凸缘锻件模具设计及工艺优化
2022-02-21赵启彪泸州豪能传动技术有限公司刘鑫门正兴刘为亮吴宇昊成都航空职业技术学院航空装备制造产业学院
凸缘是指容器开孔处的一种联接件,当需要紧凑连接并保证刚度时,可用短而厚的凸缘来代焊接管。近年来凸缘件使用广泛,具有广阔的市场价值。由于容器凸缘件整体结构较为复杂,纵深较大,壁厚较薄,锻造成形具有很大的困难,易出现充型不满的情况。
对于凸缘等类型的零件,很多学者进行了研究。崔海峰等分析不同凹度下外圈密封圈安装面和沟道的变形,结果表明外圈凸缘安装面凹度有助于改善外圈安装变形。鄢光旭等针对该带增厚凸缘的离合器毂体,进行了增厚凸缘的冲锻(翻孔及镦粗)过程的精度研究。束学道针对焊接易导致零件产生变形降低加工精度的难题,提出了多工步整体热旋成形零件方法,为带凸缘深锥形薄壁回转件的旋压成形提供了理论基础。
本文以容器凸缘件为例,设计锻造凸缘的模具,同时利用Deform-3D 软件对凸缘件进行了模拟,并对毛坯形状进行了优化。
模具设计
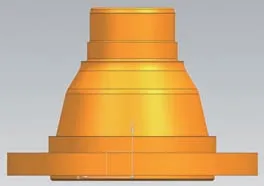
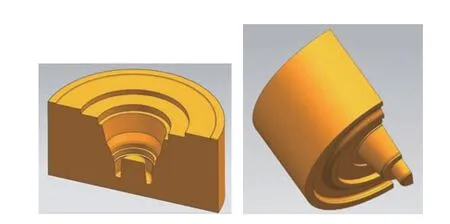
