关于高速数控转台动平衡检测及调整方法的研究
2022-02-22孙宏伟
孙宏伟
(科德数控股份有限公司,辽宁 大连116100)
高速直驱数控转台是车铣复合加工中心中非常重要的功能部件,高速转台在车削加工中的振动情况,直接影响数控机床加工零件的精度及机床使用寿命。高速数控转台产生动不平衡现象通常有以下几部分原因:当转台空载时,可能存在转台本体转动部分质量不对称、转台生产制造过程中零件加工误差和装配误差等;当转台在使用过程中,可能存在被加工件质量不对称、工装夹具设计不对称等情况。转台产生的动不平衡将引起数控转台的振动,进而引起数控机床的噪声过大,轴承寿命的降低等现象。因此高速数控转台通过动平衡检测并进行质量调整之后,使其回转轴线与惯性轴线重合,去除了不平衡力,实现了动平衡。本文对数控转台动平衡的计算方法、检测方法和调整方案进行了详细阐述,对高速直驱数控转台的设计及应用具有指导意义。
1 转台动平衡理论
数控转台旋转部分称其为转台转子部分,转台的动不平衡即为转子不平衡[3]。转子旋转时,由于转子质量分布不均使其中心主惯性轴与旋转轴线不重合而产生离心力引起转子的振动,即称为转子不平衡。转子不平衡的类型分为:静态不平衡、力偶不平衡、准静不平衡和动态不平衡。动态不平衡是由静态不平衡和力偶不平衡相叠加而成。
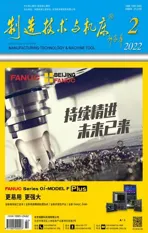
数控转台转子可以将其看作由多个沿轴向的圆盘面组成,如图1a。一个质量分布均匀的圆盘,其重心正好在旋转轴线上,旋转时各方向的离心力大小相等,其合力为0,此时不会产生离心力,转子处于平衡状态,如图1b所示。当圆盘质量不均匀,圆盘的重心O1与回转中心O之间存在一个偏心距r,圆盘旋转时各方向的离心力大小不相等,合力不为0,见图1c所示。
转台转子旋转,各圆盘离心力相互叠加,所产生的离心力F计算公式为:
F=∑Δmiriω2=mrω2
(1)
式中:F为离心力,N;Δmi为第i个圆盘质量,kg;ri为质心与选择轴线中心距离,m;m为转子的不平衡质量,kg;r为转子质心与回转轴线的距离矢量即旋转半径,m;ω为转子角速度,°/s。
转子质量不平衡引起的振动为周期振动,振动规律为规则的正余弦波,根据振动理论[1],角速度ω与角频率ωn相等,其与振动频率f及转速n的关系为:
(2)
因此:
(3)
动平衡中通常使用质矢积mr来表示对转子进行校正时的不平衡量,用U表示,不平衡矢量U=mr,g·mm。U的大小表示不平衡量,角度表示不平衡相位,即不平衡质量在垂直于转子的极坐标系中与基准的夹角。
