面向现场装配的产品装配工艺模型表达与管理方法
2022-02-19刘欢连刘晓军倪中华陈长江
刘欢连,易 扬+,刘晓军,倪中华,陈长江
(1.东南大学 机械工程学院,江苏 南京 211189;2.上海航天设备制造总厂,上海 201100)
0 引言
长期以来,工程实践表明产品的装配质量与产品装配工艺设计规划过程具有高度密切的关联关系[1],其中,产品装配工艺信息作为装配工艺设计与仿真规划中不可或缺的重要组成部分,是连接面向装配的产品设计、工程制造、质量检验、管理协调等环节的桥梁[2]。
近年来,国内外相关研究机构和学者对产品装配工艺信息所包含的内容、信息描述与呈现方式、数据管理形式及其集成方法等诸多方面进行了深入研究,提出了相应的装配工艺模型,并在原型/集成系统软件中得到了应用验证。在装配工艺信息建模方面,SUDARSAN等[3]提出一种面向产品全生命周期管理的产品信息建模框架,可用于包括产品装配工艺设计在内的信息模型扩展;刘检华等[4]提出一种产品层次装配任务链模型,实现了基于装配任务的虚拟装配工艺数据信息的高效表达与工艺模型转化;在此基础上,侯伟伟等[5]通过引入装配任务与装配操作模型,提出一种基于层次链的产品装配过程建模方法,实现了复杂产品非线性装配过程信息管理和工艺重用;LIU等[6-7]基于产品装配层次关系提出一种装配工艺建模机制,采用先拆后装、拆后重装的方式构建了3种阶段(拆卸工艺模型、粗装配模型与精装配模型)的装配工艺模型,并通过开发原型系统验证了该建模方法的正确性;靳江艳等[8]提出了面向装配工艺设计的基于模型定义(Model Based Definition, MBD)模型,通过构建设计模型向装配工艺模型的映射关系,实现了对装配工艺信息集成模型的表示与管理;刘检华等[9]针对实际装配现场需求,提出了从过程、精度和物理属性的角度实时地模拟产品装配现场和装配过程的虚拟装配方法;QIAO等[10-11]提出了基于三维模型的多视图装配工艺信息表达与组织方式,能够实现快速提取装配工艺规划与分析仿真所必需的工艺信息,并进一步运用不同的表达模型(流模型、动态场景和快照表达)构建了数字化多视角产品三维工艺信息表达框架,实现了对装配工艺信息进行灵活全面的可视化表达;阮斯洁等[12]针