性。具体来说,由于绝缘衬底对碳源的催化裂解作用十分有限,热裂解是CVD体系中碳源裂解的主要方式54。由于碳源热裂解的势垒高,效率低,即使热裂解在衬底表面和气相中同时发生,衬底表面活性碳物种的浓度仍然极低55。与此同时,相比于金属表面,非晶态的绝缘衬底表面更加粗糙,缺陷密度更大56;活性碳物种在绝缘衬底表面的迁移势垒也远高于金属表面的迁移势垒57。这就导致绝缘衬底表面石墨烯的成核密度更高,成核时间更长,生长速度更慢,拼接成膜也更为困难。因此,相比于金属衬底,气相中活性碳物种的供给对绝缘衬底表面石墨烯生长发挥着更加重要的作用。
简而言之,由于气相与衬底之间频繁的质量传输和物种交换过程,气相反应会影响衬底表面活性碳物种的类型和含量,进而改变石墨烯的成核、长大和拼接成膜的行为,并最终影响石墨烯的结晶质量、畴区尺寸、层数均匀性、表面洁净度以及生长速度等。下面将分别从流体动力学和热力学的角度对CVD体系内的气相传质过程和气相反应进行介绍,引出对于石墨烯生长至关重要的“边界层”的概念,并分析不同CVD反应条件下气体的流动状态、气相中的反应类型和物种组成等对石墨烯生长行为的影响。
2.1 气相传质过程
在CVD体系中,气体的流动遵循基本的流体力学规律。具体来说,可以根据克努森数(Knudsen number,记为Kn)的不同将气体的流动状态分为三种(图2a):当Kn<0.1时,气体处于粘滞流状态,以连续状态输运;当0.1<Kn<10时,气体为分子流-粘滞流的混合运动状态;当Kn> 10时,气体处于自由的分子流状态,气体分子间会发生频繁碰撞58。克努森数Kn可通过计算分子的平均自由程λ和特征长度L的比值得到,如式(1)所示:

其中,平均自由程λ是用于判断气相中气体分子扩散难易程度的重要物理量,可由式(2)计算得出:

其中,kB是玻尔兹曼常数,T、d、p分别是体系的温度、气体分子的平均直径和体系的压力。
在实际的CVD体系中,特征长度L可以等价为石英管径,一般为dm量级。在常规CVD生长石墨烯的温度(1000 ± 50 °C)和压强(10-105Pa)范围内,气体分子和活性碳物种平均自由程最大为毫米量级,Kn始终小于0.1。此时,CVD体系内气体的流动状态为粘滞流。此外,当体系的反应温度、压力等参数不变时,也可以通过改变特征长度L来改变Kn。例如,可以通过设计铜“信封”59、铜箔垂直堆垛结构60等方式构建限域空间(图2b),将特征长度从石英管径变为限域空间的尺寸,实现粘滞流到分子流的转变。

图2 石墨烯CVD生长过程中的气相传质Fig.2 Mass transport in the gas phase during the CVD growth of graphene.
粘滞流又可细分为层流、湍流和湍流-层流过渡的流动状态(图2c)。其中,层流是指流体各质点沿着轴向平行的方向做互不干扰的直线运动,而湍流是流体不仅沿轴向方向做横向运动,而且沿着各个方向都会做杂乱无章的运动。雷诺数Re是判定上述流体状态的依据:当Re<2000时,流体运动状态为层流;当2000<Re<4000时,流体运动状态为层流和湍流的过渡状态;当Re> 4000时,流体运动状态为湍流58。雷诺数Re可根据式(3)计算得到:

其中,ρ、ν、μ分别为流体的密度、流体速度和粘性常数,L为特征长度。流体速度v可以通过式(4)代入流体流量Φ求得:

由公式(5)可求得流体的雷诺数Re:

理想状态下的层流,气体在不同位置的流动速率完全相同。然而当气体分子在有限空间内沿轴向平行方向向前流动时,贴近容器壁表面的气体会完全润湿,流动速率降为零。由于衬底表面的气体与相邻气体层间存在相对运动,两者产生的摩擦使得相邻气体层的流动速率减小。这种由层间摩擦导致的减速作用随着远离衬底表面而逐渐减弱,即气体流动速率逐渐增大。1904年,德国科学家普朗特首次提出“边界层”的概念,用来描述大雷诺数粘滞流中紧贴物面的粘性力不可忽略的流动薄层。其中,边界层厚度δ的定义为从有限空间的边界开始,沿其法线方向与气体速率达到主体速率的99%时所对应的位置之间的距离(图2d)。由式(6)可知,随着气体沿着管壁向前流动x的距离,边界层的厚度δ(x)逐渐增加20。

