3D打印在正畸托槽制作中的应用现状
2022-03-02田而慷王双成刘桢廖文
田而慷,王双成,刘桢,廖文
(1.口腔疾病研究国家重点实验室 国家口腔疾病临床医学研究中心 四川大学华西口腔医院正畸科,成都 610041;2.口腔疾病研究国家重点实验室 四川大学华西口腔医学院,成都 610041)
3D打印技术是一项涉及材料、制造、控制及信息技术等多学科的新兴技术,其基本过程包括制作零件的三维数字模型和三维模型数据文件的分层切片,将切片文件导入3D打印机,利用软件控制3D打印设备中的喷头或激光头按轮廓信息做扫描运动,在工作台上成型材料层层堆积黏结,最终获得三维产品[1-3]。根据打印材料和成型特点的不同,3D打印技术可分为光固化快速成型(stereo lithography appearance,SLA)技术、选择性激光融化(selective laser melting,SLM)技术、熔融沉积成型(fused deposition modeling,FDM)技术、选择性激光烧结(selective laser sintering,SLS)技术等[4-7]。随着3D打印技术的快速发展,其被广泛运用于模型制造和工业设计,由于该技术有操作简便、制造精度高、原料种类繁多等特点[8-9],可以根据临床口腔中的复杂情况选择合理的打印方式来辅助治疗,因此被广泛应用于口腔医学领域[10]。口腔正畸是口腔医学领域的重要组成部分,其对精度和个性化要求较高,因此3D打印技术在口腔正畸中的应用为口腔正畸治疗中舒适度低、个性化程度低及托槽制作技术要求高等问题提供了有效的解决方法。目前,3D打印技术已被用于制作石膏模型以及个性化正畸托槽等[10-12]。现就3D打印技术在口腔正畸托槽制作中的应用现状予以综述。
1 可应用于口腔正畸的3D打印技术类型
3D打印技术运用于正畸托槽的制作,通过专用口腔螺旋CT扫描获得患者的牙列三维模型,利用三维设计软件(如Mimics软件和Hyper Works软件)进行正畸托槽设计,得到托槽的CAD数据,再将CAD数据转化成STL格式文件,利用分层切片软件对其进行切片处理,导入3D打印设备,最后打印出成品[13-14]。目前,可应用于口腔正畸的3D打印技术包括SLA、SLS与SLM[2,6,15]。
1.1SLA技术 SLA技术常用于树脂排牙模型和唇侧托槽的制作[2,16]。SLA技术以液体光敏树脂为原料,通过使用紫外线束选择性固化光敏原料,由计算机控制系统控制,将特定波长和强度的激光束聚集在液体光敏树脂表面,经扫描辐照逐层固化,直至形成固体模型[2,16];紫外光固化可以在人工光下工作,而不会在浆料制备过程中引起聚合[17]。SLA技术制作流程见图1。

图1 光固化快速成型技术制作流程
随着3D打印技术的进步,SLA技术逐步向面曝光快速成型技术、喷射固化成型技术等发展[18-19]。其中,与SLA技术不同,面曝光快速成型技术去除了X-Y运动控制子系统,只留下Z轴方向运动结构[2,20]。喷射固化成型技术使用阵列式喷头,在压力作用下通过计算机控制喷嘴工作腔里的光敏树脂,将其喷射到指定位置形成液滴,并立即使用紫外线固化,形成所需零件[18,21]。
SLA技术成型速度较快,有分辨率高和成型范围大的优点,加工精度能达到0.1 mm;其产物表面质量较好,是理想的熔模精密铸造模型,可制作结构十分复杂的模型,但SLA只能选择光固化树脂为材料,强度中等[13-14]。SLA技术在加工精度方面的特点使其在制作排牙模型及精度要求较高的唇侧托槽中广泛应用,但SLA技术的选材限制使产品的力学性能受到一定影响。