对装配工艺数据和演变过程的集成管理问题,提出一种多维度装配工艺数据信息管理方法;张佳朋等[13]和万峰等[14]提出一种基于工作流的产品装配工艺数据信息集成管理方法,实现了产品装配工艺设计与装配工艺数据的有效组织管理,以及装配过程数据的采集、实例生成和过程控制,并开发了基于流程的装配工艺规划过程控制与管理软件系统,具备产品装配静/动态数据管理、工艺报表输出与现场实时可视化监控等功能。此外,国内企业应用商品化软件集成系统平台[15-16](如达索的DELMIA®与3DVIAComposer®、西门子的Teamcenter®等),通过构建三维数字化装配工艺设计仿真系统及面向生产现场的可视化系统平台,实现了基于MBD的复杂产品装配工艺设计及其装配信息的现场可视化和管理。
以上研究成果均为丰富产品装配工艺信息建模与工程应用奠定了良好的基础,且较为清晰地说明了产品装配工艺模型的构建、表达及集成组织管理方法。但是,当前的三维装配工艺信息建模方法不足以有效支撑面向现场装配的产品装配工艺信息表达与组织存储,难以涵盖现场装配过程中产品模型的实时装配技术状态,无法将装配执行过程所产生的实际装配信息反馈至三维装配工艺模型,从而无法实现现场装配过程中产品装配工艺模型的实时动态更新、仿真优化与动态重组。因此,本文针对上述问题,对当前产品装配工艺模型进行补充与完善,提出一种面向现场装配的产品装配工艺模型及其表达与管理方法,该模型以三维装配过程模型为信息载体,通过对现场装配实际数据的获取与融合实现装配工艺信息的更新和迭代,并根据产品装配工艺信息结构化层级关系图,实现面向现场装配的产品装配工艺模型的便捷表达与高效管理,为基于全数字量闭环协调控制的产品装配工艺设计与制造协同提供有效的信息模型支撑。
1 面向现场装配的产品装配工艺模型构建
1.1 相关概念与定义
为便于理解面向现场装配的产品装配工艺模型的构建方法,本文首先对涉及到的相关概念与术语进行了定义。
定义1三维装配过程模型(Assembly In-Process Model, AIPM)指由当前装配工序待装配的零部件模型与前一道装配工序装配体模型两部分组合而成,共同构成一个中间状态的装配体目标模型。
