全流域立磨选粉机动叶片形状的分级特性研究
2022-03-01陈作炳于永杰
陈作炳,彭 威,于永杰
(武汉理工大学机电工程学院,湖北 武汉 430070)
1 引言
立式辊磨机简称立磨,集破碎、烘干、粉磨、输送、选粉等多种工序为一体的粉磨设备,具有噪音小、粉磨效率高、粉磨细度可调等优点[1]。国内外许多学者做过大量研究,文献[2-3]为研究立磨磨腔内部粉体输运过程,对磨内的气流与物料的相互耦合进行了分析;同时分析了热风风量对磨内流场气流流线和流速的影响;文献[4]通过分析选粉机分级环间距、上壳体倾斜角度、静叶片安装角度等因素得到立磨内部最优气相流场分布;文献[5]改善选粉机折流板结构参数,考察折流板结构参数对内部流场的影响;文献[6,7]对立磨进行了气固两相流场分析,得到气固两相流从入口到出口的详细运动轨迹;另外对旋风分离器进行了分析研究,模拟出旋风分离器出口管道的速度分布。
纵观所有研究,部分研究模型把立磨粉磨空间与选粉空间人为分割,取部分流域空间;部分研究模型将选粉机部分以及上下风环、挡料环高度、进风口弯角等具体细节结构忽略,造成与实际工况或结构的不一致。现应用CFD技术、多相流理论、计算机技术等交叉学科知识对立磨全流域流场及选粉机的分级特性进行研究,并模拟分析了四种不同动叶片形状下速度场、压力场以及颗粒分级筛选性能变化规律。
2 立磨物理模型及颗粒分级原理
以HRM1700X立磨为研究对象,其结构如图1所示。待粉碎的物料通过进料装置从下料口到达磨盘中心,紧接着磨盘由减速器带动不断旋转,待粉碎的物料在离心力的作用下向磨盘边缘甩动,物料到达磨盘边缘后,液压缸带动磨辊传动装置将物料粉碎,最后粉碎的物料由进风口进入的热风通过风环高速吹起并烘干。一部分粒径大的颗粒由于重力的作用不能够被气流吹起将直接落入磨盘下面,实现重力分级筛选,收集到的物料将重新从进料槽加入并粉碎;进入立磨选粉机区域的颗粒主要完成离心分级[4],在高速旋转选粉机转子的作用下,气流会产生离心力场和向心力场,由气流带入的物料颗粒会在离心力及向心力的作用下而完成分级。
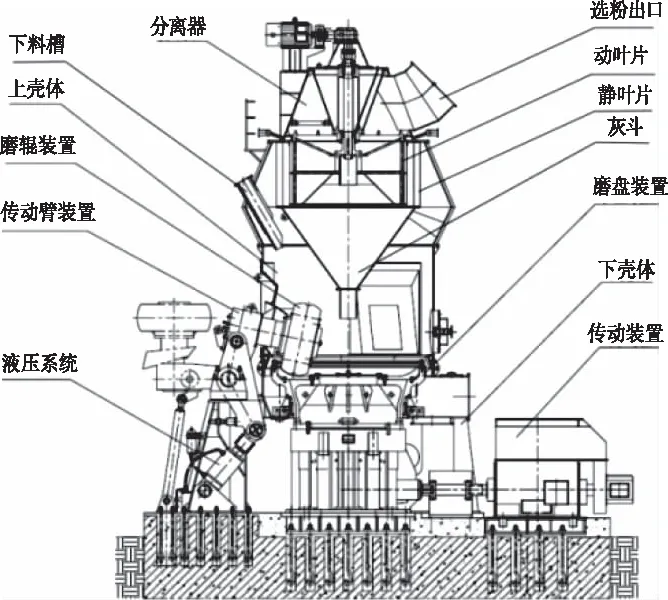
图1 HRM1700X立磨结构示意图
3 立磨流场基本计算方法及理论
纵观国内外学者对立式辊磨机内部流场的研究,立磨流场分析普遍采用的基本计算方法及理论如下。
3.1 质量守恒方程
质量是物体的固有属性,既不会平白产生,又不会无故消失,物质无论经历怎样的运动,其总质量总是不变的。质量守恒定律,即单位时间内流体微元体中质量的增加等于相同时间间隔内流入微元体的净质量[8]。其守恒方程如下