对于石墨烯的CVD生长过程,气体进入石英管前,可视为匀速运动;初入石英管,气体会与石英管的上下管壁发生摩擦,向着石英管中心产生速度梯度;随着气体向前推进,边界层的厚度逐渐增加,在距管口距离为x0的位置,上下两个边界层在石英管中心会合,此时边界层的厚度达到整个石英管直径的一半。x0的数值一般较小。例如,在1000 °C的低压(100 Pa) CVD体系里,向管径为10 cm的石英管内通入1 sccm (standard cubic centimeter per minute)的CH4作为碳源和100 sccm的H2作为载气。采用气体的平均半径为0.4 nm,对应流量的氢气和甲烷的混合气体密度ρ为0.06 g·cm-3,气体的粘性常数μ为4×10-5N·s·m-2作为参考数据进行计算58,由式(5)可得对应的Re=2<<2000,将得到的Re值带入式(6),可得x0=1.5 cm。因此,CVD生长石墨烯时,衬底表面边界层的厚度很快达到石英管径的一半,这就使得气相物种主要分布在边界层内。
需要指出的是,边界层的存在对于石墨烯的生长至关重要,这是因为:(1)气态碳源和载气到达衬底表面发生催化裂解反应之前,必须穿过边界层;(2)衬底表面产生的活性物种(如H、CH3)从衬底表面脱附,也需通过边界层扩散出去。在这个过程中,边界层内会发生复杂的气相反应,产生丰富的活性碳物种,给气相和衬底表面间频繁而快速的物种交换和质量输运过程带来影响,进而影响衬底表面的石墨烯生长行为。
边界层的存在使得石墨烯的生长由两个基元过程控制36:一是气相中的碳源或活性碳物种向衬底表面扩散、发生吸附作用的过程,在该传质过程中,穿越边界层到达衬底表面的流量可用式(7)描述:

其中,Fmasstransport是碳源或活性碳物种穿过边界层的质量流量,Cg和Cs分别代表碳源或活性碳物种在气相和衬底表面的浓度,hg是传质系数,由气体本身的扩散能力和边界层的厚度共同控制。
二是抵达金属衬底表面的活性碳物种经过表面迁移、碰撞、继而反应生成石墨烯的过程。该表面反应过程消耗的活性碳物种的流量可用式(8)描述:

其中,Fsurfacereaction是活性碳物种在衬底表面用于生长石墨烯的质量流量,Ks是表面反应常数,与衬底表面温度有关。
当反应达到平衡时,Fmass transport=Fsurface reaction=Ftotalflux。Ftoatalflux,即活性碳物种总的质量流量,可由式(9)描述:

因此,当hg>> Ks时,F=Ks·Cg,表面反应过程成为限制石墨烯生长速度的关键因素;当hg<<Ks时,F=hg·Cg,传质过程成为限制石墨烯生长速度的关键因素36。
不同衬底表面石墨烯生长的限速步骤有所不同。在金属衬底上生长石墨烯时,通常使用低压CVD体系,体系反应腔内气体分子浓度较低,分子的平均自由程较大,传质系数hg大于表面反应常数Ks,因此,低压CVD体系通常是表面生长限制过程;而使用绝缘衬底生长石墨烯时,通常采用常压CVD体系,体系反应腔内气体分子浓度很高,分子之间的碰撞概率大大增加,传质系数hg远小于表面反应常数Ks,因此,常压CVD体系通常是传质限制过程53。
2.2 气相反应过程
气相中活性碳物种的来源主要有两部分:(1)碳源进入CVD腔室后,直接在气相中裂解形成活性碳物种;(2)碳源在衬底表面裂解后生成的活性碳物种从衬底表面脱附后进入边界层。进一步地,这些活性碳物种也可能会在气相中扩散、碰撞并通过加聚和脱氢反应形成较大的碳团簇61,进一步增加气相物种的多样性和气相反应的复杂性。
以CVD体系常用的碳源甲烷为例,动力学模拟结果表明,气相中甲烷消耗的主要路径是脱氢反应生成CH3自由基[CH4+ H → CH3+ H2(52.5%)]和CH3自由基加成反应生成C2H5自由基[CH4+ CH3→ C2H5+ H2(42.4%)] (图3a)。随后,这些CH3和C2H5自由基会继续发生反应,形成C2H4、C2H6、C2H3、C3H3、C3H6、C6H5和C6H6等分子量更大的活性碳物种和碳团簇62。温度是气相中的甲烷裂解反应的关键影响因素。一般来说,低温下气相中的组分多以分子形式存在;当体系温度大于700 °C时,气相中产生了大量CH3自由基;随着体系温度的进一步升高,CH3自由基继续脱氢裂解,形成CH2或CH自由基。
从热力学平衡的角度,也可以对不同CVD反应条件下气相中的物种组成进行定量分析。如图3b所示,侯建国课题组63模拟了不同温度下CVD体系内的物种组成,发现气相中能够稳定存在的物种多达15种,包括H、H2、C、CH、CH2、CH3、CH4、C2、C2H、C2H2、C2H4、C2H6等。无独有偶,Ian A.Kinloch课题组64的模拟结果同样证明,在常规的石墨烯生长条件下(1 mbar,1000 °C) (1 mbar=100 Pa),气相物种组成复杂,除CHx、C2Hy、C3Hz等,还存在分子量较大的活性碳物种,如C4H2、C6H6、C7H8、C8H8、C10H8等。温度和压强等反应参数会影响到气相物种的组成和最终的反应产物(图3c)。如图3d,e所示,相同的反应温度下,当CVD体系的压力PA较大时(100 mbar),气相中C10H8和C6H6等分子量较大的活性碳物种的含量相对较多,即使温度升高到1200 °C,它们的含量仍没有明显降低;而当体系压强较低时,分子量较大的活性碳物种的含量随着温度的升高先增加后减少。一般来说,气相中分子量大的碳团簇的含量较多时,石墨烯的结晶质量往往不理想。这与实验上观察到的低压高温的反应条件有利于生长高品质石墨烯的结论相吻合64。
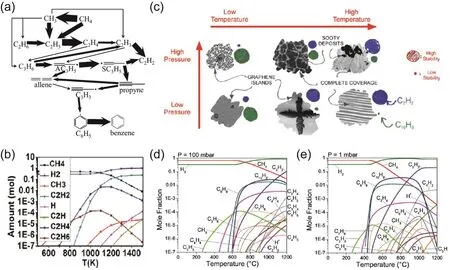
图3 石墨烯高温CVD生长过程中的气相反应62-64Fig.3 Gas-phase reactions during the high-temperature CVD growth of graphene 62-64.
需要指出的是,在引入金属衬底后,气相反应的平衡态被打破,衬底消耗了大量活性碳物种用于石墨烯的生长,气相物种的类型和含量都有明显变化。这也是金属衬底和绝缘衬底表面石墨烯生长行为差异性的原因之一。例如,侯建国课题组63通过理论计算发现,当考虑铜衬底对气相中CH3物种的吸附作用时,吸附在衬底表面的活性碳物种的含量会显著影响气相中的物种组成,导致气相物种的种类和含量明显减少。此外,研究人员通过理论计算还发现,在没有金属催化时,碳源裂解只能通过热裂解进行,C2H5物种的含量很高;而当引入金属催化剂后,C2H5物种会发生催化裂解脱氢反应,同时伴随着C2H物种浓度的迅速增加65。
除通过理论计算研究CVD体系中碳源裂解和碳团簇形成等气相反应外,研究人员也借助质谱和紫外可见吸收光谱等手段在实验上探测到了CVD体系中的气相产物。例如,通过在CVD体系下游原位连接热重质谱仪,李雪松课题组37发现气相物种中除了分子量小于20的甲烷裂解产物,还有分子量大于40的产物,这说明气相反应中碳源裂解会产生活性碳物种,并能进一步反应生成分子量更大的碳团簇。此外,研究人员通过紫外可见吸收光谱对CVD高温生长石墨烯过程中的气相产物进行原位表征,同样证实了边界层内活性碳物种的存在和碳源裂解反应的发生66。
除温度和压强外,碳源类型也会影响CVD体系内的气相物种组成。这是因为,不同碳源的裂解势垒不同,相同反应条件下的裂解产物也有明显差异。例如,甲烷裂解时会断裂C—H键,裂解产物以CH3自由基为主,而乙炔则会优先断裂C≡C键,裂解产物以C2H2自由基为主67;乙醇中C—O键的键能低于乙烷中C—H键的键能,C—O键会优先断裂,大大降低碳源的裂解势垒68。
除碳源类型外,氢气裂解产生的活性氢也能促进碳氢键活化和脱氢反应的进行50,并影响碳氢物种的类型和比例。一般认为,氢气分压越大,C2H2物种的含量越多,石墨烯的质量越高69。此外,在石墨烯生长过程中引入氧70、氟71等元素或金属催化剂等72也能够有效降低碳源的裂解势垒,促进其充分裂解,进而显著改变气相反应,并最终影响石墨烯的生长行为和薄膜质量。
此外,由于气相传质过程,CVD体系内的气相反应和气相物种的组成还具有位置依赖性。研究人员通过流体动力学计算发现,从上游到下游,气相中CH4的浓度逐渐降低,而CH3和C2H浓度不断提高65。也就是说,下游的碳源往往比上游裂解更为充分,且活性碳物种含量更高,这就导致下游的石墨烯薄膜成核密度更高、生长速度更快、覆盖度更高且层数更厚。
3 气相调控对石墨烯生长的影响
3.1 结晶性
材料的结构决定其性质。石墨烯中的碳原子以sp2杂化类型形成的单原子层厚度的六方蜂窝状结构是其诸多优异性质的基础。石墨烯晶格中一旦出现点缺陷、线缺陷等不完美结构,它们就有可能成为载流子、声子等的散射中心,对石墨烯的性质带来不利影响73,74。因此,降低石墨烯的缺陷密度,提高其结晶性是保证石墨烯优异性能发挥的前提和基础。
一般来说,铜、镍等金属衬底可以在石墨烯高温生长过程中,对点缺陷等不完美结构进行动态修复75,76。因此,在合适的反应温度下,金属衬底表面生长的本征石墨烯薄膜一般具有较好的结晶性,Raman光谱检测结果中看不到明显的缺陷峰。早期研究结果表明,气相中金属催化剂含量的增加也有助于进一步提高石墨烯薄膜的结晶性。例如,研究人员分别将铜箔放入单端开口的石英套管的两端进行石墨烯的生长,由于靠近套管封口位置处气相中的铜蒸气含量较高,碳源裂解更充分,此处生长的石墨烯薄膜质量优于靠近套管开口位置处的石墨烯77。
由于缺少促进碳源裂解和缺陷修复的金属催化剂,在绝缘衬底表面制备的石墨烯的结晶质量通常并不理想(图4a)78。为解决这一问题,可以通过向CVD体系中引入金属蒸气作为气相催化剂,促进碳源裂解和绝缘衬底表面石墨烯的缺陷修复,从而提高石墨烯的结晶性31。如图4b所示,沿载气流动方向,在绝缘衬底上游放置一块铜箔,即可显著提高绝缘衬底上石墨烯薄膜的结晶质量。此时,石墨烯样品Raman光谱的G峰强度与绝缘衬底和铜箔之间的距离直接相关(图4c)。距离铜箔太近的位置,未检测到石墨烯的信号;而距离铜箔太远的位置,石墨烯的结晶质量也有所下降。这是因为高温低压条件下,放置在上游的铜箔不断挥发产生铜蒸气,铜蒸气在气相传质过程中不断向下游迁移,导致CVD体系内不同位置的铜蒸气含量不同。研究人员调整了引入金属蒸气的方式,将放置在上游的铜箔置于绝缘衬底的上方,解决了铜箔挥发出的铜蒸气在绝缘衬底表面分布不均匀的问题,在提高石墨烯薄膜结晶质量的同时,也提高了其生长的均匀性(图4d,e)79。除铜蒸气外,向CVD体系内额外引入镍蒸气、镓蒸气或含氧蒸气等也被证明可以显著提高绝缘衬底表面石墨烯薄膜的结晶质量42,59,72。