衡量转台转子的平衡精度一般采用转子单位质量的不平衡量即不平衡度e表示,不平衡度也叫转子的偏心距,那么
e=mr/M
(4)
式中:e为不平衡度,μm;M为转子质量,kg。
由于数控转台具有长径比小,刚性大等特点,可以将其看作为刚性转子,将本身的弯曲忽略不计,可以采用单面动平衡法,在一个任选平面进行加减重量动平衡矫正,矫正后在任意转速下,其不平衡量不会明显超过平衡等级要求。采用单面动平衡矫正时,只需考虑转子的不平衡力,而不必考虑不平衡力偶。
数控转台通常采用单面影响系数平衡法,影响系数法是指被测转台的不平衡量与振动系统是一个线性系统,被测转台的不平衡量可以是各平面中不平衡量引起的振动响应的线性叠加。各平衡面上的单位不平衡量引起的振动响应,即为影响系数。
设转台的初始不平衡量U0,影响系数为α,输出的振动响应X0为[2]:
X0=αU0
(5)
选定某一矫正平面,增加已知平衡量U1, 加重后输出的振动响应X1为:
X1=α(U)0+U1)
(6)
可得影响系数为:
(7)
不平衡量为:
(8)
根据求出的不平衡量的位置和大小,在矫正平面不平衡量的位置上去掉与不平衡量大小相等的质量块或者在其对称位置增加与不平衡量大小相等质量块,实现动平衡矫正,由于校正后无法实现绝对平衡,因此引入了动平衡精度等级G。
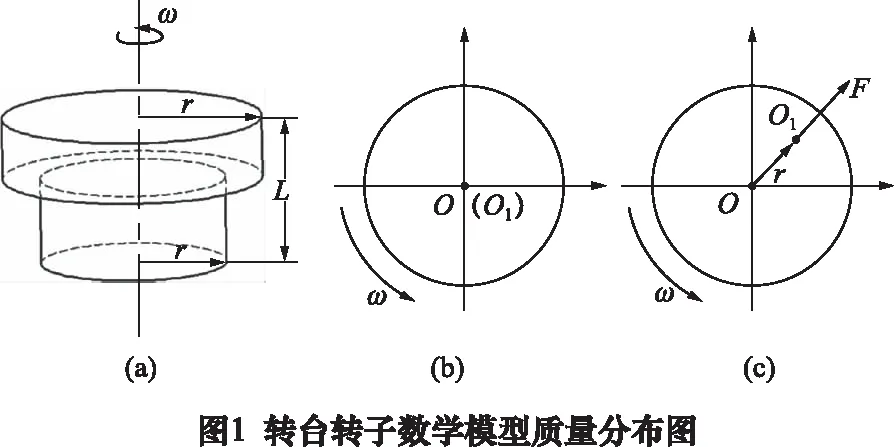
数控转台输出的振动响应为周期性振动,即为简谐振动[1]。简谐振动旋转矢量在垂直轴上的投影为:
X=Asin(ωnt+φ0)
(9)
式中:X为振动位移,mm;A为振动幅值,mm;ωn为圆频率,°/s,与旋转角速度ω相等;旋转矢量与水平轴的初始夹角φ0为初相位角;t为时间,s;ωnt+φ0为在t时刻时相位角。简谐振动旋转矢量在坐标轴上投影表示如图2所示。
由此可知,转台实现动平衡调整需要提取不平衡振动信号的幅值和相位。对简谐振动的位移求一阶导数和二阶导数分别得到振动速度V和振动加速度a。
(10)
(11)
根据以上分析,对比简谐振动的运动学特征:
(1)振动位移、振动速度和振动加速度均具有相同圆频率。

国际标准采用转子质心的转动线速度来表示平衡精度等级G,即为振动速度V,根据简谐振动理论:
G=eω/1 000
(12)
(13)
通过采集振动信号的振动幅值和振动相位角,可求出振动位移即为转子偏心距e,根据转子转速,可知角速度即可得出动平衡等级G的值。
根据ISO标准将G分为11个等级(2.5的倍数)G4000、G1600、G630、G250、G100、G40、G16、G6.3、G2.5、G1、G0.4,数控转台动平衡等级按照G6.3等级进行调整。