(1)
式中:ux,uy.uz是速度矢量u在x,y,z方向上的分量;ρ是流体密度,单位kg/m3
3.2 动量守恒方程
动量守恒定律即微元体中流体的动量对时间的变化率等于外界作用在该微元体上的各种力之和,任何流动问题同样都遵守动量守恒定律,导出x、y、z三个方向上的动量守恒方程如下
∂((ρuv,x))/∂t+∇·(ρuv,xu)=
∇·(μ∇uv,x)-∂(P)/∂x+Fx
(2)
∂((ρuv,y))/∂t+∇·(ρuv,yu)=
∇·(μ∇uv,y)-∂(P)/∂y+Fy
(3)
∂((ρuv,z))/∂t+∇·(ρuv,zu)=
∇·(μ∇uv,z)-∂(P)/∂z+Fz
(4)
式中:Fx、Fy、Fz是作用在微元体x、y、z方向上的体力;P是流体微元上的压力。
3.3 湍流模型
立磨在生产过程中,磨内流体的流动为高雷诺数流动,故选用标准K-ε模型。标准K-ε模型引入湍动耗散率ε方程[9],湍动能方程和流体湍能耗散率方程相互影响,其方程如下
Gk+Gb-ρε-YM+Sk
(5)

(6)
(7)
其中:YM是可压湍流脉动扩张的贡献;Gb是由于浮力引起的湍动能k的作用项;Gk是由于平均速度梯度引起的湍动能k的作用项;σk和σε分别是与湍动能k和耗散率ε对应的Prandtl数;SK和Sε为用户定义源项。
4 立磨全流域流场计算模型
4.1 网格模型
将构建好的立磨整体模型导入到ANSYS Workbench中抽取流域,接着将抽好的流域导入到ICEM中,对模型进行混合网格的划分,采用网格分块划分技术将立磨全流域划分为多个区域,利用结构化网格与非结构网格相结合的方法,对各个区域part进行命名,最后用interface面将各个区域连接起来,组装成整体的网格模型,立磨全流域网格模型如图2。

图2 HRM1700X全流域网格模型
4.2 动叶片区域计算模型
立磨流场分析的难点是选粉机转子旋转问题的处理,本文通过MRF模型模拟选粉机转子转动过程,相比与应用动网格模型,节约了计算时间,提高了计算精度。在计算时,整体计算域分为多个小的计算域,每个小计算域基于流场基本守恒方程进行求解,静止的计算域由质量守恒方程和动量守恒方程进行控制,而立磨选粉机转子旋转区域将基于移动参考系的的方程进行求解[10]。MRF模型的核心是绝对坐标系与相对坐标系的相互转换,将速度换成绝对速度进行流场计算,速度转换方程如下

(8)

(9)
4.3 边界条件
将流域的网格导入fluent17.0,基于压力求解器(Pressure-Based),采用稳态(steady)求解;压力速度耦合格式选用SIMPLEC格式;由于选粉机转子的旋转,离散格式选用QUICK格式,离散方程对流项全部选用二阶迎风格式(second order upwind);压力插值格式选用PEESTO!格式。HRM1700X立磨全流域流场具体的边界条件如表1。

