球面销锻造模具设计及冷锻技术应用
2022-02-21金朝晖吴雅俊吴曾龙安徽安簧机械股份有限公司
本文以球面销为研究对象,分析球面销的锻造模具设计及对称平面的冷精锻。通过有限元分析,得出使球面销不产生内应力所需的合理精压余量,设计合理的模具,保证锻件的强度和精度。通过大批量生产进行验证,对冷精锻生产过程中出现的缺陷进行分析,找出缺陷原因,提出解决办法。
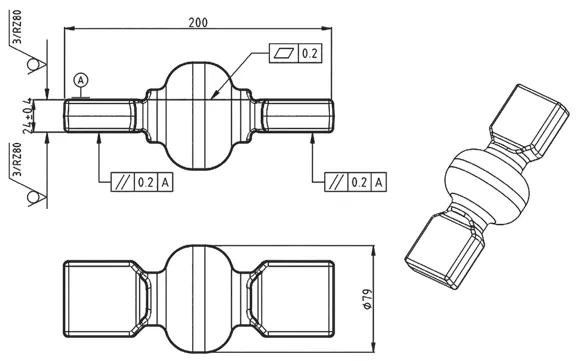
球面销锻件示意图如图1 所示,球面销锻件是汽车关键零部件,物理、力学性能都有较高的要求。实际使用中,由于材料强度很难得到保证,经常发生零件损伤而需要不断更换。故采用热精整冷精锻的工艺替代切削加工,从而提高球面销的精度和表面粗糙度,使锻件表面硬化,提高耐磨性。
实际透平压缩机组的振动监测往往忽略轴向振动,但经过多年的故障分析以及许多成功案例显示,透平压缩机主轴的轴向振动位移信号中的交流成分可以有效地监测诊断透平压缩机组的多种不同类型故障,例如监测诊断预报推力瓦组件的损坏以及转子轴裂纹故障等。相对于交流信号成分,其中直流成分可以显示推力瓦轴承以及主轴的当前状态。直流成分一般都用来判断转子的平衡状态,交流成分一直没有得到重视。
8例均行CT平扫,3例行轴扫、3例行冠扫,2例行轴扫及冠扫,使用西门子16排 B型CT扫描仪,轴扫扫描范围自额窦顶部至硬腭,冠状扫描范围自额窦前部至蝶窦后部。管电压120KV,管电流250~300mA,层厚2~3m,层间距2~4mm,骨窗窗宽1800~2000HU,窗位200~400HU,软组织窗宽300~450HU,窗位40~45HU。
球面销工艺分析
球面销在锻造生产中对工艺和模具设计有一定的要求。锻件的材料为40Cr,经初步估算,锻件重约3.1kg。锻件长200mm,中间球状直径约78mm,两端为扁平结构,交接处有台阶,这决定了只能采用卧式锻造。锻件成形的关键在于如何保证金属材料的合理分配及充满型腔。客户明确4 个平面为产品关键特性,锻造难以同时满足其尺寸及公差、形位公差和表面光洁度的要求。因此我们针对该位置的特性新增冷精锻工序,进一步优化加强该处关键特性,以期达到客户要求。
⑴坯料直径是否合理。
⑶公差选择:按图纸和DIN 10243-1-2005 标准要求,锻件R 角按上限设计(+0.5r);球销加工面按正差设计,非加工面按零位偏负差设计。
球面销模具设计
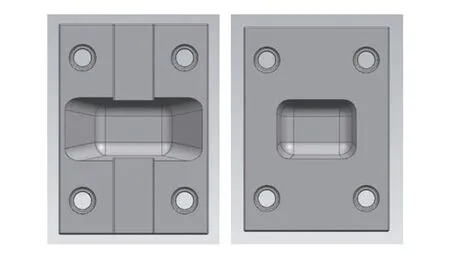
该锻件体积不大,故预成形(图2)和预锻设计(图3)在一个模具中,减少一个模具安装工位,模具设计应注意以下几点:

(1)体积比:终预锻体积比的大小会影响模具寿命,一般预成形、预锻、终锻的体积比控制在1.2:1.1:1。
精锻量的选取应充分考虑客户的需求。精锻量过大,严重损耗设备、模具;精锻量过小,难以达到表面光洁度要求。如图1 所示球面销,精锻面做了凹面反补偿处理,精锻量取0.3 ~0.5mm。冷精锻模具(图6)设计的关键在于精锻面到承击面的厚度,考虑锻件常温下塑性比较小,弹性变形大,因此该厚度按锻件厚度的负差设计,图1 锻件厚度为(24±0.4)mm,精锻模的精锻厚度为23.6mm。
⑵退刀槽:锻件上的退刀槽在锻模上显示为凸出,易磨损,要求退刀槽深度按极限正差设计,即此处锻件厚度按极限负差设计。
终锻模具设计(图4),在符合图纸的前提下,应满足以下几点:
大学老师并非所授的课程都是自己的专项,许多学校的体育老师具备一专多能的水平.这就导致大学体育老师有的既给学生上足球课,同时又给大学生上篮球课.这就牵制了老师的精力,使其不能深入某一特定课程.也有一些老师理论知识很好,但随着年龄的增长,实践能力偏弱,不利于俱乐部模式的开展.

