装夹方式对细长轴零件车削加工精度影响的分析*
2022-02-23张明艳张化平马延斌
□ 张明艳 □ 张化平 □ 马延斌
兰州石化职业技术大学 机械工程学院 兰州 730060
1 分析背景
在车削加工中,通常使用三爪或四爪卡盘夹持零件。此种装夹方式应用于细长轴零件加工时,由于零件的刚性较差,在切削力的作用下,零件自由端产生较大的挠度变形,并且变形随着刀具与零件相对位置的变化而变化,从而影响零件的加工精度。为了提高细长轴零件切削时的刚性,有人采用卡拉工具拉紧零件并反向走刀,也有人通过改变刀具几何角度来减小切削力,或者采用双刀车削法来抵消切削径向力,以减小弯曲变形,但是这些方法需要使用专用夹具或刀具,从而提高加工成本[1-7]。对于细长轴零件,通常在车床加工时采用通用夹具一夹一顶或两顶尖方式来装夹,以提高细长轴零件切削时的刚性,减小切削变形对细长轴零件精度的影响。笔者基于Unigraphics软件有限元分析方法,定量分析相同切削条件下,两种不同装夹方式对细长轴零件车削加工精度的影响。
2 约束
细长轴零件采用一夹一顶装夹时,卡盘夹持零件长度远小于零件总长,可视为短套定位。加工时卡盘夹持零件一端,使之与卡盘一起旋转,限制零件沿径向移动和绕轴线转动的三个自由度。零件另一端使用死顶尖装夹,限制零件三个方向的移动自由度。