图4 气相反应对石墨烯结晶性的影响31,78,79Fig.4 Influence of gas-phase reactions on crystallinity of graphene 31,78,79.
3.2 洁净度
高温CVD体系中,石墨烯的生长往往伴随着大量气相副反应的发生,导致石墨烯薄膜表面沉积了大量的无定形碳,造成石墨烯薄膜的“本征污染”现象80,并对石墨烯材料的光、热、力、电等性能带来不利影响32,55,81-84。
为解决石墨烯的“本征污染”问题,北京大学刘忠范-彭海琳课题组提出了“气相助催化”的方法,通过向气相中持续不断地供给铜蒸气,有效提高了碳源在气相中的催化裂解程度,减少了气相中较大分子量的碳团簇的形成,进而抑制了无定形碳污染物的生成,成功地制备出了超洁净石墨烯薄膜。
他们尝试了两种策略,其一是引入比表面积大的泡沫铜,其二是使用含铜碳源醋酸铜。泡沫铜比表面积大,在高温、低压CVD体系中可挥发出大量铜蒸气(图5a),保证气相中充足的铜蒸气供给32。此外,泡沫铜具有较强的吸附能力,能吸附气相边界层中的副反应产物,进一步减少石墨烯表面可能出现的污染物的含量。实验结果表明,当引入泡沫铜后,石墨烯薄膜表面的污染物含量显著降低,洁净度从不足50%提高到了99% (图5b,c)。图5d的理论计算结果定量比较了气相中甲烷催化裂解和热裂解的势垒差异,进一步证实了气相金属催化剂的存在对降低碳源脱氢势垒,促进其充分裂解的重要性。如图5e所示,含铜碳源醋酸铜能够在供给活性碳物种的同时,保证气相中铜蒸气的持续稳定供给55。与使用甲烷相比,使用醋酸铜作为碳源能够有效抑制气相副反应的发生,提高CVD石墨烯薄膜的表面洁净度。使用分子筛分别收集了使用甲烷和醋酸铜生长石墨烯时的气相组分并进行拉曼光谱表征可知(图5f):使用甲烷生长石墨烯时,分子筛收集到的物种有明显的D峰,说明气相中存在大量结晶性较差的无定形碳;而使用醋酸铜生长石墨烯时,收集的物种却几乎没有D峰,说明气相中几乎没有无定形碳,即充足的铜蒸气能够有效抑制气相中副产物的形成。