图1 为凸缘件,此种凸缘件纵深较长(98mm),最薄处6.6mm,成形难度较大。本次采用开式锻造,图2 为设计的模具,周围有一周飞边,主要保证充型的饱满。加工余量为3mm,模锻斜度为7°。
模拟设置
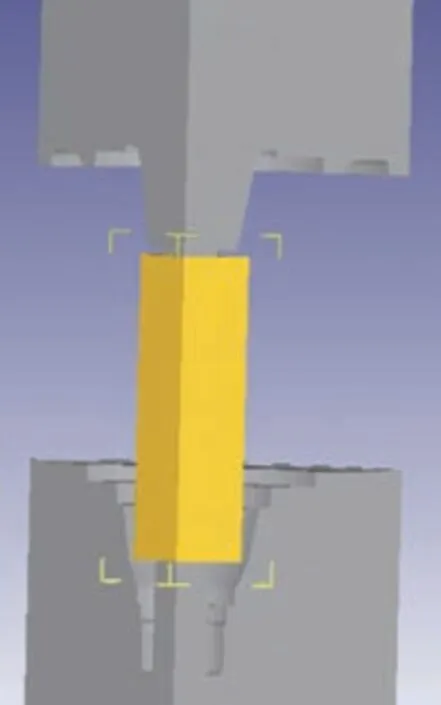
模具设为刚体,坯料为塑性体,材料为40Cr。由于四面体网格计算比较精确,采用四面体单元对工件进行网格离散划分,网格总数为50000 个。工件与模具之间的传热系数为5N/(s·mm·℃),摩擦系数为0.3。为方便计算,模拟采用四分之一模型进行,模拟模型如图3 所示。表1 为模拟中采用的工艺参数。
不仅如此,为有效预防和应对天然气在保供周期生产运行过程中发生突发事件,最大限度降低系统管网压力波动对气井正常生产造成的影响,保障气田产能得到最大限度的释放,青海油田按照事件分级对冬供管线外输量的影响程度分为Ⅰ、Ⅱ级事件并形成了可操控的应急预案。

模拟成形分析
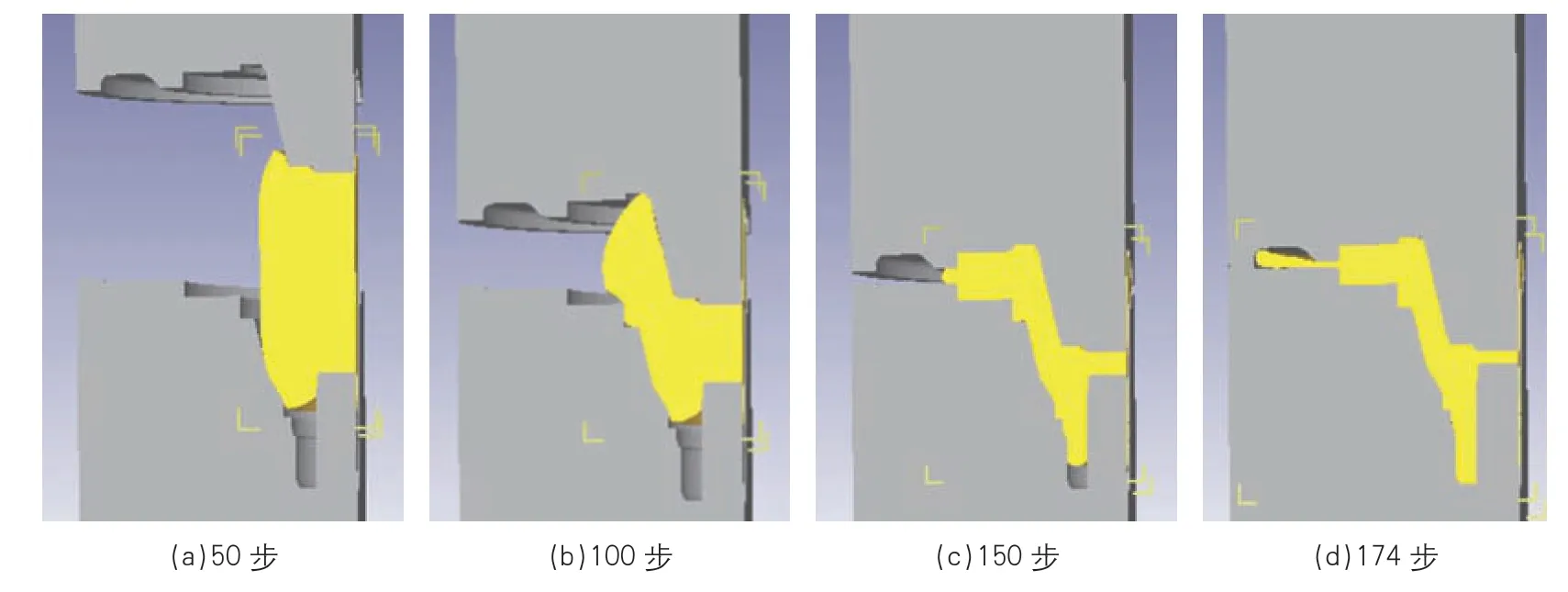
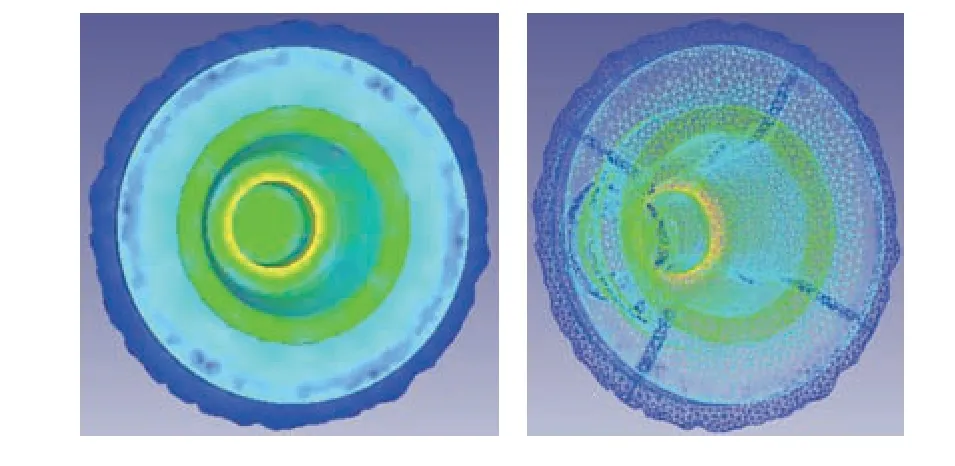