采用两顶尖装夹细长轴零件,在通常情况下,顶尖一端是固定的,与细长轴零件中心孔锥面配合,限制零件三个方向的移动自由度。另一个顶尖是活动的,可沿零件轴向微小移动,只限制零件沿径向移动的两个自由度[8]。
3 切削力
车削加工时,车刀作用于零件的切削力是多个因素综合作用的结果,通常使用经验数据。为了便于分析,在切削主运动速度方向、切深方向、进给方向建立空间直角坐标系,将切削合力F在坐标系中分解为三个分力,即主切削力Fc(切向力)、吃刀抗力Fp(径向力)、进给抗力Ff(轴向力),如图1所示[9]。
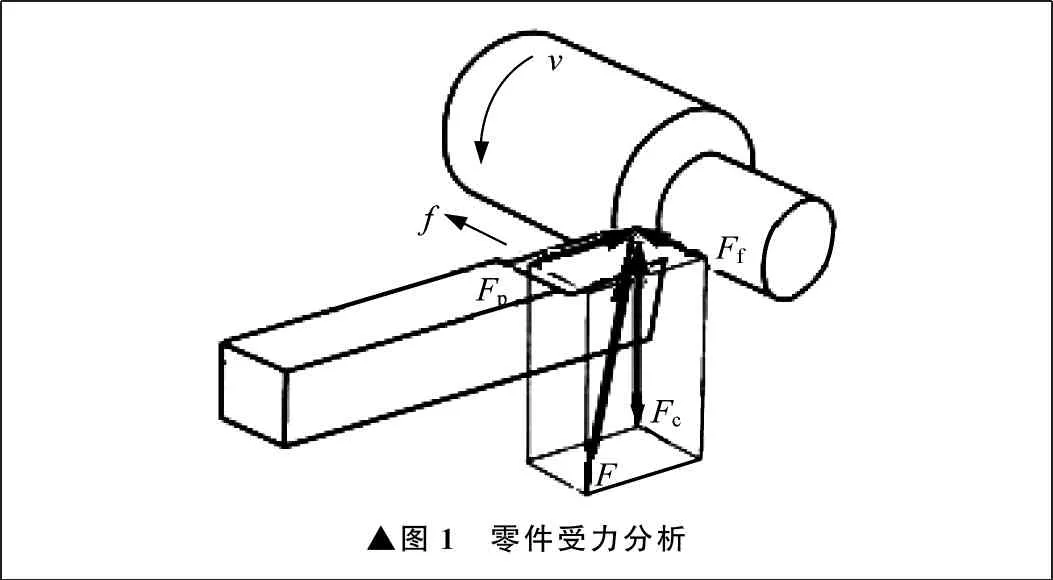
▲图1 零件受力分析
4 变形
根据约束分析可知,两种装夹方式均使细长轴零件成为超静定结构,零件两端面理论上不可能产生径向位移,零件其它位置的径向位移与车刀位置有关。当车刀移动至细长轴零件中点时,弯矩最大,此时细长轴零件具有最大的挠度变形。
5 有限元分析
Unigraphics是集计算机辅助设计、制造、工程等应用模块于一体的软件,其仿真功能模块集成有限元分析功能,提供线性静力分析、线性屈服分析、稳态分析。利用Unigraphics软件进行有限元结构力学分析时,通过对模型施加载荷进行数值模拟,分析应力与应变,从而达到有限元分析的目的。
Unigraphics软件有限元分析的主要步骤为创建有限元模型,施加载荷并求解,查看分析结果。