图5 气相反应对石墨烯洁净度的影响32,55,83Fig.5 Influence of gas-phase reactions on intrinsic cleanness of graphene 32,55,83.
除金属催化剂外,冷壁CVD体系中独特的温场分布(图5g)也能抑制气相中大的碳团簇的形成,减少CVD生长的石墨烯薄膜表面污染物的含量。在第二节的讨论中已经提到,随着温度的升高,气相中分子量较大的活性碳物种的含量也会有所增加。传统的热壁CVD通过对反应器壁加热使整个体系处于高温状态,气相温度与衬底温度基本相同,高温下气相中形成的大量活性碳氢物种,容易碰撞形成大的碳团簇,导致石墨烯表面无定形碳的生成(图5h)。与热壁CVD不同,冷壁CVD只需将衬底加热到石墨烯所需的生长温度,而气相可保持较低的温度,在高温生长石墨烯的同时,能够有效抑制气相副反应的发生(图5i)。基于此,研究人员利用冷壁CVD中独特的温场分布制备出了超洁净石墨烯薄膜83,为高品质石墨烯薄膜的工业化生产提供了一种新选择。
绝缘衬底表面生长的石墨烯薄膜同样存在本征污染的问题,且无定形碳污染物往往含量更多。对于绝缘衬底表面石墨烯薄膜的生长,除了在气相中引入金属蒸气外32,通入合适的氧化性气氛,也能够刻蚀石墨烯表面的污染物,获得高洁净度的石墨烯薄膜。例如,研究人员在高温生长石墨烯的过程中,向CVD体系内通入微量的水蒸气对石墨烯表面的无定形碳进行刻蚀,并通过改变水蒸气的含量,实现了石墨烯薄膜洁净度的有效调控85。在一定范围内,随着水蒸气含量的增加(0-0.3%,volume fraction),石墨烯薄膜的洁净度不断增加。此外,选用含氧碳源乙醇等也能提高石墨烯薄膜的表面洁净度86。
3.3 石墨烯层数
石墨烯的层数对其性质和应用有显著影响87。以石墨烯的电学性质为例,单层石墨烯是零带隙半金属材料13;而双层AB堆垛的石墨烯由于层间π轨道的耦合,在施加外电场后很容易打开带隙成为半导体79,在光电子应用和未来的微处理器方面有独特的应用优势。因此,控制石墨烯的层数和大面积层数均匀性对于实际应用具有重要意义88。
如前所述,气体进入CVD系统后,在石英管内沿其轴向流动,碳源裂解产生的活性碳物种浓度沿着气流方向不断增加,且下游碳源物种裂解更充分(图6a),导致上下游石墨烯的层数出现差异且下游更容易生成双层和少层石墨烯63。如图6b所示,研究人员对体系内不同位置生长的石墨烯进行透光率测试,发现样品存在明显的不均匀性,上游到下游石墨烯的透光率从97.2%降低到78.5%,即从上游石墨烯以单层为主,而下游石墨烯的的厚度明显增加,根据透光率折算,相当于9-10层石墨烯的厚度。而使用水平等间距放置的多片铜箔(图6a),由于不同位置处金属催化剂含量和碳源裂解程度的改变,气相中活性碳物种分布的均匀性得到了有效提升,大范围内石墨烯薄膜的层数也更加均匀,其透光率变化范围仅为0.8% (96.6%-97.4%),即不同位置的石墨烯薄膜均以单层为主(图6c)。当批量制备大尺寸石墨烯薄膜时,随着CVD体系尺寸的增大,气相传质过程也会变得更加复杂89,这进一步增加了大尺寸石墨烯薄膜层数控制的难度。因此,气体流动状态和流场分布状态的调控对于大尺寸石墨烯薄膜的层数控制尤为关键90。比如,为了提高铜薄膜/蓝宝石衬底表面批量制备的石墨烯晶圆的层数均匀性,研究人员将CVD体系的进气孔由传统的单气孔供气调整为多气孔供气,并结合生长衬底的间距优化,显著改善了气相中流场分布的均匀性(图6d)89。为实现了单批次30片4 inch (1 inch=2.54 cm)石墨烯/石英晶圆的均匀生产,研究人员结合流场动力学模拟,提出了新的衬底放置方案,有效提高绝缘衬底上批量制备石墨烯的流场均匀性(图6e)91。该方法制备的石墨烯晶圆面内和批次内都具有良好的层数均匀性,且透光率均高于90% (图6f,g)。