AIPM的生成体现了产品装配过程的顺序性、动态演变性以及反复迭代性,即从装配的第一道工序开始,根据装配顺序在装配基准件上组装若干个零部件,从而形成当前装配工序对应的装配过程模型,在此基础上进一步组装若干待装配的零部件,形成下一道装配工序对应的装配过程模型,并不断迭代,直至产品完成装配为止。由此可见,通过第i道工序所装配的零部件模型对象与第i-1道工序的装配过程模型并集,将构成第i道工序的装配过程模型,可以描述为:
(1)
式中k和n分别表示第i道工序下对应的工步以及工步总数。
定义2面向现场装配的产品装配工艺模型(Field Assembly-oriented Assembly Process Model, FA-APM)是指在全三维环境的数字化框架下,由产品的AIPM加上附加在该模型上的装配工艺信息数据集合(Assembly Process Information Data, APID)来共同表达装配工艺信息的模型。其中APID不仅包含产品装配工艺设计规划阶段所描述的虚拟装配信息,还涵盖产品装配工艺执行操作阶段所获取的实际装配信息。
从上述两个定义可知,伴随着装配工艺活动的不断累积,FA-APM经历了从单一零散零件、组部件到最终整个产品装配体的动态演变过程,同时考虑到三维工艺信息模型具备几何演进特性与多视角属性[11],在引入面向现场装配的实际装配信息的基础上,基于AIPM框架下的动态装配工艺信息表达将更加符合虚拟装配工艺设计的工程应用需求,这也为满足复杂产品对装配工艺信息的完整性、一致性和高效性表达与组织管理提供了前提基础。
1.2 FA-APM的构建过程分析
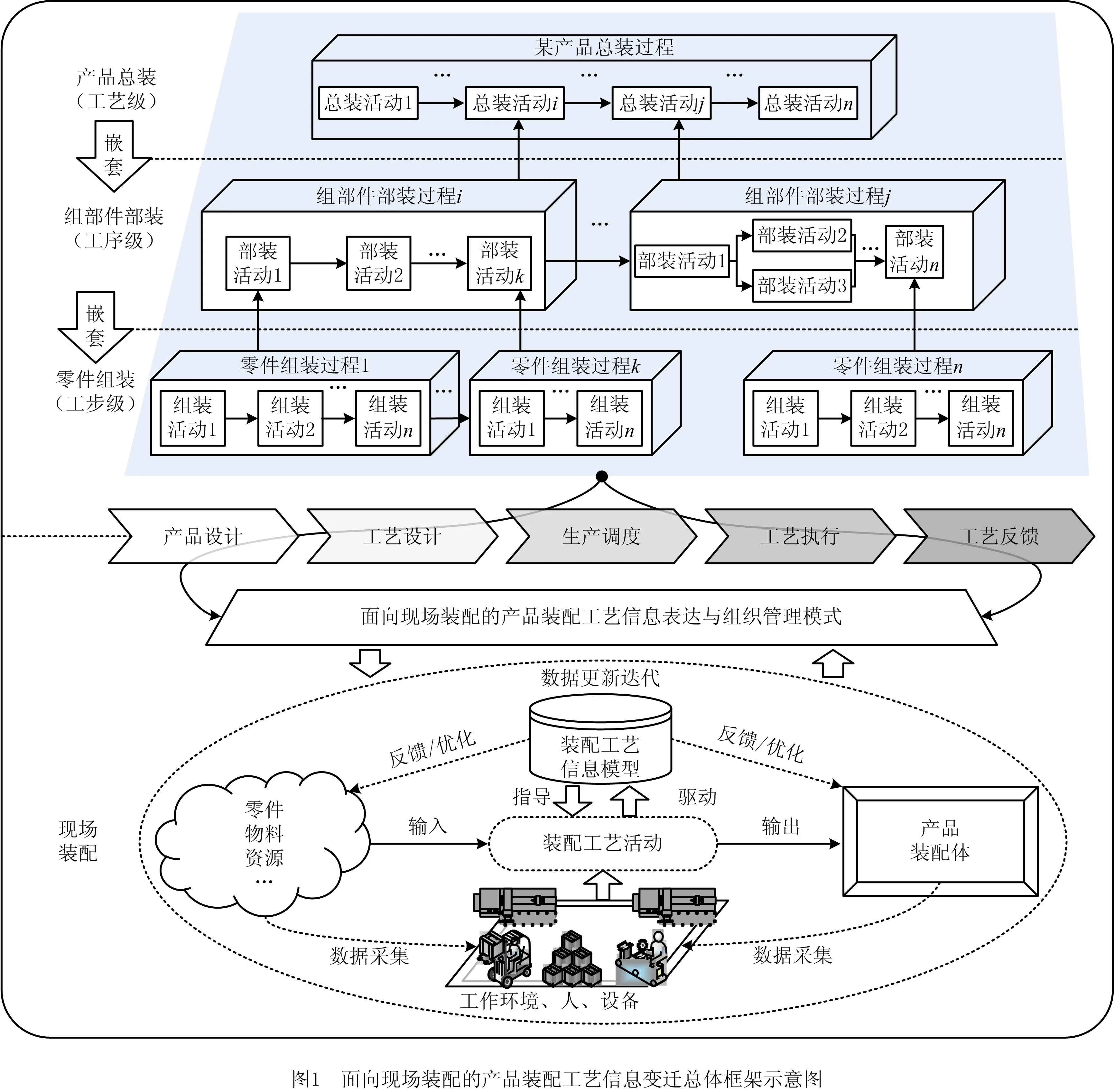
依据产品装配工艺层级嵌套关系以及装配工艺数据流向,构建的面向现场装配的产品装配工艺信息变迁总体框架结构如图1所示。通常地,复杂产品装配工艺活动包括零件组装(工步级)、组部件部装(工序级)和产品总装(工艺级)3个阶段,根据“拆装互逆”的装配工艺设计思想,对处于“已装配”状态的复杂产品对象,可以经由一系列零件组装、组部件部装到整个产品总装的自下而上的装配工艺活动累积,实现最终整个产品的完整装配。上述全部装配过程的三维装配状态模型均可以该对象的AIPM为载体进行装配工艺活动过程的演示。另一方面,从复杂产品装配工艺演变过程可以看出,经由产品装配工艺设计得到的装配工艺信息数据流,通过经历装配生产调度、装配工艺执行、装配工艺现场反馈等阶段,可以将现场装配工艺执行数据和实测反馈数据用于更新装配工艺信息,共同形成闭环装配工艺信息数据集合来指导装配工艺活动。
