TA15钛合金深孔钻削试验研究
2022-02-22冯亚洲黄帅澎刘雁蜀丁云飞
冯亚洲 黄帅澎 刘雁蜀 丁云飞
(西安石油大学机械工程学院,陕西 西安 710065)
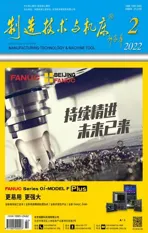
TA15钛合金的名义成分为Ti-6.5Al-2Zr-1Mo-1V,其主要的强化机制是通过α稳定元素Al的固溶强化,加入中性元素Zr和β稳定元素Mo、V以改善工艺性能。该合金的Al含量为6.58%,Mo含量为2.46%,属于高Al含量的近α型钛合金。因此,它既具有α型钛合金良好的热强性和可焊接性,又具有(α+β)型钛合金的工艺塑性。TA15钛合金具有密度低、比强度高、抗腐蚀性能好、工艺性能好的优点,可作为较理想的航天工程结构材料[1]。但由于TA15钛合金导热系数低、弹性模量小,属于难加工材料,而深孔钻削又在封闭或半封闭状态下进行的,无法直接观察到刀具的切削状况,随着钻削深度的增加,切屑从孔中排出的难度也会增加,散热条件也会越来越恶劣,导致排屑困难,易造成堵屑,致使深孔钻头崩坏扭断,严重影响内孔加工质量和降低加工效率[2]。因此,对切屑形态的有效处理和合理控制在深孔钻削中是非常重要的。
目前,针对难加工材料切削加工方面的问题,许多学者在切屑形态方面做了大量研究。张小粉等[3]通过硬质合金枪钻对45钢进行钻削试验,采用单因素试验法研究了切削速度和进给量对切屑形态的影响规律,结果表明,切削速度不变时,随着进给量的增大,切屑的形状会从长带状变成单元状;进给量不变时,随着切削速度的增大,切屑尺寸从大变小再变大。李艳等[4]通过麻花钻钻削304奥氏体不锈钢试验,得出转速相同的条件下,进给量增大会使切屑由带状切屑变为单元切屑。李毅[5]通过车削TA15钛合金试验,发现切削速度、进给量和切削深度的增加,均会加大TA15钛合金切屑的锯齿化程度,导致材料的切削性能变差。金城哲等[6]通过仿真和切削试验相对比的方法研究了刀具几何参数和切削用量钻削高强度钢时对切屑形态及切屑几何参数的影响,分析得出增大切削速度和进给量时,切屑形态会从长螺旋带状、短螺旋带状和宝塔状转变为锥状和崩碎状切屑;选择较大切削速度与进给量,切屑断屑率将增大,能有效减少刀具磨损,提高工件表面质量。胡宽辉等[7]通过错齿BTA(boring trepanning association)钻削空心车轴试验,研究了不同切削参数对切屑形态及排屑效果的影响规律,结果表明,合理地选择进给量和切削速度,可以有效地控制切屑形态。
切削用量、刀具几何参数在加工过程中对切屑形态均有影响。根据材料的性能,合理地选择切削用量和刀具几何参数可以有效控制切屑形态。在深孔加工中,单刃BTA深孔钻采用轴向阶梯分屑,即在切削刃后刀面上磨出台阶,根据钻头直径的大小,将外刃分为1~3个切削刃,使切屑分成又细又长的卷屑,而此卷屑在排屑入口处交汇时又容易相互纠缠,造成严重堵屑,因此,需要设置断屑槽来使切屑折断,形成窄而短的切屑。断屑槽的主要参数为宽度W、深度H和过渡圆弧半径R。这些数值与工件材质、钻头直径以及切削用量有关,必须合理选择,才能确保排屑顺畅。因此,本文通过对难加工材料TA15钛合金进行深孔钻削试验,研究和分析在钻削过程中刀具断屑槽圆弧半径、机床主轴转速和进给量对切屑形态的影响,进而获得合理的加工工艺参数,有效提高加工质量和效率。
1 深孔钻削试验
1.1 BTA深孔加工系统工作原理
BTA加工系统是一种典型的深孔内排屑加工系统,其原理如图1所示。工作原理如下:高压冷却液通过授油器输入到钻杆外部与被加工工件孔内壁的切削区域,然后冷却液带动切屑从钻头内部的排屑通道和钻杆内孔排出至容屑盒内,切削液经过滤沉淀不断循环使用。因此,在BTA加工系统中对切屑形态的有效处理和控制是能否顺利排屑的关键。