图6 气相反应对石墨烯层数的影响63,89,91Fig.6 Influence of gas-phase reactions on graphene layer 63,89,91.
3.4 畴区尺寸
在石墨烯薄膜生长过程中,畴区取向不一致的相邻畴区拼接时会产生晶界。晶界的存在会严重影响石墨烯的电、热、力学等性能和化学稳定性92-94。因此,增大石墨烯的畴区尺寸,减少晶界数量一直是高品质石墨烯生长的重要目标。
降低石墨烯的成核密度是增大石墨烯畴区尺寸的关键49,95。其中,气相中碳源的供给方式对石墨烯的成核密度影响很大。如图7a所示,研究人员采用局域供碳的方式,使得Cu85Ni15合金衬底上的局域碳浓度过饱和,而其他区域碳浓度几乎为零,实现了石墨烯在单个位点的成核,生长150 min即可得到畴区尺寸为1.5 inch的石墨烯单晶34。而在相同的生长条件下,若采用全局供碳,合金衬底上会有较多的成核位点,仅能得到毫米尺寸的多个石墨烯单晶(图7b)。如图7c所示,研究人员将局域供碳与石墨烯动态生长相结合,利用“进化选择”生长法,在多晶铜镍合金衬底上成功实现了英尺级别石墨烯畴区的制备96。
使用绝缘衬底生长石墨烯时,热裂解反应产生的活性碳物种供应不足,会导致石墨烯的生长受限,畴区尺寸较小。为了促进碳源的充分裂解,研究人员使用含有金属的二茂镍作为碳源,借助气相中镍蒸气的催化裂解作用(图7d),有效提高了绝缘衬底上石墨烯的畴区尺寸和生长速度72。由图7e可知,石墨烯畴区的最大尺寸可达20 μm,显著优于相同生长时间内使用苯甲酸和甲烷作为碳源生长的石墨烯的畴区尺寸。