因此,FA-APM的构建过程可以看作是以AIPM为三维模型表达载体,并附加以APID而汇总形成的装配工艺演变过程。当前,基于MBD的产品装配工艺信息表达方法是实现FA-APM构建最有效的手段之一,可以通过创建与产品实际装配过程相一致的AIPM,并在该三维模型基础上添加涵盖现场装配过程数据的APID,来实现FA-APM的模型表达与信息管理。综上可归纳总结出本文提出的FA-APM具体结构形式如图2所示。

如图2所示,FA-APM是在相应的产品装配工艺信息表达与管理机制下,产品装配工艺信息以AIPM为表达载体,以APID为装配工程语义内容,创建并生成可以指导实际现场装配活动的装配工艺模型。按照装配工艺活动阶段分类,可分为三维装配工序级信息模型与三维装配工步级信息模型,且所述模型都具有相同的结构形式,而三维装配工序级信息模型又包含三维装配工步级信息模型。按照装配工艺信息表达内容分类,可分为AIPM和APID两部分。其中,APID又可分为预规划装配工艺信息(Pre-planning Assembly Process Information, PAPI)和现场实际装配工艺信息(Field Assembly Process Information, FAPI),PAPI作为预规划装配工艺信息内容,可以用于映射并指导现场实际装配活动,反过来,FAPI作为现场实际装配工艺信息内容,亦可以用于反馈并更新装配工艺规划内容,通过不断的信息物理融合与数据更新迭代,使得产品装配工艺活动能够顺利高效的执行。需要进一步指出的是,对于装配工序/工步的先后顺序而言,某一装配工序/工步的当前装配体模型,既可作为上一装配工序/工步的装配完成模型,也可作为当前装配工序/工步的装配起始模型。因此,规定所述的AIPM是由当前装配工序/工步下的装配体模型和下一道装配工序/工步的待装配零部件模型两部分组成。由此可见,将上述APID合理准确地添加至AIPM上,并且能够实现简洁高效的表达与管理是创建FA-APM的关键。