2 转台动平衡检测设备选用
数控转台动平衡检测设备主要有两类:一类为外置手持动平衡仪,见图3,此种动平衡仪硬件包括集成动平衡仪、光电速度传感器及磁性加速度传感器。速度传感器及加速度传感器均为外置形式,布置于转台的外表面,此种方法具有很高的灵活性,检测成本低,一台动平衡仪可进行多台数控机床转台的检测,但由于传感器的外置,检测时无法关闭机床防护门,有一定的安全隐患。如加工零件的形状复杂,品类较多,需要重复多次的安装两种传感器,操作不便捷。

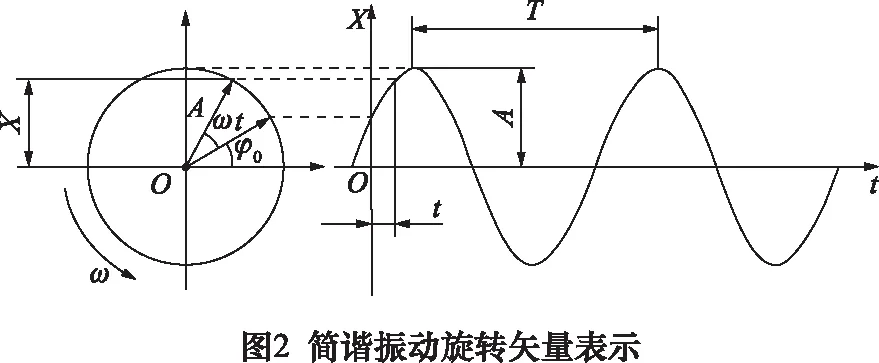
另一类为在线动平衡仪,见图4,由动平衡控制模块、振动传感器、速度传感器和动平衡软件组成。可以将整套产品集成到数控机床中,操作面板为机床控制面板,动平衡软件可作为一种应用软件使用。速度传感器和振动传感器也可预埋到数控转台内部结构中,将动平衡控制模块安装到数控机床电控柜中,与数控系统相连,此种方法安全性和可操作性更高。在数控系统中安装动平衡软件,根据采集的信号经过处理,形成不平衡量的调整方案。在实际应用中,我们对车铣复合加工中心转台配置了在线动平衡仪,不仅保护了机床的使用寿命,更提高了加工质量。
根据两种动平衡检测设备的应用特性,外置手持动平衡仪的应用比较广泛,常用于作为机加工车间的配件仪器使用,一台设备可兼容不同的高速转台动平衡检测,也可作为转台功能部件装配动平衡检测。在线动平衡仪通常配置到高档数控机床中,传感器内嵌到数控转台中,应用更便捷。
3 转台动平衡调整方法
根据转台动平衡理论,转台的动平衡调整方法采用单面动平衡法,手持动平衡仪与在机床线动平衡仪均可辅助转台调整转台动平衡。
采用某品牌手持动平衡仪进行转台动平衡调整,将加速度传感器吸附到转台外圆周轴承位置,将光电传感器反光贴粘到工作台圆周上,光电传感器固定安装,转台开始旋转,测试此时振动的最大值及位置,此时为未加重状态。停机,增加试重,再开机测试加试重后的振动最大值和位置,进而显示出不平衡量和相位。停机后加平衡配重块,再开机计算平衡后残余不平衡量的大小和相位。与动平衡等级换算出来的值对比,判断是否满足动平衡等级要求。
采用了某品牌的机床在线动平衡仪,与数控机床集成,其动平衡主要的调整方法可以分为两种类型:
(1)展开角度方法:通过移动两个相等重量的砝码到计算好的位置来补偿不平衡量,见图5。

将预先准备好的2个配重块,安装到转台指定的矫正平面配重槽中,对称位置安装,通常配重槽位置为工作台上表面或者背面,给定转台指定转速,打开动平衡检测软件,经过检测处理后,软件给出两个配重块布置角度,通过移动配重块位置与转台的不平衡量相互抵消。