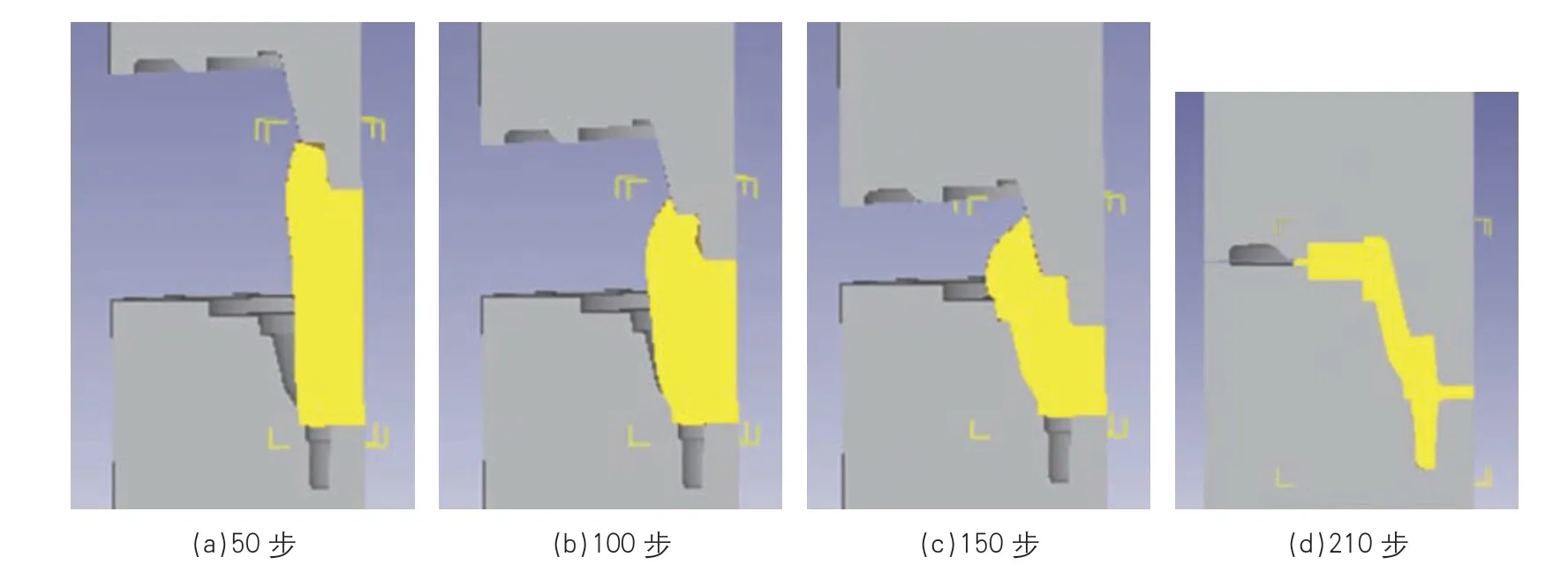
图4 为方案一锻造模拟图,坯料锻造过程中,随着上模的不断下行,坯料逐渐成形,整体成形比较平稳,成形后的工件没有大的缺陷,但是飞边比较大,原材料损失较大,不利于实际生产。图5 为成形后的零件的等效塑性应变图,从等效应变的变化可以看出,凸缘件上部和中部的塑性变形是比较大的,而底部则处于小的塑性变形。说明在成形过程中,由于飞边槽阻力过大,导致其周围的金属不易向飞边槽处流动,处于小的塑性变化。相反位于上部和中部的金属在模具的作用下发生大的塑性变形。

由于凸缘件结构比较复杂,为了获得更好的成形效果,设计了三种不同的坯料尺寸,如表2 所示。
图9 为方案三的锻造模拟图,从方案三的成形结果可以看出,成形工件存在未充满的部分,成形效果较为良好,飞边较小,整体成形较为平稳。此方案相对于方案二有些许不足。从图10 等效应变图可以发现,塑性变形区分布与第一、二方案相似,都是在下部处于小塑性变形,上部和中部处于较大变形,成形后的接触也较为良好。从三种不同的方案可以看出,方案二成形效果最好,原材料利用率高。