(1) 参数设置。某细长轴零件长度为750 mm,直径为30 mm,材料为45号钢,材料密度为7.8 g/cm3,泊松比为0.3。设车削加工切削速度vc为100 m/min,进给速度f为0.5 mm/r,背吃刀量ap为1.5 mm,采用经验公式计算出主切削力Fc为1 322 N,吃刀抗力FP为423 N,进给抗力Ff为170 N。
(2) 创建工件模型,划分网格。在Unigraphics软件建模模块中创建圆柱形零件实体模型后,进入高级仿真模块。在该模块中为零件指派材料为钢,使模型具有材料属性。以圆柱体底面为源面,通过三维扫掠网格将模型划分为边长5 mm的六面体网格单元。
(3) 添加边界约束条件。将装夹方式的约束分析结果以用户自定义的方式分别添加到细长轴零件的左侧或右侧,构成所有约束方式的集合,边界约束条件将显示在约束容器中,如图2所示。
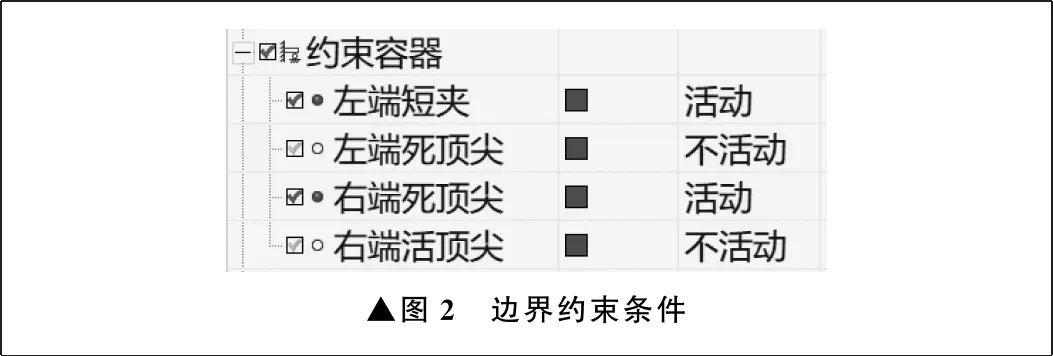
▲图2 边界约束条件
(4) 添加载荷。将细长轴零件车削加工时的三个切削力分别添加到细长轴零件中点截面的某一外圆点处,所有切削力将显示在载荷容器中,如图3所示。
(5) 有限元解算。以网格模型为基础,新建仿真文件,在仿真文件中创建两种约束条件下的解算方案,完成两种装夹方式下的有限元求解,如图4所示。