1.2SLS技术 SLS技术是一种通过选择性凝固各种细粉体制造物理模型的技术[22],可用于制作排牙模型,便于后续制作唇侧托槽和隐形矫治器[16]。SLS技术使用二氧化碳或Nd:YAG激光束扫描连续的粉末材料层,将粉末材料逐层烧结固化,最终形成固体模型[16]。其基本原理为将三维模型进行分层切片处理,发送到激光烧结设备,将工作室中的预热温度升高到预定值并保持其不变,由铺粉滚筒在建造平台上铺布粉末,由计算机系统控制激光束对粉末进行扫描烧结,一层烧结完成后,工作台下降单层厚度,再次铺上粉末进行下一层烧结,重复以上过程直至零件烧结完成[22-25]。SLS技术对材料的处理方法使其选择材料范围更广,可以根据不同需求选择力学性能相对最合适的材料制作正畸托槽,但SLS技术中对粉末的部分熔融的烧结处理使其尺寸稳定性较SLA技术稍差,因此精度低于SLA技术,故不适用于制作精度要求高的唇侧托槽,而适用于制作排牙模型。此外,SLS技术还有成本较高的缺点[16]。
1.3SLM技术 SLM技术是在SLS技术的基础上发展起来的一种直接成型金属零件的快速制造方法[26-27]。这两种工艺的区别主要在于前者是通过部分熔融的方式连接粉末,后者则完全熔化[24]。与SLS系统不同,SLM的建造平台是由一个具有调整垂直轴能力的制造活塞驱动,该活塞旁有一个可以垂直调整的送粉活塞,工作时,送粉活塞上升,铺粉滚筒将粉末铺到构建平台上,激光束将粉末局部熔化或全部熔化,一层完成后,制造活塞后退,同时送粉活塞上升,再次填充构建平台,重复以上过程,直到零件完成[28]。
SLM技术可以快速、小批量制造复杂的零件,且不受零件的几何形状限制,缩短产品开发周期和制造周期。与传统工艺相比,经过SLM技术成型的零件晶粒细小,组织均匀,力学性能优异,不易产生偏析、气孔、变形等缺陷[28],这大大减少了零件的应力集中,从而提升了零件的使用寿命。此外,经过优化的SLM技术还能改善悬垂面成型能力、槽沟尺寸精度和托槽致密度[26],能够较好地匹配个性化程度较高的舌侧托槽。
2 3D打印正畸托槽的制作流程及其临床特性
利用3D打印技术可以直接或间接制作唇侧托槽、舌侧托槽及隐形矫治器,与传统的托槽制作方法需要先制作患者口内石膏模型不同,个性化3D打印托槽在术前数字化设计模拟,实现计算机模拟治疗代替手工制作石膏模型,从而降低生产成本,缩短模型修改时间[3]。传统托槽制作对操作者专业知识要求高,而3D打印技术降低了对操作人员专业水平的要求[29]。同时,利用不同的3D打印技术可以满足不同类型托槽制作时的重点要求,因此3D打印在正畸托槽的制作中应用广泛。
2.1唇侧托槽 Krey等[29]提出了通过数字化流程,运用个性化3D打印唇侧树脂托槽系统来进行矫治:首先使用FreeCAD 0.16 软件初步设计托槽,然后用Omnicam Ortho进行3D扫描,获得口腔内部的数字化模型,再将所需要的CAD数据导入Onyx Ceph 3D Lab进行虚拟排牙,创建理想咬合模型并对初步设计的托槽进行数字化、个性化调整,之后将数据导入制造平台Netfabb Professional 6.5进行数据处理、校准与备份,最后使用SHERAe-co-print 30 3D打印机,采用面曝光快速成型技术3D打印托槽。结果显示,经过3个月的治疗后,正畸结果与理想咬合模型对比相差不大,且患者对治疗效果满意。虽然通过此系统实现了个性化定制,但也存在一些问题,如打印过程中形成的锐利边缘会造成患者不适及牙龈发炎;托槽翼过大边缘容易弯曲变形或出现裂纹等[29-30]。因此,利用3D打印唇侧托槽的材料与技术还需要进一步改进。