1.2 试验条件
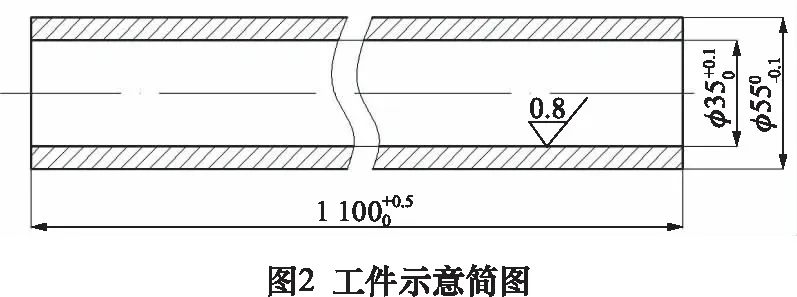

表1 TA15钛合金的化学成分 %

表2 TA15钛合金的机械和物理性能


设备选用T2120深孔钻镗床,钻杆长度为3 000 mm,最大钻削深度为2 500 mm,使用四爪卡盘装夹,切削液选用乳化液,试验设备如图4所示。在钻削过程中,对加工孔的直线度要求较高,因此采用工件旋转,刀具轴向进给的方式进行钻削。试验钻头采用φ30 mm单刃内排屑钻头,刀齿材料选用YG8[8],刀齿与刀体采用焊接方式连接。其中断屑槽的宽度W=2 mm、深度H=0.55 mm、圆弧半径R的取值范围为0.6~1.0 mm。在刀具前刀面上设置断屑槽主要是增大切屑的弯曲变形,使长切屑能够有效折断。其断屑机理如下,当切屑从前刀面上流出时,由于带圆弧断屑槽的作用,使切屑产生卷曲,增加了切屑的弯曲变形,使切屑材料失去一些塑性,然后顶到孔底,切屑在弯矩作用下再变形,当这种变形达到足够的程度时,则产生断屑。试验钻头实物如图5所示,钻头几何参数如表3所示[9]。TA15钛合金属于韧性大难断屑的材料,钻头断屑槽选用内斜型,使切屑卷成里松外紧的形状。
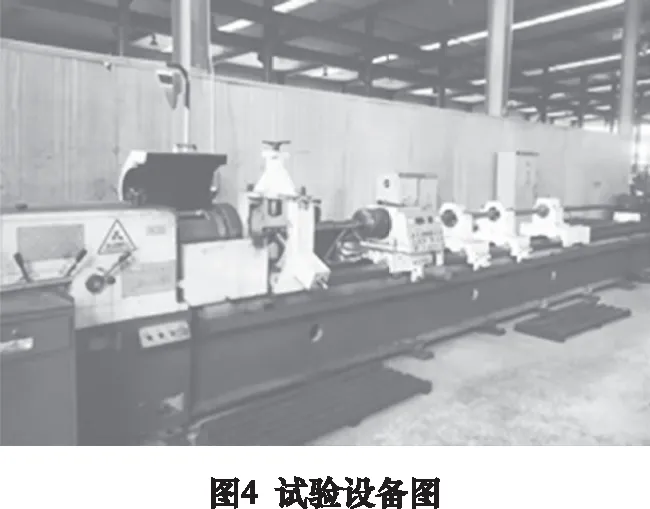