监理是通过对施工单位的施工进度、质量以及成本实行控制的。所以良好的组织协调施工单位的施工过程是监理工程师工作的重点内容。在实施监理的过程中,要始终坚持实事求是的原则,在遵守规程和制度的前提下,实施科学管理。监理工程师应该在保证建设的总目标不变的前提下,平衡各方面的利益,鼓励施工单位及时的对遇到的问题和困难、工程的实际施工状态进行汇报,掌握一手的施工信息,对影响目标的问题进行排除。在进行协调沟通的时候应该注意分寸,使工作中的分歧技能得到有效的解决,又不影响各方的关系,主要应该最好以下几个方面要:
传感器俯视图如图2(b)所示,磁通门传感器两个励磁绕组均匀绕制在磁芯通孔的左右两侧,绕组匝数相等且方向反向串联。励磁绕组产生的励磁磁场大小相等方向相反,并围绕通孔组成闭合磁通路径。外部激励源产生频率和幅值稳定的高频方波,使励磁线圈中的磁通产生周期性变化。因此,当激励电流达到峰值时,相应的磁芯中的磁场接近最大值。忽略通孔两边微小不对称,假设通孔左右两边几何参数和电磁参数完全相同,则在检测线圈的感应电动势将互相抵消,因此激励电流只起到调节磁芯磁导率的作用。
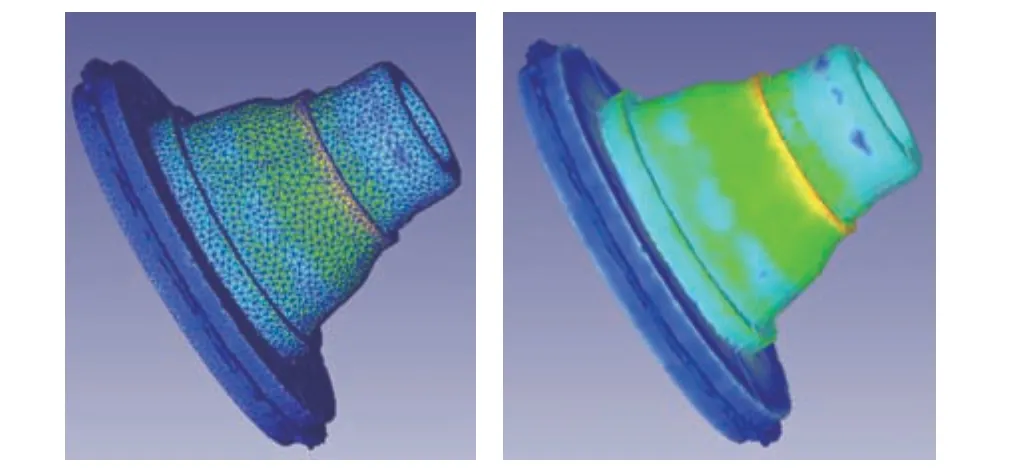