而与树脂相比,陶瓷材料性能更加优越,美学优势也更加突出,因此关于如何运用3D打印制作唇侧陶瓷托槽的研究越来越多。2019年,Yang等[31]第一次描述了通过3D打印制作个性化陶瓷托槽的工作流程:首先使用TRIOS 3 Basic获得口腔内部的数字模型;完成虚拟排牙后,设计与牙的形态相匹配的个性化托槽;最后,将虚拟模型导出为STL文件;使用面曝光快速成型技术打印机将虚拟模型转换为蜡型,再进行喷砂、包埋、预热和压合工序,然后将托槽剥离、抛光、个性化处理、上釉和烧结,最后将托槽打磨至光滑。与其他商业陶瓷托槽[32-33]相比,此方法制作的陶瓷托槽颜色更深,与普通正常人类牙齿颜色相近,且经过打磨,托槽表面光滑完整,并无明显缺陷。大多数3D打印制作的陶瓷托槽与其他商业陶瓷托槽[32,34]的摩擦特性、剪切黏结强度比较差异无统计学意义。由于采用了脱蜡工艺,这种陶瓷托槽不需要预先制作模具,制作时间大大缩短。尽管使用面曝光快速成型技术制作陶瓷托槽会导致托槽设计与制作的时间延长,但能够减少不适感及椅旁时间、治疗时间,且能达到更好的治疗效果[35-38]。
2.2舌侧托槽 与唇侧托槽相比,舌侧托槽更加美观[39],且使用两种技术的疗效类似[40]。但利用传统制造方式制作舌侧托槽存在很多问题,如精密加工困难,与牙齿不能完全贴合;产生异物感、语音障碍等[41]。在使用中,也出现托槽丢失率高,间接再粘技术复杂且不精确,患者的治疗时间延长等问题[3]。而结合3D打印技术后,这些情况可以得到大幅度改善。因此,舌侧托槽的3D打印技术引起越来越多学者[14,26,41-44]的关注,见表1。
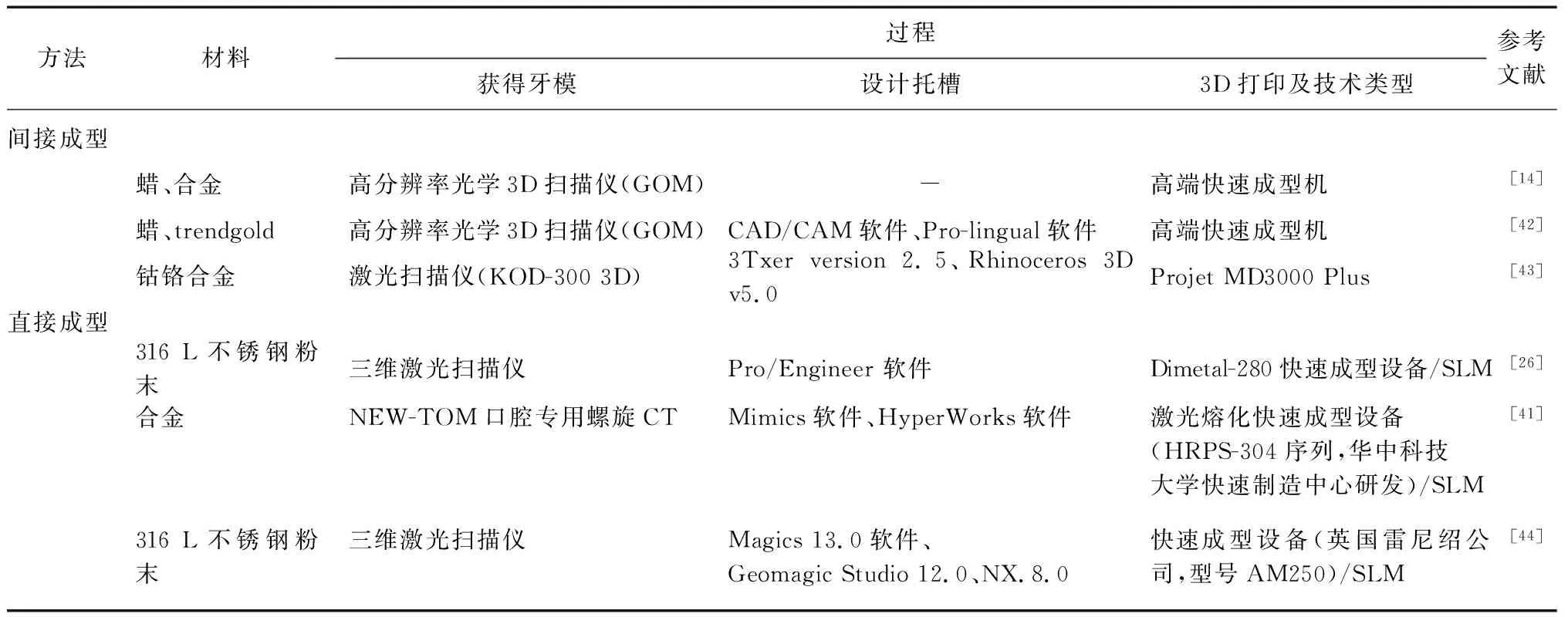
表1 国内外学者对3D打印个性化舌侧托槽的研究
3D打印制造的舌侧托槽具有如下突出优势:①贴合牙面设计,具有极高的精确性,能够通过直接粘接将托槽放在预先设计的位置上,避免了传统舌侧托槽需要依赖黏接剂填补的弊端[45];②托槽基底部扩大,拥有更佳的黏合力;③托槽厚度较低,如Wiechmann等[14]制造的托槽基部厚度仅为0.4 mm,对舌、对发音时造成的影响较小,同时改善了舒适度;④加工流程简化、托槽与牙面的距离减小、对牙周的刺激小、不易脱落、操作简便[13-14,26,41-44,46]。
3D打印定制个性化舌侧托槽主要有两种方法:间接成型和直接成型。两种方法的区别在于设计好个性化舌侧托槽后,间接成型是在3D打印蜡型后采用传统铸造方法制作金属托槽;而直接成型则是直接3D打印出金属托槽。其中,通过间接成型技术制作的舌侧托槽虽然拥有较好的外形精度,但也存在工序繁琐、精确性无法保证、托槽的脆弱部件容易变形等弊端。而采用优化SLM技术直接制造个性化舌侧托槽不仅节约成本、简化流程,精确度也能得到提高[26]。
