不锈钢空气舵真空扩散焊工艺
2022-02-23高友价
□ 高友价
常德翔宇设备制造有限公司 湖南常德 415000
1 研究背景
空气舵是飞行器飞行路线的执行机构[1],在飞行过程中通过改变空气舵的角度,可以实现对飞行器飞行姿态的控制。空气舵的气动外形精度直接影响飞行器的控制精度,是飞行器的重要部件。为确保飞行器控制精度,在加工制造过程中必须保证极高的制造精度,尤其是空气舵的舵面需要保证极高的对称度。
焊接是制造空气舵必不可少的工艺技术。国营二八三厂在氩弧焊焊接空气舵方面有很高的造诣,通过机加工工艺先将中空骨架舵体加工成型,再用氩弧焊对两侧薄壁舵面进行焊接,焊接最薄舵面不大于0.2 mm。由这一工艺焊接的空气舵,有一定的焊接残余应力,并且对焊接操作人员的技术有极高要求。张丽娜等[2]研究了钛合金舵芯的电子束焊接工艺,通过分析蒙皮与骨架的接头型式及优化焊接顺序,得到焊缝外观成形良好、内部质量好、焊接变形小的舵芯。梅述文等[3]研究了钛合金蒙皮骨架结构件光纤激光焊工艺,通过优化激光焊新型喷嘴及工艺参数,得到800 MPa拉伸强度的焊接接头。无论是氩弧焊、电子束焊,还是激光焊,均会在焊接零件上残留一定的焊接应力,虽然可以对焊后零件进行一些校形,但是由于零件两侧翼面为复合斜面结构,缺乏校正基准,很难得到高精度的舵面。在焊前留有一定的加工余量,再进行机械加工,这样虽然舵面轮廓与位置精度能够得到一定保证,但是焊接变形会导致舵面的壁厚均匀性产生偏差,并且舵面壁厚一般不大于1.5 mm,壁厚偏差会对舵面结构强度产生影响。
1934年成立的乌克兰巴顿焊接研究所在焊接技术方面进行了大量研究工作[4],取得了很多研究成果,并且广泛应用于苏联的航天航空、核能工程、机械制造、石油化工等领域,所研究的真空状态加温加压固相焊接技术,即真空扩散焊接技术,具有焊后变形小、焊接应力残余少的优点。美国、日本、英国、法国等发达国家在真空扩散焊研究与应用方面同样走在世界前列,并且针对真空扩散焊的结合性质,提出各种理论流派,如薄膜理论、再结晶理论、泛错理论、能量理论、空穴理论、扩散理论等[5]。我国对扩散焊的研究起步于20世纪60年代初期,随着真空扩散焊的优点被众人所认可,对真空扩散焊设备的研制及焊接工艺的研究也取得一定进步。目前,我国已有千吨级大型真空扩散焊设备。真空扩散焊设备各系统如图1所示。
真空扩散焊指在真空环境中相互接触、纯净的材料表面在高温和压力的作用下相互靠近,发生局部塑性变形,原子间产生相互扩散,在界面形成新的扩散层,从而形成可靠的连接[6]。真空扩散焊通过液压油缸轴向加压的方式,实现大面积、大吨位复杂构件多处焊缝的连接。1Cr18Ni9Ti不锈钢具有优良的耐蚀性、耐热性,以及良好的机械加工性,广泛用于航空航天产品关键重要零部件的制造[7]。王西雁等[8]对1Cr18Ni9Ti不锈钢真空扩散焊进行研究,基本确定了1Cr18Ni9Ti不锈钢的扩散焊参数,焊合率达到100%,焊接强度接近甚至达到母材强度。真空扩散焊的优点能够很好地满足空气舵的焊接及制造要求。