⑵坯料长度是否合适。
综上分析:明确球面销生产工艺流程为:下料→加热→锻造(镦粗预成形+预锻→终锻)→热处理→后处理(探伤、抛丸、打磨等)→冷精锻→包装。
主要是对两类人群进行访谈:一是个案教师.对个案教师的访谈主要在以下时间收集资料:①在建构教师个体生命故事的时候,对教师进行半结构式的访谈.②在教师授课期间,在每个课题教学前后对教师进行访谈,以便个案教师能更多地说出自己设计教学的意图以及对教学的感受.所以在访谈时采取了开放式访谈,即先让教师自己叙述,然后根据教师的叙述或课堂教学的情况再进行提问或追问.二是个案教师所教班级的学生.在教师授课后,及时对每个班级的3位学生(数学成绩分别处于好、中、差)进行访谈,访谈内容根据当时的教学内容而定,目的是通过学生关于该课题的学习情况,来判断教师教学行为的有效性.
关于隐秀感,现象学强调“可能之物”的背景,就开启了一切事物通达“无”“道”与“神”的浑茫意境,可以说,在现象学看来,一切事物皆在“隐”“秀”间闪烁与显现。海德格尔借古希腊神庙,道说艺术作品的本源时,以优美的辞笔,让神庙在天容海色、天风海涛间卓伟秀出以后,说“神庙作品阒然无声地开启着世界,同时把这世界重又置回到大地中。如此这般,大地本身才作为家园般的基地而露面。”㉜显然,海德格尔给艺术作品赋予了两个特点:其一,开启世界,即神庙牵连的古希腊民族的历史文化世界,此为“秀”;其二,制造大地,大地关联于无与道、神与神秘,是掩蔽的,故为“隐”。某种意义上也可以说,海氏哲学,是最富隐秀感的哲学。
⑷拔模角:在符合图纸要求的前提下,力求3°。
这种肉由于含有多余的水份,致使肌肉色泽变淡,或呈淡灰红色,有的偏黄,显得肿胀,从切面上看湿漉漉的。销售注水肉的肉案子上通常是湿的,严重的有积水,可见肉贩随时用抹布在擦拭。
对球面销的锻造而言,外形结构简单,无深型腔,平面分模,因此从锻造成形角度上分析球面销易成形。如图5 所示在锻件尺寸满足要求的前提下,考虑夹取,根据产品的飞边分布形状即可作以下判断:
目前锻件成形方案有两种:一种是镦粗→预锻→终锻;另一种为镦粗预成形→终锻。两种工艺在实际生产中各有利弊,第一种工艺模具寿命高,但材料利用率低;第二种工艺反之,模具寿命低,材料利用率高。我公司经过多次验证,综合以上两种方案的优势,改进的方案为:镦粗预成形+预锻→终锻,既提高了模具寿命,又提高了材料利用率。
