钣金零件全自动连续折弯工艺的研究*
2022-02-23□肖高
□ 肖 高
上海电气集团自动化工程有限公司 上海 200233
1 研究背景
钣金零件具有质量轻、易成形、成本低、生产率高、适合大批量生产的特点,与人们的日常生活密切相关,在航天飞机、军工机械、家庭用具、电气配件等领域得到十分广泛的应用。
2009~2016年,我国钣金加工行业利润值如图1所示。由图1可知,我国钣金加工行业正处于一个向上发展的通道中。2016年,我国钣金加工行业销售规模高达6 885亿元。由于我国钣金加工行业发展起步较晚,传统工艺生产的钣金零件加工质量较低,工厂生产环境恶劣,制造出的钣金零件在精度上无法满足日益增长的制造业需求。
目前国内钣金零件在折弯机床上生产加工主要依靠人工对钣金零件进行上下料、调头、翻面、对刀,自动化折弯也仅仅是单道折弯,如图2所示。
笔者基于门框自动折弯生产线,针对钣金零件连续折弯工艺进行可行性理论分析,然后通过现场实际验证,得出一套合适的折弯工艺数据,将低效、低精度、低稳定性、高危险的工艺特征转为高效、高精度、高稳定性、全自动的连续折弯工艺特征。

▲图1 我国钣金加工行业利润值▲图2 传统钣金零件操作现场
2 总体方案分析
经过对客户产品图纸公差要求的分析,笔者制定了合理的折弯工艺。钣金零件加工需要控制的参数包括单个钣金零件的折弯路径、钣金零件每一道折弯的中性线边距及折弯机参数、钣金零件每一道折弯的机器人姿态、单个钣金零件的折弯周期。
全自动连续折弯生产线的应用,旨在打造钣金折弯行业的智能工厂典范,形成先进的过程控制管理、质量管理、设备管理,进而实现钣金折弯的数字化、信息化、智能化。
钣金零件全自动连续折弯生产线整体布局如图3所示,以机器人代替人工完成门框的连续加工,节拍为不长于20 s/件,具备根据任务单实现板料厚度、长度、宽度、减缺位置、折弯尺寸、冲孔位置等的自动调整功能。

▲图3 钣金零件全自动连续折弯生产线整体布局
3 折弯工艺路线
笔者以其中一款门框的铰链档折弯钣金零件为例进行介绍。钣金零件截面如图4所示,零件最终成形需要经过冲孔下料和九道折弯工序。传统折弯靠边定位块位置尺寸管理混乱,对不同产品的通用性不强,并且质量管理无可追溯性。
3.1 工艺路线编排
参考现场现有的工艺生产路线,重新编排每一个折弯点的生产工序,并且提前模拟整个折弯工艺的折弯姿态。在AutoCAD二维平面软件中,对整个过程做出初步模拟,采用钣金零件比较稳定的一边作为靠边基准。折弯工艺路线如图5所示。
3.2 靠边距离确认
钣金零件折弯部分截面如图6所示。按中性层展开的原理,坯料总长度应等于零件中性层直线部分和圆弧部分长度之和。
通过理论计算,得到钣金零件每一道折弯工序中性线边距,然后进行现场验证,进而确定合适的折弯因数和靠边尺寸。
坯料展开总长度L为:
L=L1+L2+πa(r+kt)/180°
(1)
式中:Li为坯料中性层直线部分长度;a为折弯弧度;r为坯料圆弧内半径;t为坯料厚度;k为折弯因数。
中性线边距L′为:
L′=L2+L3+…+πa(r+kt)/360°
(2)
折弯因数k取决于坯料厚度t和圆弧内半径r。当r/t为0.1、0.25、0.5、1、2、3、4、5,以及大于等于6时,折弯因数k依次为0.23、0.31、0.37、0.41、0.45、0.46、0.47、0.48、0.5。
已知t为2 mm,r为0.5 mm,初步选择折弯因数k为0.31,换算后可以得出理论靠边尺寸。折弯工艺数据见表1。

表1 折弯工艺数据
4 折弯过程控制
4.1 三维建模仿真
钣金零件全自动连续折弯生产线由自动送料定位机构、抓取机器人、自动折弯机,以及集成在折弯机上的前后自动靠边定位机构组成。
为了避免运动中干涉和机器人可达域等问题,应用SolidWorks软件对所有单元进行三维建模,包含钣金零件的所有折弯状态,如图7所示。