2 FA-APM的工艺信息映射与组成
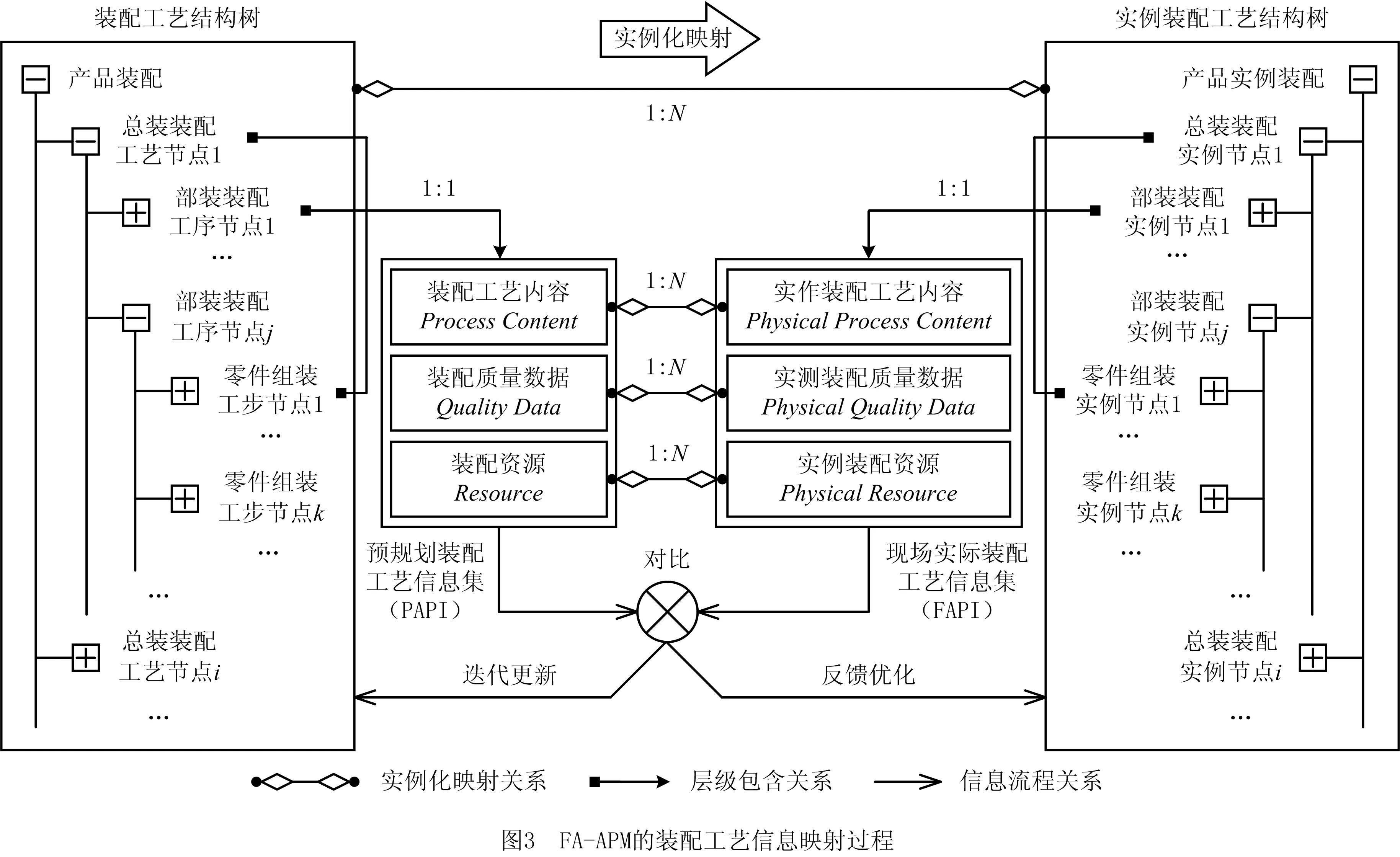
由1.2节可知,FA-APM的构建过程体现了产品装配工艺设计与工艺执行的频繁交互与工艺数据流之间的有效整合。考虑到复杂产品装配研制过程具有典型的工作流特点,可以运用工作流思想,对产品装配工艺活动的层级嵌套关系开展装配工艺信息的数据管理工作[12],进而可以利用三维装配工艺结构树与装配工艺流程映射方法[17],将装配工艺流程与实例流程的演变映射问题转化为装配工艺结构树与实例结构树的演变映射问题,以完成静态域的PAPI向动态域的FAPI的转变,并且通过上述两种信息的对比分析,实现产品装配工艺结构树的反馈优化与迭代更新,如图3所示。FA-APM的装配工艺信息映射是在装配工艺结构树节点映射的基础上实现的,其实例化只是针对结构化且需要补充完善现场实施数据的工艺信息,通过添加面向现场装配的具体工艺信息属性,从而实现产品装配流程/装配节点/装配要素之间的一一对应关系。
针对APID的两类工艺信息集合(PAPI和FAPI),均包含产品装配工艺内容、装配质量数据以及装配资源这3种信息,唯一的区别在于PAPI在实例化映射过程中舍弃了工艺设计属性,在对应的FAPI实例节点上添加了工艺实作执行属性。其中,装配工艺内容和装配资源可以由产品装配工艺规划与仿真来进行统一的信息描述;装配质量数据往往与产品装配精度信息密切相关,在产品预装配阶段可以通过装配精度预测分析来进行装配质量预估,而在产品现场实际装配阶段可通过数字化测量手段进行装配过程数据采集,用于装配质量反馈与工艺优化。因此,本文可以进一步细化APID的装配工艺信息组成,用于泛指在产品装配过程中所涉及的装配工艺规划信息、装配精度信息以及装配仿真信息的数据集合统称,形式化描述为:
(2)
式中:APIi表示第i道装配工序下对应的装配工艺规划信息,包括当前装配工序下对应AIPM的几何形状以及装配工艺属性信息,如工序名称、装配活动、标注信息、装配资源等信息内容;AAIi表示第i道装配工序下对应的装配精度信息,主要涉及零部件制造误差、定位工装夹具、装配位置偏差、测量手段、装配环境等综合影响装配精度属性的全要素信息;ASIi表示在第i道装配工序下对应的装配仿真信息,以产品装配性能、功能需求、装配质量等技术指标为综合评价体系,主要涵盖装配序列与装配路径仿真、装配精度仿真与预测等内容。