表1 HRM1700X立磨流场边界条件
选粉机动叶片转子区域采用MRF多重参考坐标系模型,物料颗粒是从磨盘侧壁以4.76m/s速度垂直于侧壁面喷射入立磨流场。DPM离散相颗粒分布采用Rosin-Rammler分布,最小粒径为1um,最大粒径为100um,所求的平均粒径为42um,物料离散相颗粒质量流量为3.3Kg/s。
4.4 模型验证
为了验证本文中数值模拟计算结果的准确性,对在桐乡巨石公司实际运行的HRM1700X立磨进行一些关键参数的测量,BT-2001型激光分布仪对成品叶腊石粉进行粒度分析如图3,数值模拟的边界条件与实际工况相符,数值模拟结果与实际对比如表2。
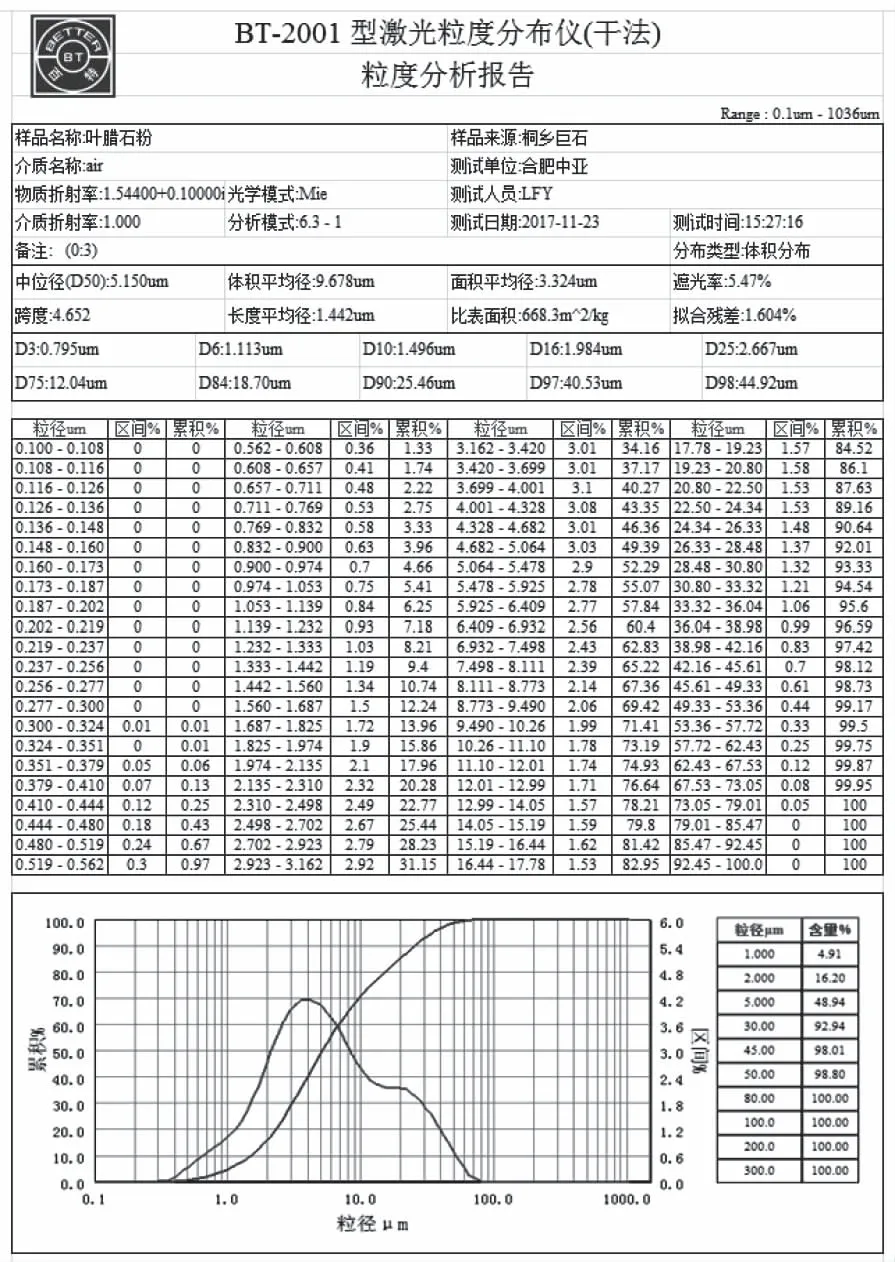
图3 叶腊石成品粒度分析报告
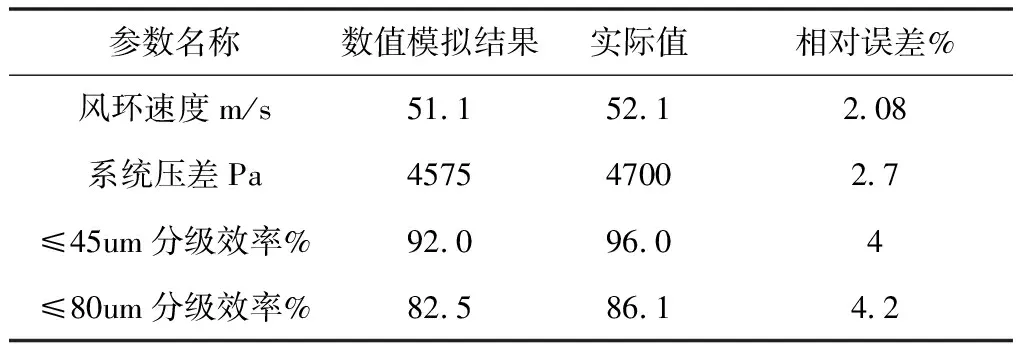
表2 数值模拟结果与实际值对比
对比以上数据,发现数值模拟结果与实际值的相对误差均小于5%,通过分析说明数值模拟结果与实际立磨流场中的速度场、压力场和离散相分布相吻合,说明文中数值模拟结果较准确,也验证了建立的利用欧拉-拉格朗日方法中的DPM模型模拟颗粒运动过程、气固双向耦合计算模型及所采用的计算方法是正确的。
5 选粉机动叶片形状模拟结果分析
5.1 动叶片形状
为研究动叶片形状对于立磨流场及分级筛选性能的影响,对市场上常见的几种动叶片结构形状,以HRM1700X立磨为研究对象,基于“动力相似”准则设计四种不同形状动叶片研究方案,其横截面形状如图4所示。