▲图7 钣金零件全自动连续折弯工艺三维建模
为了保证钣金零件整个折弯过程的生产节拍,通过RoboGuide机器人模拟仿真软件对整个过程进行仿真,如图8所示。

▲图8 折弯过程仿真
目前现场单件生产节拍为3 min。
4.2 靠边尺寸设定
自动折弯机上分别集成全自动前挡指靠边机构、全自动后挡指靠边机构,可以结合计算得到的理论靠边尺寸,自动调整至相应位置。抓取机器人的作用是将钣金零件放到操作台上,让产品基准与挡指靠边,并保持稳定。
通过现场验证后,对工艺参数加以修正,然后将最终完善的工艺参数存储至折弯机工艺系统软件中,见表2。
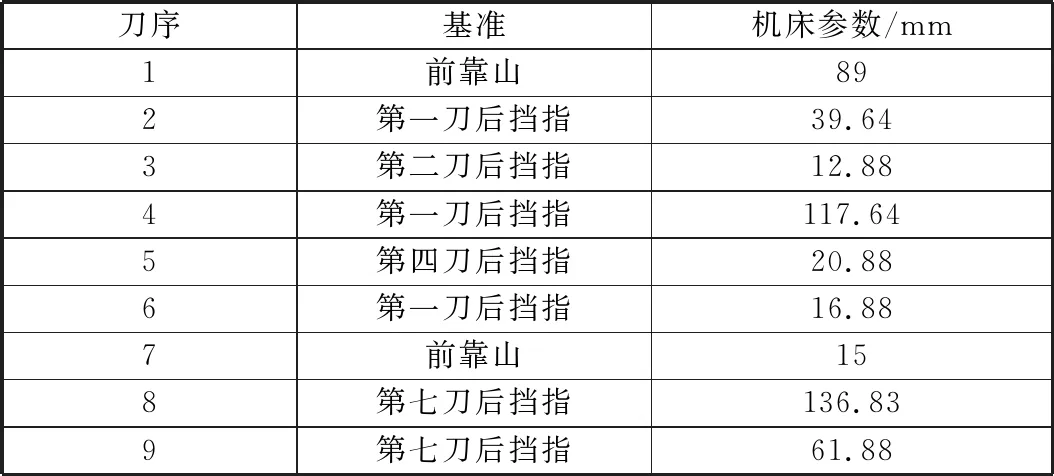
表2 最终折弯机床参数
4.3 现场折弯结果修正
门框铰链档折弯零件属于标准的连续折弯零件,零件每道折弯之间互相影响,因此折弯基准的选择和折弯因数的设计尤为重要。
在坯料总类、折弯半径和厚度确定的情况下,可以通过经验值来选取对应的折弯因数,并计算折弯过程中的折弯补偿参数。在现场调试时,折弯补偿参数需要依据实际情况进行适当修正,修正后折弯因数也可套用在其它同样板厚和材质的门框上,减少现场调试时间。
由于产品较长,考虑现场设备自身的精度,产品的左右两端尺寸有一定偏差,但只要满足±0.2 mm公差要求即可。
最终折弯工艺数据见表3。表3中的尺寸大部分都在公差范围以内,因而暂时不需要对折弯因数进行过多修正。表3中L5和L8尺寸超出公差范围,L5尺寸偏大,L8尺寸偏小,因此只需要对刀序5的后挡指机床参数加大0.2~0.3 mm,就可以同时满足L5和L8的尺寸要求。依照此方法,即可得出合适的工艺参数。将数据记录在设备数据库中,以便换型时直接调用。

表3 最终折弯工艺数据
以上方法经现场实际测试后,一个班次就可以完成一种产品的调试,并且调试所耗损的材料基本上在10件以内。相反,如果仅仅依靠现场的经验数据来调试,个别案例所需消耗的调试件多达上百件,调试周期也长达一周,并且很难追溯整个过程。
对于种类繁多且小批量生产而言,以上方法大大缩减了工艺调试周期。
5 应用效果
钣金零件加工主要包括下料和折弯两个过程,其中,折弯工艺一直都是以理论为依据,然后通过实际验证来保证折弯精度及稳定性。为了应对日益增长的客户需求,产线柔性化、反应快速化、产品高品质化成为企业发展的方向。
门的用途、形式、要求各式各样,势必会导致门框折弯零件多样性。通过密集的人工和经验数据记录来达到工艺需求已不能适应发展,在目前多达上千种的产品总类面前,必须寻找快速而有效的方法来获取折弯工艺参数。
笔者通过智能制造技术,快速得到正确的工艺参数,并且将所有参数全部录入设备系统,以便于现场产品生产种类的快速切换,在极大程度上减少了人为干扰因素。钣金零件全自动连续折弯工艺现场实际应用如图9~图11所示。

▲图9 钣金零件全自动折弯生产线▲图10 钣金零件靠边挡指位置自动化设置与存档
6 结束语
近年来,国内制造业飞速发展,为了完成由量向质的转变,每年都有大量新技术、新装备应用于智能制造系统。

▲图11 折弯机参数自动化设置
笔者借助先进智能制造技术,提出适合钣金零件的连续自动折弯工艺过程控制方法。钣金零件全自动连续折弯生产线所涉及的全自动折弯机、全自动靠边装置、抓取机器人在单独运用时,都能保证自身的精度。但是在集成为整个系统后,自动化设备单元之间的制造精度互相制约和影响,如何系统有效地运用这些新技术和新装配,保证工艺的稳定和成熟,将成为新的研究课题。