一项调查研究显示,舌侧矫治器的患者接受度最低[47],可能是传统舌侧托槽舒适度低、影响发音、价格相对较高等原因造成。因此,提高舒适感、改善远期效果、减少并发症、减少制作成本对舌侧托槽的推广至关重要,而使用3D打印制作舌侧托槽可能解决上述问题。Kwon等[43]研究指出,3D打印技术使对托槽底部凹槽的支撑成为可能,这是传统方法无法做到的;且将三维模型与锥形束CT扫描或侧位头颅造影结合并利用软件虚拟设计的杠杆臂矢量方案,经个性化调整后还可用于其他患者的治疗,大大缩短了时间,降低人工成本;在林泽等[41]的研究中,对照组采用方丝弓矫正技术进行传统方法舌侧正畸矫正,试验组使用在意大利NEW-TOM口腔专用螺旋CT、Mimics软件反求技术和Hyper Works软件支持下3D打印的舌侧托槽进行矫治,结果显示,试验组在远期效果和患者舒适度等方面均明显优于对照组,并发症发生率低于对照组,显示出良好的治疗体验与效果。
2.3隐形矫治器 个性化隐形矫治器采用透明材质,佩戴美观[48],明显降低不适感,更容易保持牙周组织健康和口腔卫生[17],治疗时间和椅侧时间更短[49],且治疗效果与传统矫治器相似[50]。
Lin等[34]首次将3D打印技术与隐形矫治器的制作结合起来,首先用非接触扫描设备(ATOS光学扫描装置)扫描石膏模型获得口腔内部数字化模型,之后在电脑上进行虚拟排牙并将结果输出为STL文件,再使用快速成型机(Object Quadra Tempo快速成型机)进行3D打印,最后采用传统热压膜技术制作隐形矫治器。结果显示,3D打印的隐形矫治器使用1周后,患者的牙齿活动性增加,矫治器更容易贴合牙列,同时不适感减少,牙齿逐渐移动[34]。
但使用传统热压膜技术制作的热成型隐形矫治器,患者在进食、咬嚼等不同的时间和活动中需要反复取下和佩戴矫治器[51]。此外,由于热成形过程中材料性能可能发生显著变化,如较厚材料的透明度降低[52]、尺寸不准确[53]等,而使用专用材料直接3D打印隐形矫治器可以改善这种状况[5,53-54]。Prashant等[5]使用牙科LT树脂(Form Labs,Somerville,MA,USA)制作隐形矫治器,并将其与传统方式制作的隐形矫治器进行比较,结果显示,与最终STL文件相比,3D打印制作的矫治器的平均相对差异为2.55%,而传统热成型隐形矫治器为4.41%,表明前者的几何精度更高。且3D打印制作的矫治器在较低位移下具有弹性变形和可逆性,可承受近662 N的最大载荷,低位移2.93 mm;而传统热成型隐形矫治器在大位移下具有塑性、不可逆性。这种由3D打印获得的高屈服强度、高抗载荷、低变形的透明矫治器为传统矫治器提供了一种更好的替代解决方案。此外,直接3D打印隐形矫治器还具有边缘更柔软、矫治器厚度可个性化定制等优势[9]。但同时也存在一些材料颜色不稳定等问题[55],还需要进一步研究不断改进材料性能。
目前,美国Align公司的隐适美(Invisalign)、国内的北京时代天使公司、上海正雅齿科科技公司等在利用3D打印技术制作隐形矫治器方面均已具备相关自主知识产权的正畸软件与生产设备,能够为正畸医师提供完整解决方案[2]。
3 小 结
3D打印技术凭借其操作简便、制造精度高、原料种类繁多等特点[8-9],在一定程度上满足了正畸对精度、个性化和舒适程度的要求,被广泛应用于口腔正畸治疗领域[10]。但3D打印技术还存在流程繁杂、边缘锐利造成不适、对使用人员技术水平要求高和设备费用高昂等问题。同时,个性化舌侧托槽制件工艺水平有待提高,打印件的后续处理以及临床试验还有待完善。因此,合适的生物材料的探索、托槽零件数据库的构建以及3D打印设备的优化与发展将成为3D打印在口腔正畸学甚至整个口腔医学领域的热点及难点问题。