图4 立磨选粉机常见动叶片形状
5.2 动叶片形状对流场的影响
图5为四种动叶片形状在Y=3.4m截面局部速度矢量图,由图可得:四种不同叶片形状下所得到的动叶片处速度流向各有不同,L型动叶片与直型动叶片相比,分级环区域气流流向及分布大致相同,由于L型动叶片近心端存在折角,气流与折角发生碰撞后速度方向沿折角发生偏转,气流中粗颗粒因动量损失发生沉降无法继续进入到转笼内部;Loesche型动叶片与直型动叶片相比,由于其在远心端靠近分级环区域存在折角,部分气流与折角发生碰撞后速度方向沿折角发生偏转产生回旋,不仅阻碍了粗颗粒进入而且细颗粒也无法顺利进入到转笼内部;LV型动叶片与直型动叶片相比,分级环区域气流具有更大的径向速度,这有利于物料颗粒进入转笼,在近心端折角处气流也发生相应偏转。综上所述,可以看出在动叶片转速200r/min的条件下,直型动叶片流场最为稳定,LV型动叶片气流具有较大的径向速度,Loesche型动叶片流场最不稳定。
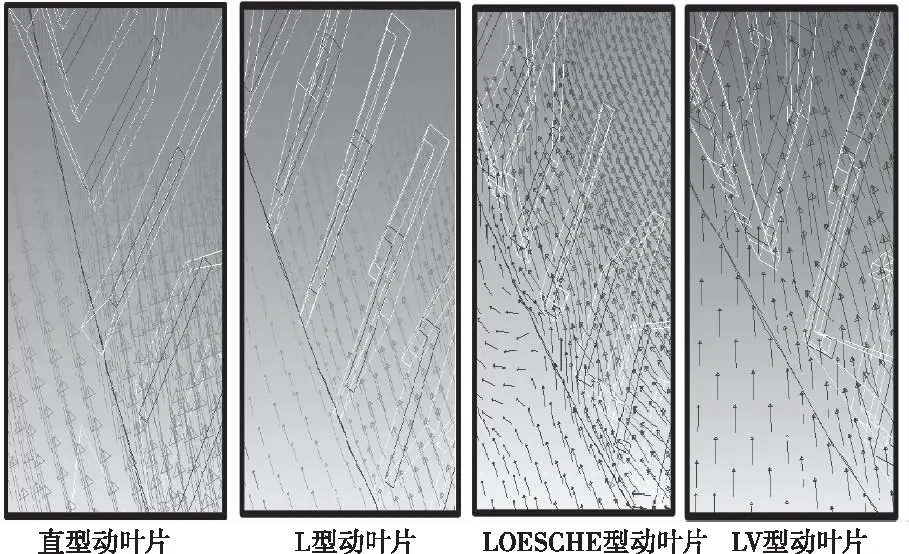
图5 四种动叶片形状Y=3.4截面局部速度矢量图
为了进一步分析四种形状动叶片对于分级筛选性能的影响,在Y=3.4m截面建立的数据采集线line4,起点坐标P7(0.102,3.4,0.89),终点坐标P8(0.066,3.4,0.84),将不同动叶片形状数据导入到tecplot得到速度变化曲线,如图6。