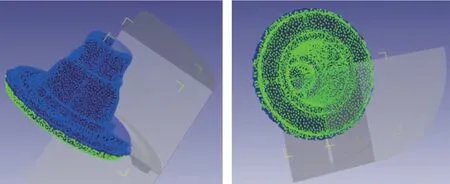
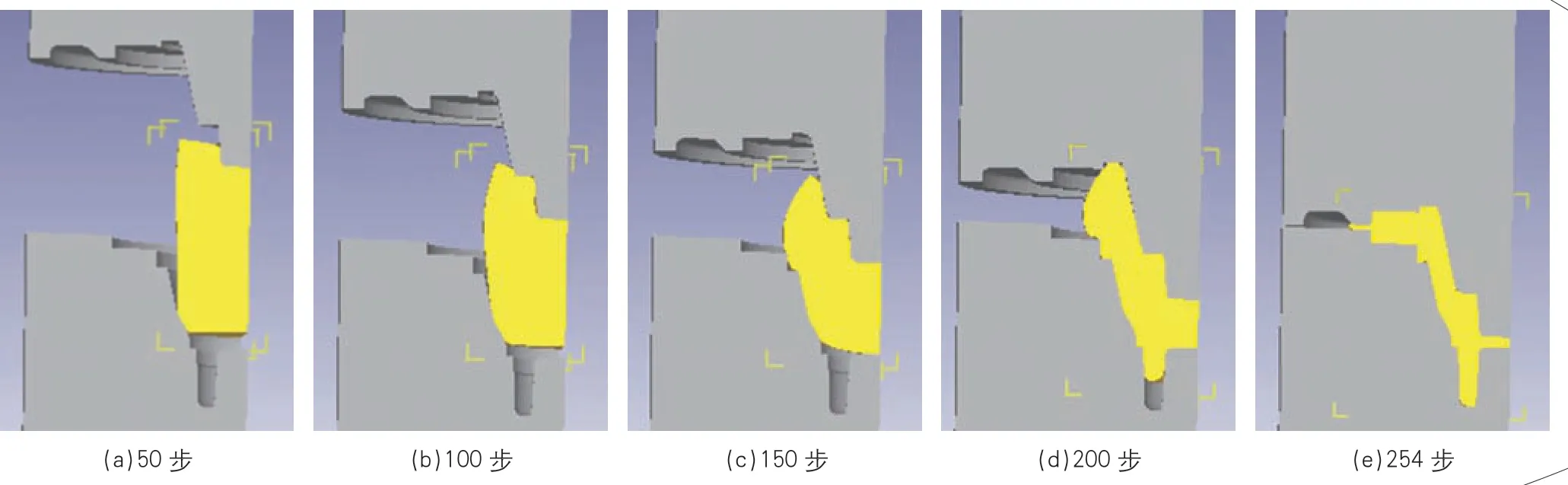
图6 为方案二的锻造模拟图,方案二的坯料要小于方案一的坯料。从图6 看出,方案二成形后的飞边很小,达到了少或无飞边的效果。此种方案相对于第一方案原材料利用率更高,成形效果平稳,也没有大的缺陷。图7 为方案二的等效塑性应变图,可以看出,塑性变形区分布与第一方案相似,都是在下部处于较小塑性变形,上部和中部处于较大的变形。从图8 锻模与坯料接触图得出,成形后的工件与模具接触良好,成形后的表面形貌接近于设计,因此,方案二的坯料成形效果良好。
好些人都记得那两个古里古怪的家伙,他们有时分开来走,有时结伴而行,一个长得高大,一个矮小粗壮,粗壮些的像是哑巴,几乎不说话,都由高大些的男人讨水、要饭,有人也看到那粗壮男人把头上布条解开,看到有人走近,又把头脸裹得严严实实。
结论
⑴对于不同类型大小的坯料,成形后的塑性变形区都是相似的,坯料的形状对塑性变形区的分布影响较小。
⑵坯料尺寸在r=36mm,h=117mm 时成形效果最好。