此种方法的特点是可采用固定质量的配重块,通过安装不同位置来进行动平衡调整,无需准备大量不同质量的配重块。这种方法也是转台动平衡调整中最常应用的方法。转台台面配重槽设计时需要注意保证配重块可以360°任意位置均可以安装。
(2)固定位置方法:通过增加配重块到特定的位置来补偿不平衡量,见图6。
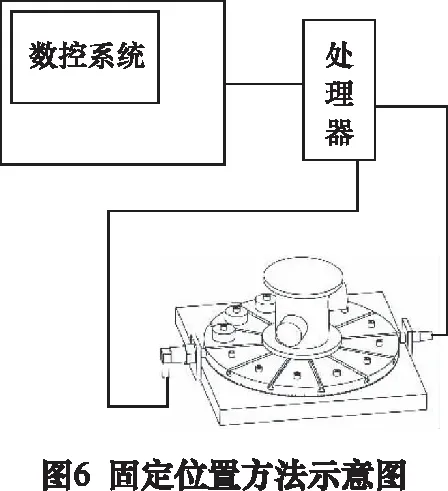
将工作台预留圆周均布螺纹孔,给定转台指定转速,打开动平衡检测软件,经过检测处理后,软件给出需要增加重量的位置以及每个位置增加多大的配重块。
此种方法的特点是配重块安装位置固定不变,在圆周中取均布的几个位置,安装不同的质量块,达到动平衡调整的目的。需要准备不同质量的配重块,配合调整。此种情况通常适用于小型数控转台,如台面尺寸200 mm左右的高速数控转台。
4 实例测试
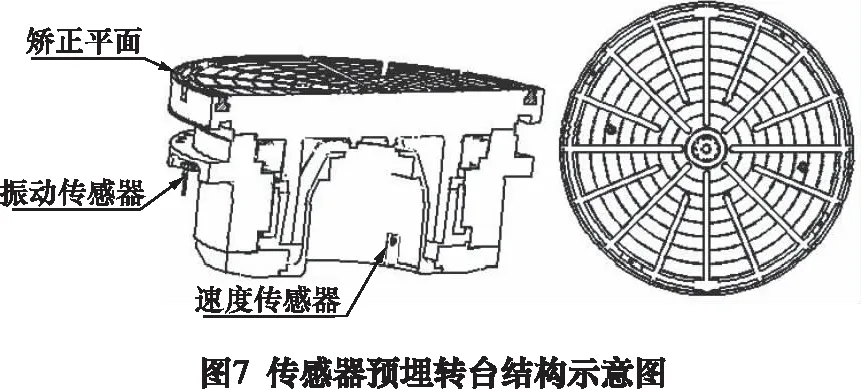
结合动平衡理论以及动平衡检测设备调整方法,设计数控转台的动平衡调整方案。某一五轴立式加工中心,配置转台台面直径400 mm,最高转速2 000 r/min。机床安装某品牌在线动平衡仪,此动平衡仪通过展开角度法,进行转台动平衡的调整。此品牌配置信号处理器,通过将速度传感器和振动传感器预埋到转台内部,进行型号采集。通过软件处理器,在软件中输出配重块调整的位置以及调整后不平衡量的大小,示意图如图7所示。
数控转台的动平衡等级要求按照G6.3级进行调试。根据动平衡等级及转速换算出e的值。在线动平衡仪软件显示的不平衡量与e值进行对比,判断是否符合动平衡等级要求。
表1中列出了G6.3级时许用不平衡量的标准值,记录了不同转速下动平衡调整前不平衡量和动平衡调整后不平衡量值,通过对比可知动平衡调整达到了要求的平衡等级,可以进行高速车削加工。
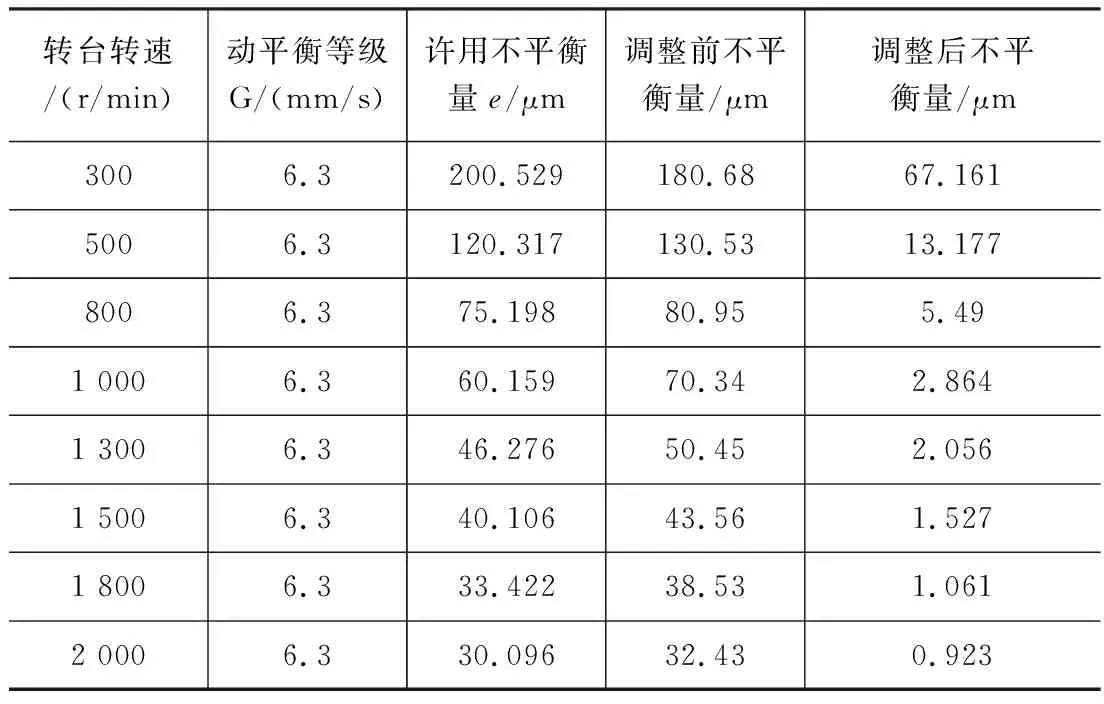
表1 动平衡检测表
5 结语
高速数控转台的动平衡情况对数控机床的加工精度及使用寿命等有着重要的影响。动平衡理论本质上则为转子不平衡。数控转台通常采用单面影响系数平衡法对其进行动平衡矫正。动平衡仪均是通过采集不平衡振动信号的幅值和相位,处理后得出不平衡量,进而判断转子是否符合规定的动平衡等级。对目前市面上常用的动平衡仪种类以及动平衡仪的调整方法进行阐述,并将其应用到产品中,此项研究对数控机床高速转台的使用具有重要意义。