图6 line4位置及不同动叶片形状line4速度变化图
由图6中可以看出,Loesche型动叶片入口由于折角阻挡气流方向改变,进入动叶片气流减小速度降低;由P7到P8四种动叶片速度整体趋势均增大,这是由于高速旋转的动叶片带动气流运动速度不断增加,直型、L型、LV型最终速度约为24.5m/s;L型和LV型动叶片由于近心端折角的存在,气流受到阻挡与折角发生碰撞速度降低。
为了考察不同动叶片形状对于立磨整机各部分压损的影响,求解不同动叶片形状下在相同工况下各面平均压力,将数据整理计算得到立磨整机压损、风环及磨辊区域压损以及选粉机压损变化曲线图,如图7。
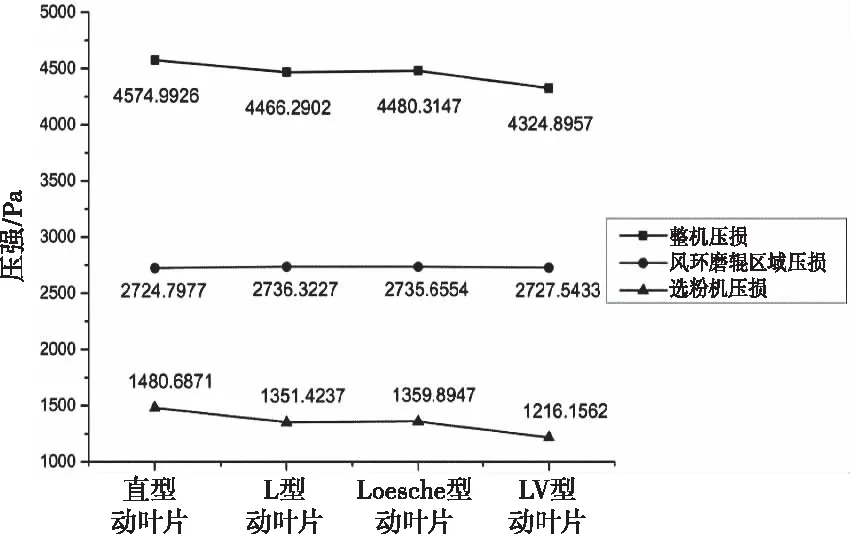
图7 不同动叶片形状各区域压损变化图(Pa)
根据图7可知,在工况条件相同的条件下,四种不同动叶片形状对于风环磨辊区域压损无太大影响,此处压损在2724Pa-2736Pa之间,这主要是因为该区域完成气流对物料颗粒的输送,对选粉区域影响极小。LV动叶片与其它几种动叶片相比,具有最小的选粉机压损为1216Pa,相反直型动叶片具有最高的压损为1481Pa,这同工业实际生产数据相符合。结合图6可知由于LV动叶片相比于其它动叶片在选粉区间内具有更大的径向速度,气流与叶片碰撞几率相比其它类型动叶片更小,这是LV动叶片选粉机压损的动力学原因。L动叶片与Loesche动叶片这两种类型动叶片均具有一个折角,选粉机压损大致相等。LV动叶片与其它几种类型动叶片的不同之处主要是其近心端与远心端的折角挡板,该挡板能够克服因为动叶片高速旋转带来的旋转离心力,因此其具有更大的径向速度,气流可以稳定进入到转笼内部。直型动叶片因为无折角挡板,动叶片旋转产生的旋转离心力使其具有更大的水平速度,增大了其选粉机区域压损。
5.3 动叶片形状对分级筛选性能的影响
为了分析不同动叶片形状对于各粒径分级效率以及45μm和80μm筛选粉效率的影响,将出口颗粒数据进行处理,如图8。

图8 不同动叶片形状各粒径分级效率及选粉效率变化曲线图
根据计算结果得出四种动叶片形状为直型、L型、Loesche型、LV型时,选粉出口颗粒粒径≤45μm含量分别为92.00%、92.50%、86.20%、93.40%,选粉效率分别为87.50%、85.10%、92.60%、86.00%。由各粒径分级效率可以看出,Loesche型动叶片虽然其选粉效率最高,但是其成品中粒径78-100μm颗粒含量占10%以上,直接导致出口粒径≤45μm含量为86.20%,不符合实际生产要求。LV型与L型成品质量均有所提高,但是选粉效率却不同程度降低。由各粒径分级效率曲线可以得出分级效率由高到低顺序是LV型>L型>直型>Loesche型。
6 结论
以HRM1700X立磨全流域为研究对象,应用CFD软件进行数值模拟分析,建立了立磨全流域计算模型,并通过工业性试验验证了计算模型的正确性。应用该模型研究了四种不同动叶片形状下速度场、压力场以及颗粒分级筛选性能的变化规律,通过对基于全流域立磨选粉机动叶片形状的分级特性研究,归纳总结如下:
1)运用DPM双向耦合模型模拟气固两相流以及MRF多参考坐标系模型来模拟选粉机转子的旋转过程,这种数值计算方法成功模拟分析了HRM1700X立磨气固两相流场以及四种不同选粉机动叶片形状下的颗粒分级特性,最后还通过试验验证了模拟结果的可靠性。该方法可推广用于不同立磨类型内部流场的模拟分析。
2)LV型动叶片具有最小的分级粒径,在保证产量的前提下,粒径≤45μm含量最高,而且LV型动叶片在分级环区域具有较大的径向速度,有利于选粉。选粉机区域压损以及立磨整机压损最低即相同条件下能耗最低,因此选用LV型动叶片更适合实际生产需求。