需要指出的是,装配仿真信息能够通过装配工艺规划信息与装配精度信息共同分析推导而获得,关于装配仿真信息的表达与管理将由另文讨论。
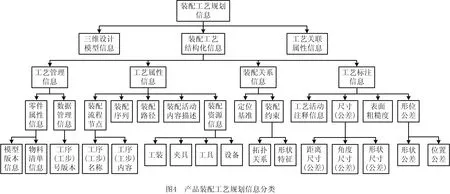
(1)装配工艺规划信息 主要涵盖装配工序/工步下涉及的三维设计模型信息、装配工艺规划生成的全要素信息及其两者之间的工艺关联属性信息等内容,如图4所示。其中,装配工艺规划生成的结构化信息要素包括装配工艺管理信息、工艺属性信息、装配关系信息、工艺标注信息等,其形式化表达可描述为:
(3)
式中:AMIj表示装配工艺管理信息,指第j道装配工序/工步包含的工序/工步版本号以及包含的各类零件属性信息(如模型版本、物料清单等);PAttIj表示第j道装配工序/工步对应的装配工艺规划生成的属性信息,包括装配工艺流程信息(如装配工序/工步名称、内容等)、装配序列顺序、装配路径记录、装配活动内容描述以及装配资源信息(如装配工装、夹具、工具及设备类型等);ARIj表示第j道装配工序/工步涉及的装配定位基准以及装配约束等装配关系信息,如零件参与装配的特征面信息、零件间的配合信息以及相互之间的拓扑关系等;PAnnIj表示第j道装配工序/工步下所需要标注的信息,包括尺寸信息{Dime}、形位公差信息{Tole}、表面粗糙度信息{Roug}以及工艺活动注释信息{Note}四部分。
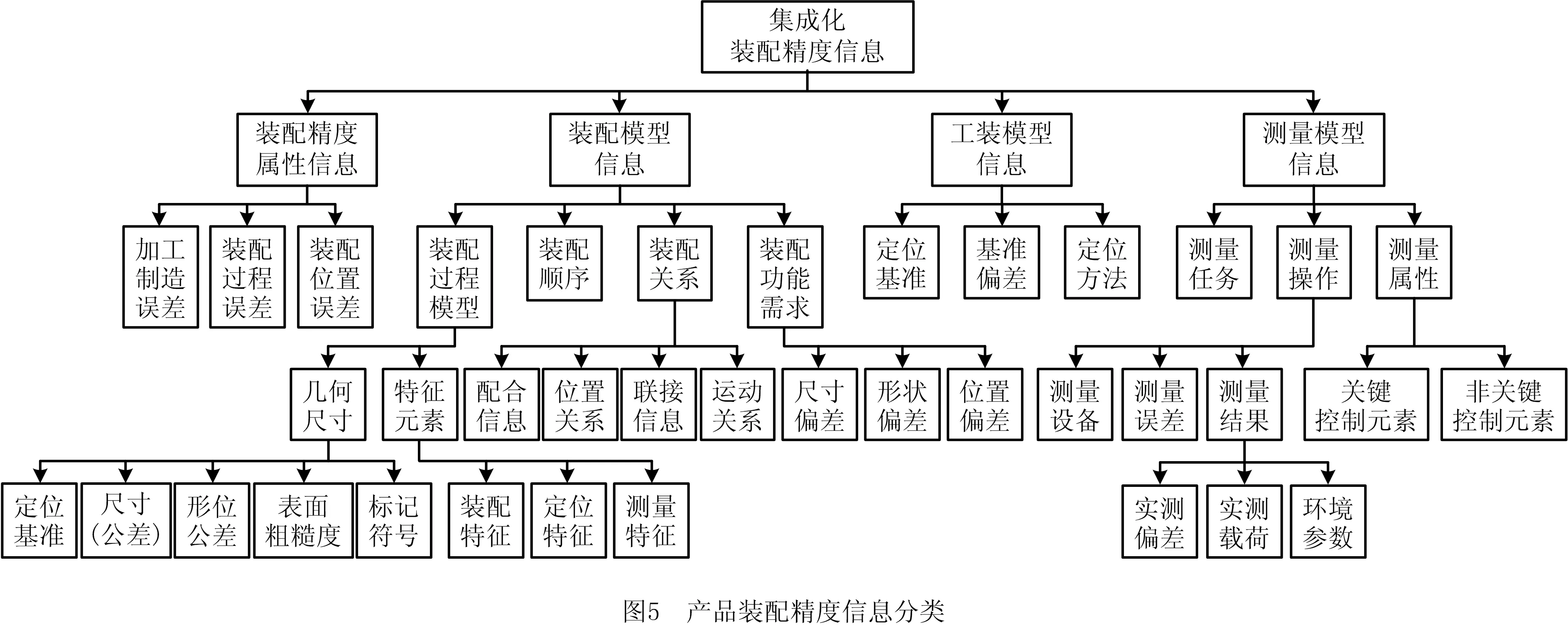
(2)装配精度信息 主要包括与产品装配精度相关联的精度属性信息、装配模型信息、工装模型信息和测量模型信息(如图5),所构成的集成化装配精度信息表达可形式化描述为:
(4)
式中:AAk表示第k道装配工序/工步下涉及的装配精度属性信息,它对应当前装配工序/工步下与产品装配精度相关的基本属性信息,包括零件加工制造误差、零部件装配过程误差、装配位置误差等;AMk表示第k道装配工序/工步下涉及的装配模型信息,主要围绕AIPM的几何尺寸与特征要素进行符合设计公差规范要求的装配精度信息添加