(6) 后处理及分析。打开后处理导航器,设置结果选项中的布局方式为多个窗口,点击两种装夹方式下解算结果中的位移-节点项目,并将节点位移云图显示在工作区域,如图5所示。从图5中可以看到,用一夹一顶装夹方式加工细长轴零件时,最大位移量为0.738 mm,而用两顶尖装夹方式时的最大位移量为0.736 mm,最大位移量差值为0.002 mm。
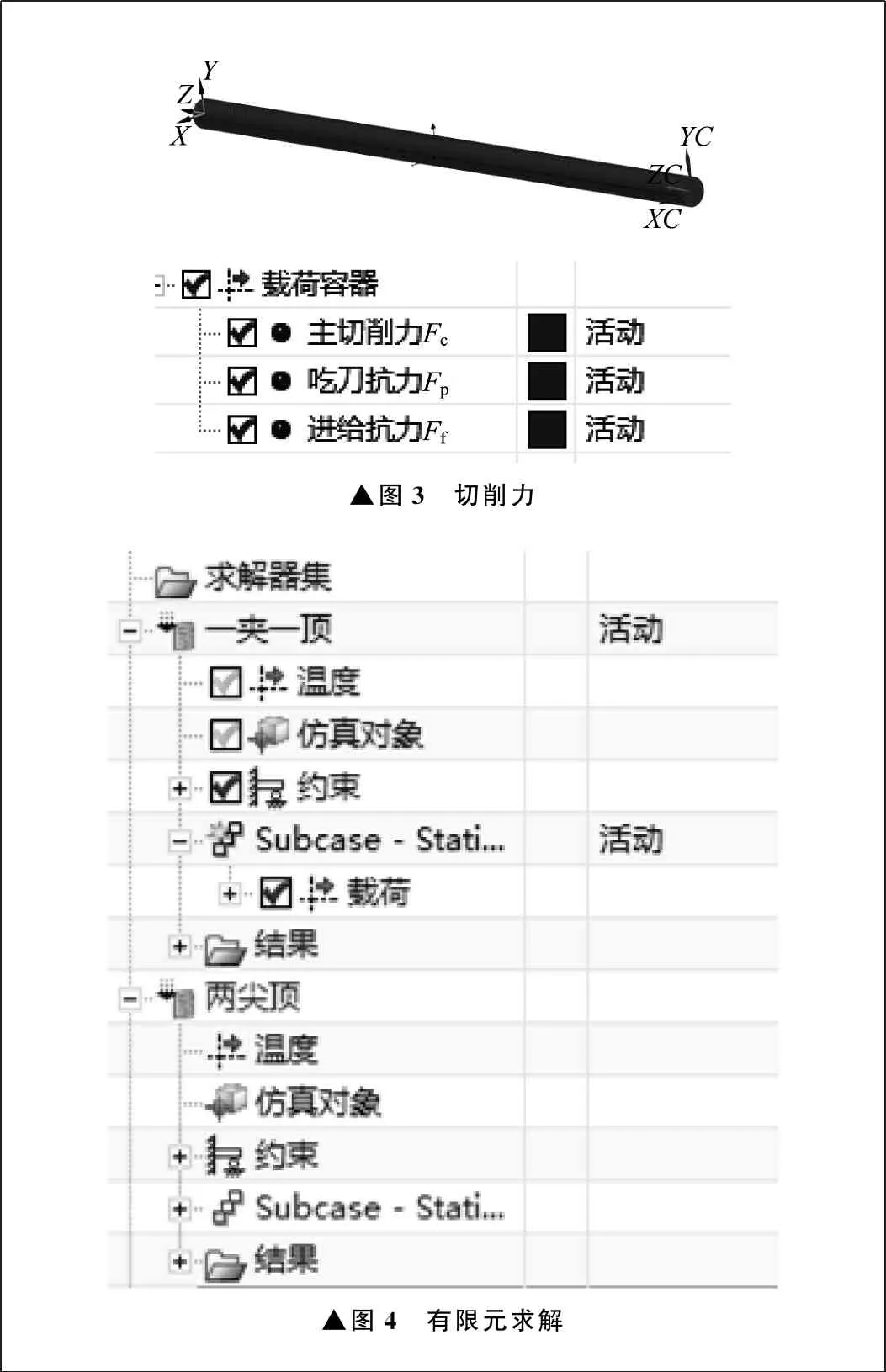
▲图3 切削力▲图4 有限元求解
在结果标示中选择全部节点为分析对象,分析计算两种装夹方式下细长轴零件整体的变形量,如图6所示。从图6中可以看出,一夹一顶装夹方式时平均挠度为0.409 mm,而两顶尖装夹方式时平均挠度为0.408 mm,两者相差0.001 mm。
在两种装夹方式下的结果标示中选择变形最大的100个节点进行分析,分别计算平均挠度,如图7所示。从图7中可以看出,对于变形量最大100个节点的平均挠度,一夹一顶装夹方式比两顶尖装夹方式大0.003 mm。
6 结束语
一夹一顶和两顶尖装夹方式用于细长轴零件车削加工时,就车削加工精度而言,两顶尖装夹方式稍高于一夹一顶装夹方式,但没有显著优势,车削加工精度更多地由定位元件及零件定位基准精度决定。
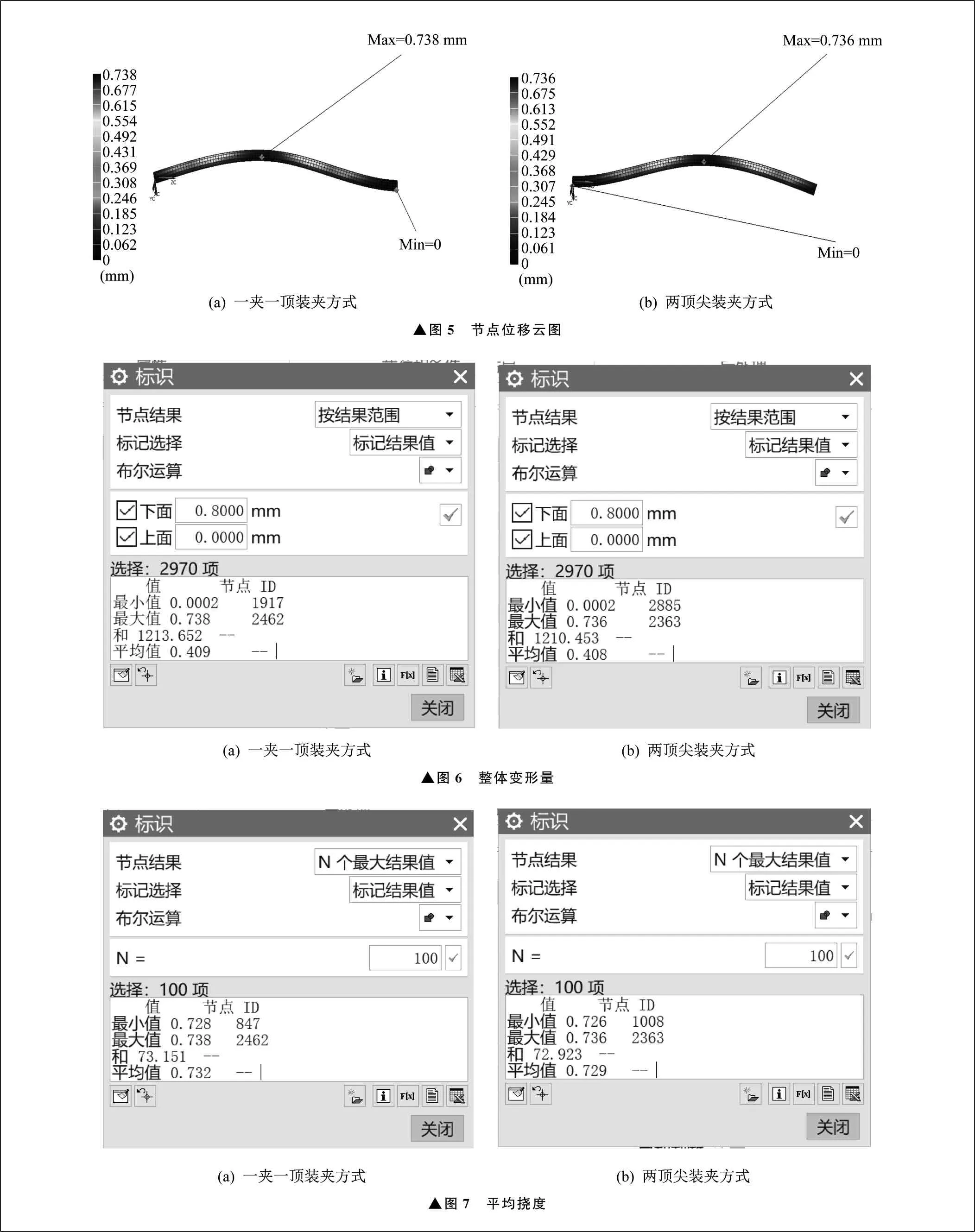
▲图5 节点位移云图▲图6 整体变形量▲图7 平均挠度
因此,在一般情况下,可根据现场加工条件选择装夹方式,当细长轴零件加工精度要求很高而定位精度相同时,推荐选用两顶尖装夹方式。