⑴精锻面反补偿弧:对于精锻面较大的锻件来说,终锻模冷精锻面最好做成凸形,理论上其单面最大高度差为0.2 ~0.5mm。图1 锻件厚度(24±0.4)mm,热锻件的厚度控制尺寸为(24.36±0.4)mm,取单面高度差为0.2mm,凸弧面的设计尺寸为23.96mm。此种设计要求是为了保证冷精锻有足够的精锻余量,满足客户图纸要求;同时也是为了保证冷精锻时材料的流动,避免锻件平面产生凸起、折叠等不利现象。
⑶镦粗预成形及预锻模的设计是否合理。
(2)预成形模和预锻模R 角设计:一般R 角预锻较终锻大2 ~3mm,预成形R 角尽量取上限,以适应预锻轮廓要求的大小为宜。
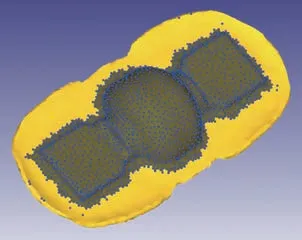
DEFORM-3D 有限元模模拟分析
DEFORM-3D 是针对金属成形过程的模拟分析软件,专门用于分析各种金属成形过程中的三维流动,对锻造成形过程中的关键参数进行模拟,提供有价值的分析数据。减少了模具的优化过程,大大减少了生产成本,提高了生产效率。通过DEFORM-3D 对球面销的预锻、终锻和冷精整3 个工序进行有限元模拟分析。
预锻和终锻的速度场显示了金属的流动速度和流动方向,通过模拟对模具模型进行不断的优化设计,模拟的最终结果如图7 所示,金属流动流畅,充填饱满。

预锻和终锻应力场显示了锻件的受力情况,通过模拟对模具的应力集中部位进行优化,可提高模具寿命。模拟最终结果如图8 所示,产品内外部受力均匀,无明显的应力集中部位。
通过对比可以发现,正常用户行为和恶意用户行为交易序列存在明显差别。基于上述特征分析,提出了基于交易序列的潜在业务欺诈智能预警模型,具体思路如下:

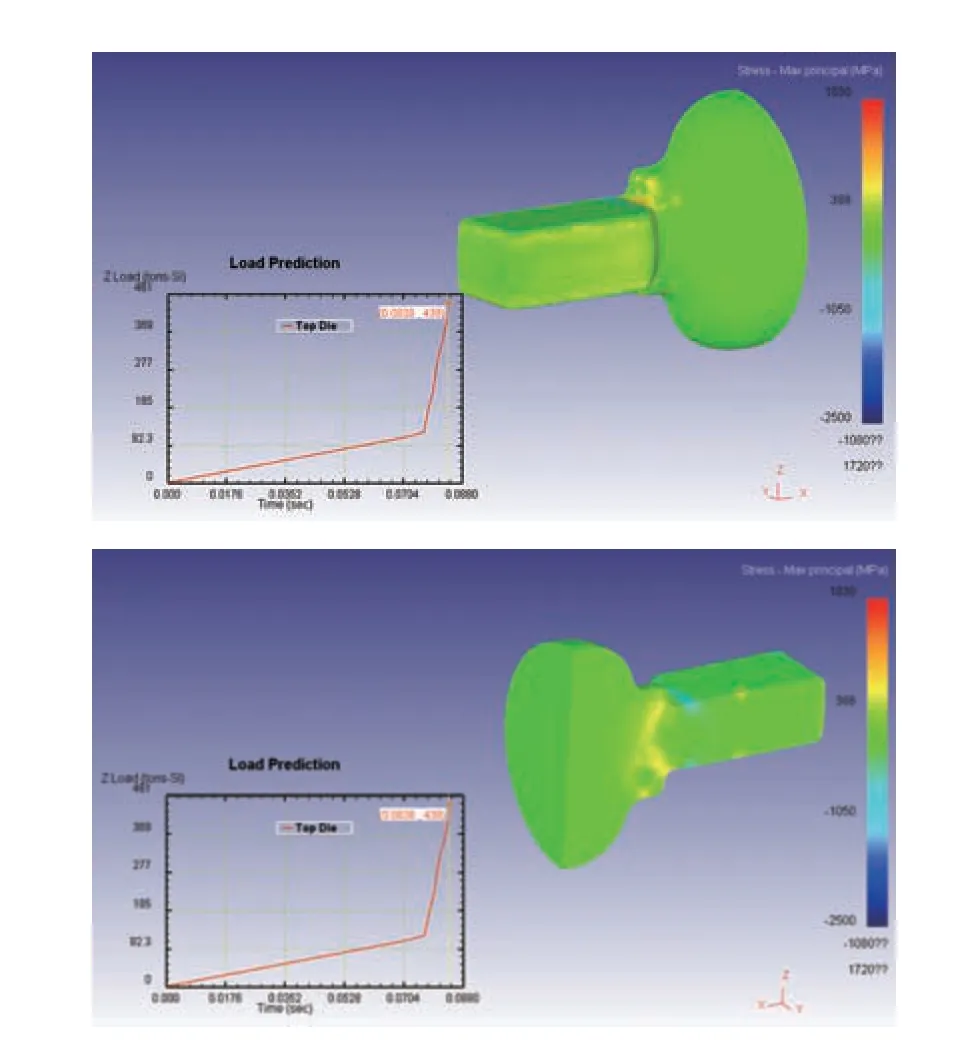
冷精锻的应力场如图9 所示,通过对终锻模具设计的反补偿面的精锻面的受力模拟分析,控制锻件精整后产生的内应力,保证锻件不会造成拱起。通过模拟结果显示,锻件的最大应力不超过453MPa,满足工艺要求。
结束语
⑴通过对球面成形工艺的优化(将镦粗更改为预成形),大大提高了锻件材料利用率,从过去的65%提高到了80%左右。同时单次模具寿命也得到了大大的提高,从平均3000 ~5000 只提高到了8000 ~10000 只。
⑵冷精锻余量的取值和客户的实际需求、产品冷精锻面的大小、冷精锻后的弹性变形等存在相关性。需合理设计,必要时可做反补偿,多做生产验证,在满足客户要求的前提下,减小设备吨位和模具损耗。
2)以单井、注配间和管线为治理对象,采取闭环控制、分压注水、空穴射流清洗管线、老化管线改造、酸化解堵、化学洗井、方案优化等综合性治理措施,取得了一定的节能降耗效果,累计节电67.03×104kWh。