表3 φ30 mm单刃内排屑钻头几何参数
1.3 试验方法
采用正交试验设计方法[10],研究和分析在钻削过程中断屑槽圆弧半径R、主轴转速n和进给量f这3个参数对切屑形态的影响规律。根据TA15钛合金的材料性能和相关研究将因素设置成不同的3个水平,如表4所示。
表4 因素水平设置
2 试验结果与分析
在深孔加工中,钻削是在封闭空间下进行的,排屑空间小,排屑条件恶劣,工件能否顺利排屑是关键问题,排屑主要是对切屑的处理和控制。切屑的宽窄、卷曲的形状、切屑的长短都直接影响排屑情况。表5和表6分别为TA15钛合金深孔钻削正交试验设计表和试验加工情况表,采用L9(34)正交实验表进行9组深孔钻削试验,观察每次试验的切屑形态,对钻削过程中切屑形态的变化进行分析比较。

表5 正交试验设计表

表6 试验加工情况表
当R=0.6 mm时,观察试验序号1、2和3可知,随着进给量和主轴转速的增大,对切屑形态的影响不是很明显,均产生缠绕挤压螺卷屑,挤压螺旋屑,如图6a、b所示,且无法进行正常加工,出现堵屑严重现象。这主要是由于断屑槽圆弧半径太小,切屑不能圆滑的滑过断屑槽产生卷曲,对断屑槽产生冲击,导致切屑被挤压折叠,无法折断,随着加工的进行,最终在排屑通道中堵死,造成刀具严重破损。
当R=0.8 mm时,进给量为0.28 mm/r,主轴转速为335 r/min时,切屑形状发生改变,出现长短螺旋屑、长螺卷屑和少量的C型屑产生,如图6c、e。这是由于断屑槽圆弧半径R的增大,减小了切屑对断屑槽的冲击,使切屑能够顺利滑过断屑槽并产生卷曲,使切屑增加一部分附加变形,使切屑材料失去一些塑性,之后顶到孔底,切屑在弯矩作用下再变形,最后发生断屑。但在试验4结果所示中,加工状况为轻微堵屑,因此说明进给量和主轴转速对切屑形态也有影响。当进给量从0.28 mm/r增大到0.36 mm/r,主轴转速从335 r/min增大到450 r/min时,切屑形态出现缠绕长螺卷屑、长螺旋屑,加工状况为堵屑和刀具严重破损。这是由于主轴转速的进一步增大,使切削温度增加,材料塑性便会进一步增大,加剧了刀具磨损,导致切屑更加难折断所产生的,如试验5结果所示。当进给量从0.36 mm/r继续增大到0.45 mm/r,主轴转速从450 r/min减小到255 r/min时,出现C型屑、短螺旋屑和短螺卷屑,如图6d所示,可沿钻杆顺利排出,无堵屑现象,加工顺利。随着进给量的进一步增大,使切削力增大,切屑厚度增加,而随着主轴转速的降低,导致切削温度减小,使切屑的断裂应变值减小,降低了刀具磨损,使切屑能够及时折断,形成短切屑,能够顺利排出,如试验6结果所示。

当R=1.0 mm时,观察试验7~9可知,改变进给量和主轴转速,切屑型态出现缠绕长螺卷屑和长螺旋屑,如图6e、f所示。这主要是由于断屑槽圆弧半径太大,使切屑在滑过断屑槽时的卷曲半径增大,降低了切屑的变形,无法及时折断,从而出现缠绕长螺卷屑和长螺旋屑,造成排屑通道堵屑,切削振动,加剧了刀具的磨损。
综合上述分析,在深孔钻削过程中,断屑槽圆弧半径的大小对切屑形态影响最为明显。合理地选用断屑槽圆弧半径、主轴转速和进给量,可以形成较理想的C型屑、短螺卷屑和短螺旋屑,保证加工的顺利进行。
3 结语
基于难加工材料TA15钛合金的深孔钻削试验,采用正交试验设计方法,研究和分析了断屑槽圆弧半径、主轴转速和进给量对切屑形态和切削状态的影响,得出以下结论。
(1)在钻削加工过程中,断屑槽、进给量及主轴转速的大小对切屑形态均有影响,其中断屑槽圆弧半径的大小对形成C型屑、短螺旋屑起主要影响作用。
(2)选取钻头断屑槽圆弧半径R=0.8 mm,机床主轴转速n=255 r/min,进给量f=0.45 mm/r时,切屑形态主要为C型屑、短螺卷屑和短螺旋屑,排屑顺畅,钻削过程平稳。