图7 气相反应对石墨烯畴区尺寸的影响34,72,96Fig.7 Influence of gas-phase reactions on domain size of graphene 34,72,96.
3.5 生长速度
新兴材料广泛应用的关键在于低成本批量化制备。CVD法生长石墨烯通常需在较高温度进行,生长时间越长,能耗越大。因此,石墨烯生长速度的提升,能够减少生长石墨烯所需的时间,助力石墨烯薄膜的低成本制备。
活性碳物种的供给是影响石墨烯生长速度的关键因素。基于气相传质部分的讨论可知,构建限域空间可以将气体流动状态由粘滞流改为分子流,增加气相物种与衬底的碰撞几率,进而提高石墨烯的生长速度。基于该原理,研究人员采用新颖的铜箔叠层堆垛的方式(图8a),实现了石墨烯的快速生长97。他们将垂直堆垛的铜箔间隙控制在10-30 μm,该距离远小于常规LPVCD体系中气体分子的平均自由程,保证了气体分子的运动状态为分子流模式。限域空间的存在促使气体分子在堆垛的铜箔衬底间来回碰撞,分子间的碰撞频率显著提高,有效促进了碳源的裂解,从而提升了衬底表面的活性碳物种浓度。当使用甲烷作为碳源生长石墨烯时,仅生长10 min即可获得3 mm的石墨烯畴区(图8b),即石墨烯的最快生长速度可达300 μm·min-1。
基于限域空间的设计,若引入其他辅助因素,石墨烯的生长速度可进一步提高。同样基于铜箔垂直堆垛的限域空间设计,将碳源从甲烷换为裂解势垒更低的乙烷,能够将石墨烯的生长速度进一步提高到420 μm·min-1,实现亚厘米尺寸石墨烯单晶的快速制备(图8c)98。此外,在限域空间内,引入微量氧、氟等能够降低碳源裂解势垒,从而更加显著地提高石墨烯的生长速度。例如,研究人员将平整的氧化物基板置于铜箔下方,向CVD体系内提供连续的氧供应,实现了最高可达3.6 mm·min-1的生长速度70;将金属氟化物基板置于铜箔下方,提供连续的氟供给,实现了最高可达12 mm·min-1的生长速度71。氟化物辅助石墨烯快速生长的策略,对于绝缘衬底同样适用99。