▲图1 真空扩散焊设备各系统
2 空气舵真空扩散焊工艺
2.1 焊前工艺方案
通过分析空气舵的结构,将空气舵分为上半件、下半件两个对称件,在舵面外侧及四周留有工艺余量,用作真空扩散焊过程的加压承力面及真空扩散焊焊后的工艺基准。在数控加工中心上将空气舵中空腔体及隔筋加工成型。空气舵分块件如图2所示。
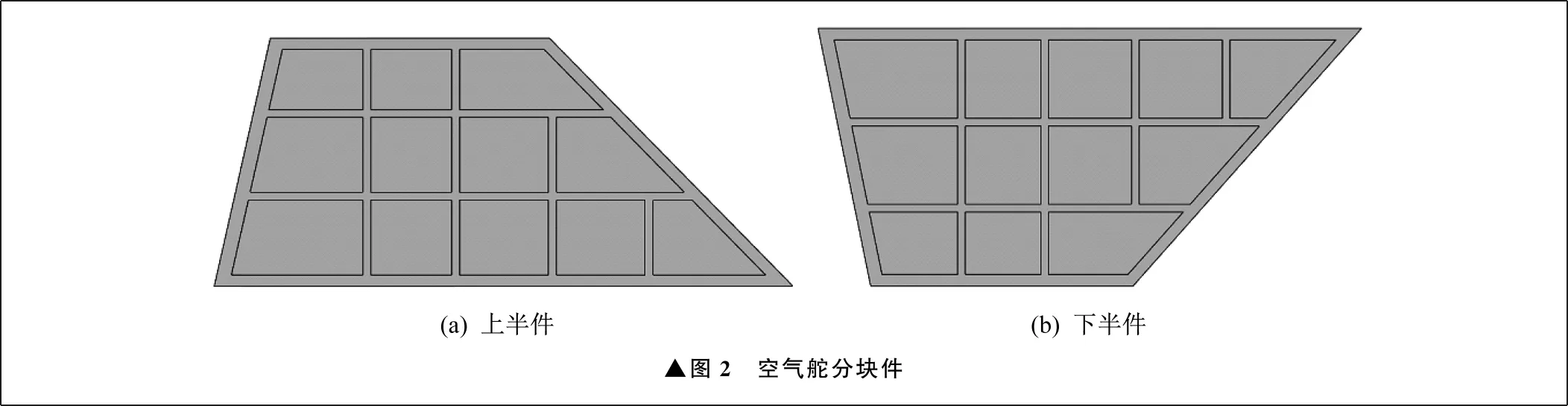
▲图2 空气舵分块件
2.2 工艺流程
空气舵真空扩散焊工艺流程如下:
(1) 用机械加工手段加工空气舵上半件和空气舵下半件;
(2) 进行真空扩散焊焊前去油、去污清洗,以及镀镍处理;
(3) 进行真空扩散焊焊前精洗、吹干,空气舵进入无尘间装配;
(4) 空气舵转移进炉,空气舵真空扩散焊炉内情况如图3所示;
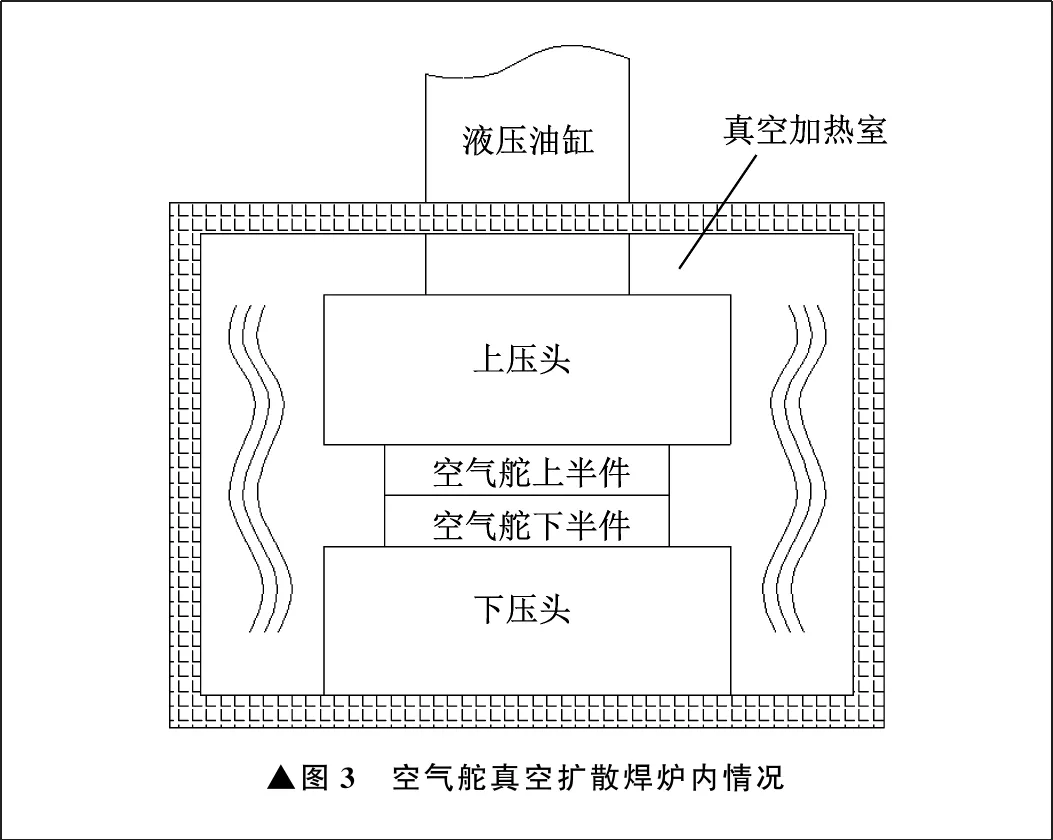
▲图3 空气舵真空扩散焊炉内情况
(5) 按真空扩散焊工艺参数施焊,1Cr18Ni9Ti不锈钢真空扩散焊工艺参数如图4所示。