,同时还可依据产品装配顺序与装配关系,推理得到装配功能需求的装配精度信息;TMk表示产品装配过程中第k道装配工序/工步使用的工装模型信息,包括如工装定位基准元素、基准偏差以及具体的定位方法等与装配精度息息相关的因素;MMk表示第k道装配工序/工步下用到的测量模型信息,用于实现装配操作过程中的实际测量与检验评定,其主要包含测量任务、测量操作和测量属性3部分。
3 FA-APM的模型表达方法
产品装配工艺信息是用于表达产品装配工艺活动的唯一依据,其表达形式经历了二维工艺图纸、工艺卡片、三维数字化工艺等阶段。当前,通过基于MBD技术与面向现场装配过程相结合的方法,产品装配工艺活动中所需的工艺信息可以与AIPM进行有机关联,充分发挥以三维模型为核心的装配工艺信息表达及传递优势,将装配实施前、实施过程中、实施完成后的工艺技术状态信息(即前文描述的APID)与对应的AIPM模型融合,从而能够非常直观清楚地表达面向现场装配的前后工序/工步的装配活动对象及其最终装配状态,不仅让装配工艺设计人员可以高效无歧义地理解工艺设计意图,方便装配工艺仿真与装配精度预分析等一系列活动的后续实施,还可以为现场装配人员便捷地获取装配工艺活动过程中所需的工艺内容信息、当前装配效果与装配质量等实际信息,从而大大提高了产品装配工艺的研制效率和实施质量。
因此,本文提出一种面向现场装配的产品装配工艺模型表达方法,该方法以AIPM为载体,通过将APID与AIPM进行统一封装并关联与之对应的装配工艺活动节点,实现由AIPM直观显示并表达面向现场装配的产品装配工艺信息,从而构建并生成产品装配工艺信息MBD表达模型,具体描述如下。
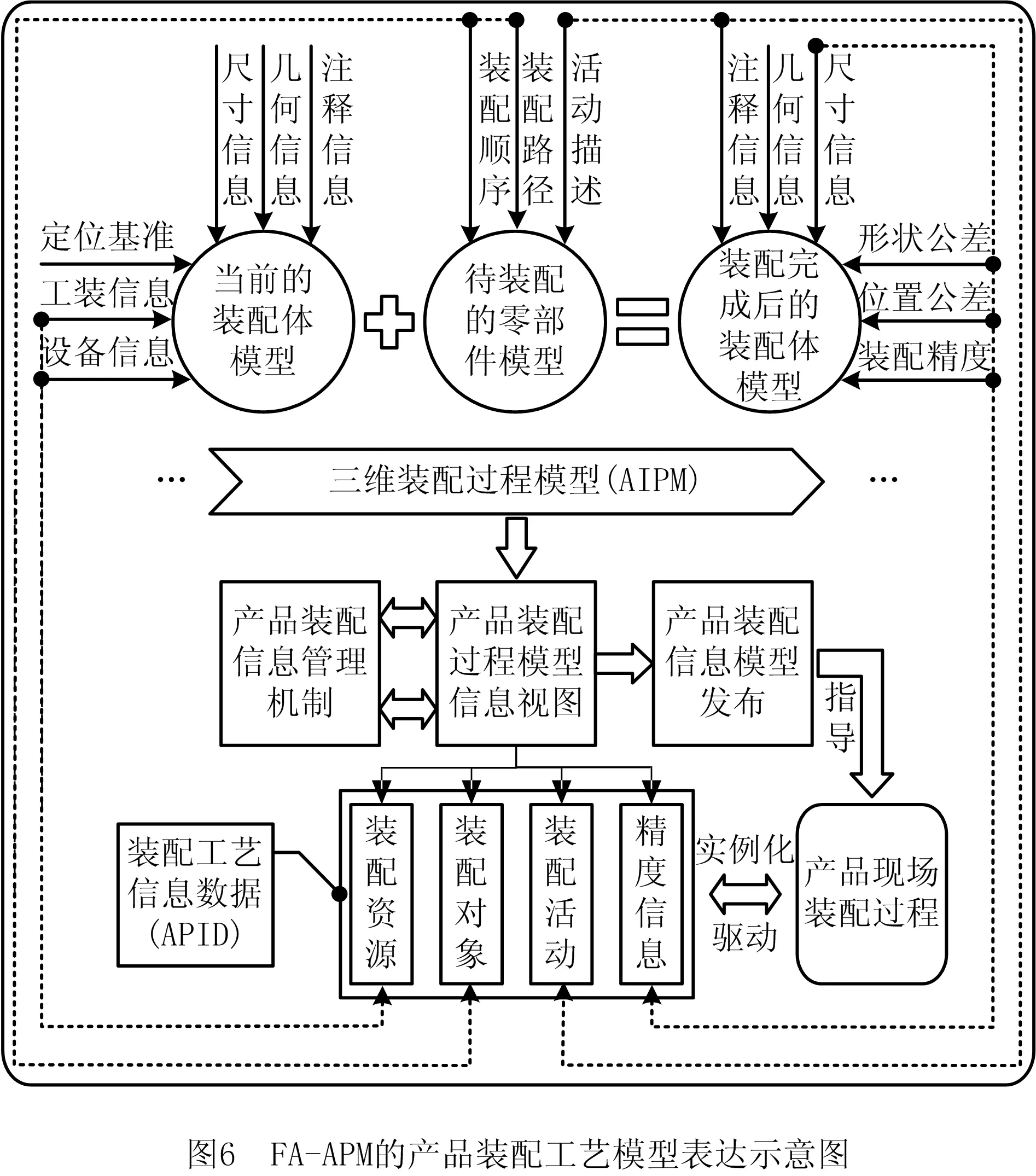
按照基于MBD的关联映射机制与相关规则,将APID添加至AIPM上,集成并统一组成的模型称为装配工艺信息MBD表达模型(简称“装配工艺MBD模型”),其表达示意图如图6所示。圆圈内部表示包含当前装配体模型以及下一步待装配所需的零部件模型的AIPM,实线箭头表示在对应的模型上添加相关的工艺描述信息。