图8 气相反应对石墨烯生长速度的影响35,86,97,98Fig.8 Influence of gas-phase reactions on growth rate of graphene 35,86,97,98.
除铜“信封”和铜箔垂直堆垛的结构外,大尺寸铜衬底表面生长石墨烯时,限域空间的构建往往需要借助载具来对铜箔辅助支撑,以避免上下层铜箔之间的黏连。此时,除水平放置外,衬底也可以垂直放置100。例如,研究人员基于特殊的载具设计,实现了多片生长衬底相互平行的垂直放置,通过优化载具间的距离,对石墨烯的生长速度实现了有效调控101。
在绝缘衬底表面生长石墨烯时,构建限域空间同样能够提高石墨烯的生长速度。研究人员把一片毛玻璃置于绝缘衬底上方,在两者之间形成2-4 μm高的狭缝作为“限域反应室”,在石墨烯生长过程中,毛玻璃粗糙的表面对反应气流造成扰动,有效地增加了碳源分子之间的碰撞频率,提高了活性碳物种的局域浓度。该方法能够在75 min内获得满覆盖的石墨烯薄膜,其生长速度远高于绝缘衬底上石墨烯的常规生长速度102。
碳源类型对绝缘衬底上石墨烯薄膜的生长速度同样有着显著影响。在相同生长温度下,裂解势垒较低的碳源会产生更多的活性碳物种,从而提高石墨烯的生长速度。例如,研究人员利用乙醇作为碳源,进一步提升了石墨烯的生长速率,在4 min内即可制备出60 cm长度的满覆盖的石墨烯薄膜(图8d)86。
此外,选用合适的气相催化剂也能提高石墨烯的生长速度103。例如,利用硅烷35作为气相催化剂能实现石墨烯在六方氮化硼上的快速生长(图8e,f),石墨烯的畴区可以在15 min内长大至15µm。这是因为引入的硅原子能够降低活性碳物种拼接到石墨烯边缘的势垒。与未引入硅烷时石墨烯的生长速率相比,该方法中石墨烯的生长速率提高了两个数量级。选用含有金属的碳源,如二茂镍72、醋酸铜55等同样能达到上述效果。
4 总结
本文综述了气相反应对CVD生长石墨烯的影响,系统总结了通过气相调控法制备高品质石墨烯的代表性工作。我们从石墨烯CVD生长的基元步骤出发,介绍了相互制约的气相反应和衬底表面反应对石墨烯生长行为的影响,从气相传质过程和气相反应两方面入手详细讨论了气相调控对石墨烯生长的重要性和影响规律。随后,我们列举了近年来通过调控气相反应制备高品质石墨烯薄膜的相关工作,阐述了气相传质过程和气相反应的改变对石墨烯的结晶性、洁净度、畴区尺寸、层数可控性和生长速度等的影响,并对相关调控策略的基本原理、关键参数和典型结果进行了介绍。
总体来说,目前调控气相反应制备高品质石墨烯薄膜的策略可以分为以下几类:(1)增加气相中金属催化剂含量,促进碳源裂解,包括使用含有金属元素的碳源、金属箔材、金属泡沫或液态金属等;(2)选择更易裂解的碳源,例如乙烷、乙炔、乙醇等;(3)引入含氧物种,可以是氧气、水、二氧化碳等小分子,氧化铝、氧化硅等无机物或乙醇等含氧碳源;(4)构筑限域空间,使气体流动状态由粘滞流变为分子流,以增加气相物种与衬底的碰撞频率,具体可通过构筑铜“信封”、铜箔垂直堆垛结构、绝缘衬底垂直堆垛结构、铜箔/绝缘衬底堆垛结构等方式来实现,在石墨烯薄膜批量制备过程中巧妙的载具设计也能实现上述目的。
值得一提的是,利用气相调控制备高品质石墨烯薄膜的策略对于金属和绝缘衬底上石墨烯的生长具有较好的普适性,能够相互借鉴和推广。例如,不论在金属衬底还是绝缘衬底上,构建限域空间都能提高碳源分子的碰撞频率,促进碳源的裂解,进而提高石墨烯的生长速率。与此同时,气相调控策略对于石墨烯的生长往往具有多方面的增益效果。例如,引入气相催化剂,能够降低碳源的脱氢势垒,提高碳源的裂解程度和裂解速度,进而提高石墨烯薄膜的生长速度、畴区尺寸和表面洁净度;通过改变衬底的放置方式来调整气相传质过程和流场均匀性,可以同时改变石墨烯的畴区尺寸、生长速度和层数均匀性等。
与实验室水平制备的小片的高品质石墨烯薄膜相比,批量制备的大尺寸石墨烯薄膜的质量仍有较大的提升空间。可以预见的是,气相反应的调控将在石墨烯薄膜的可控批量制备方面发挥着至关重要的作用。如前所述,气相反应和传质过程对CVD体系的反应参数非常敏感:温度、压强、体系的特征长度、碳源类型、金属催化剂含量和衬底摆放方式及位置等都会影响气相中的物种组成和分布。一般来说,气体的流动状态决定了气相物种与衬底的碰撞频率,对碳源裂解程度和速率影响很大,进而会影响到石墨烯的成核密度和生长速率;而流场的均匀性则会影响活性碳物种的分布,进行影响石墨烯的层数均匀性。想要实现更高品质的石墨烯薄膜的批量制备还需要我们对上述过程继续开展更加深入系统的研究。
大尺寸石墨烯薄膜的批量制备,目前还面临着一些挑战,例如:高品质石墨烯的低成本批量制备需要专门的批量制备装备、生长工艺和气相传质过程的优化设计;金属铜衬底表面大面积、高均匀性且层数可控的石墨烯薄膜的制备需要进一步提升流场、热场均匀性和生长衬底的均匀性;大尺寸单晶超洁净石墨烯薄膜的可控制备需要对石墨烯的生长过程,尤其是气相反应的影响机制有更加清晰的了解;绝缘衬底表面生长的石墨烯薄膜的结晶质量、畴区尺寸、层数控制和生长速度等都还有很大的提升空间;为实现高品质石墨烯薄膜的规模化生长和应用,CVD石墨烯薄膜批量制备的成本还需要进一步降低等。
我们相信通过系统梳理气相反应对CVD生长石墨烯的影响,能够推动对这些问题的研究和解决,为高品质石墨烯薄膜的可控制备提供新的思路和启发,并加快高品质石墨烯薄膜的产业化进程。