▲图4 1Cr18Ni9Ti不锈钢真空扩散焊工艺参数
为了保证升温的均匀性,按图4所示阶梯升温加压实施真空扩散焊,加压时真空度不高于3×10-3Pa。保温保压后,停止加热。待炉温降至100 ℃后,打开炉门,取出空气舵。
2.3 焊后加工及检测
空气舵在真空扩散焊前,两侧复合斜面的舵面留有工艺余量,作为焊后加工的工艺基准。基于该工艺余量的基准面加工两侧舵面,再去除四周工艺余量,直至空气舵成型[9]。通过手持式扫描仪对空气舵进行三维扫描检测。手持式扫描仪如图5所示,基本参数见表1。
三维扫描空气舵成品与理论空气舱精度对比如图6所示。由图6可以看出,舵面轮廓度精度不底于0.1 mm,空气舵舵面轮廓度的高精度要求及两侧舵面的对称度要求能够得到保证,基于真空扩散焊焊前工艺基准加工的两侧复合斜舵面的壁厚均匀性也能够得到保证。

▲图5 手持式扫描仪

表1 手持式扫描仪基本参数

▲图6 三维扫描空气舵成品与理论空气舵精度对比
3 焊后取样金相分析
由于空气舵结构厚度不大于30 mm,不足以取样做拉伸试棒,因此取空气舵工艺边料按GB/T 26955—2011[10]做金属材料焊缝破坏性试验,按GB/T 6394—2017[11]进行晶粒度对比。
空气舵上半件、下半件焊缝位置金相组织结构如图7所示。由图7可以看出,焊缝未见未熔合及未焊透,且未见裂纹、层状撕裂、孔穴、夹渣等缺陷。

▲图7 空气舵焊缝位置金相组织结构
焊后空气舵上半件母材晶粒度为五级,如图8所示。焊后空气舵下半件母材晶粒度为八级,如图9所示。由金相分析可以得出,1Cr18Ni9Ti不锈钢空气舵真空扩散焊的焊合率能够得到保证,母材晶粒度未发生较大改变[12]。

▲图8 焊后空气舵上半件母材晶粒度

▲图9 焊后空气舵下半件母材晶粒度
4 结束语
笔者通过对不锈钢空气舵舵体的制造工艺进行分析,提出针对不锈钢空气舵采用真空扩散焊工艺,能够满足复合斜面结构空气舵的轮廓度、对称度高精度,以及舵面壁厚均匀的制造要求,同时也能够满足性能需求,为金属类空气舵的制造提供了借鉴和参考。