AIPM与APID之间具体的关联映射机制描述如下:将当前装配工序/工步下准备就绪的装配体模型与当前装配状态下对应的工艺信息相关联,如装配工装与设备资源等属性信息、几何形状尺寸与形位公差等标注信息;将当前装配工序/工步对应的待装配对象与装配活动对应的工艺信息相关联,如装配对象的装配顺序与装配路径、装配工序名称及活动内容描述等信息;将已装配完成的装配体模型与装配完成状态下对应的工艺信息相关联,如装配完成后的测量检验的装配精度属性信息、几何与非几何标注信息;在当前装配工序/工步完成后,将其作为下一道装配工序/工步的装配体模型并不断迭代与动态更新,直至实现全流程全要素的装配工艺MBD模型创建为止。装配工艺MBD模型生成完成、签审并发布三维装配工艺规程后,现场装配人员可以非常直观方便地获取指导产品现场装配过程的工艺信息,如装配对象、装配活动描述、装配资源和精度信息等,如图6中的虚线箭头所示。
4 FA-APM的信息管理机制
4.1 装配工艺信息层级嵌套管理
为便于围绕产品装配5M1E检查以及现场实际装配过程中对于人、机、法、料、环、测等信息的汇总,面向现场装配的产品装配工艺信息需要建立装配“工艺(Process)-工序(Procedure)-工步(Step)”三层级结构关系来组织和管理产品装配工艺信息内容。根据图1所示的FA-APM装配工艺信息变迁时序关系以及工艺流程的嵌套关系,可以通过创建关联关系以及工艺流程映射方法来实现产品装配工艺层级关系、装配工艺结构树与装配工艺流程之间的关联,从而构建一种具有自上而下的多层父子嵌套结构的装配工艺层级关系模型,如图7所示。该模型的多层父子嵌套模式为产品装配过程的层次化精细化管理奠定了前提基础,可以通过逐层搜索与追溯任意装配工艺/工序/工步节点的执行情况,而采用产品装配工艺结构树实现层次清晰地数据集成管理,便于工艺数据的浏览与查询,从而实现高度集成的产品装配工艺信息管理。
如图7所示的产品装配工艺层级关系模型中,第一层为装配工艺层,表示整个产品的装配工艺规程;第二层为装配工序层,涵盖装配工序名称及配套描述的工艺内容,包含对应的装配工序相关信息,具体内容有装配对象模型、工序属性信息和标注信息等;第三层为装配工步层,表明对应的装配工序中包含若干个装配工步信息,类似于装配工序层的内容,除了包含装配工步名称及配套描述的工步内容外,还有诸如装配活动对象的零件属性信息、装配资源信息、装配精度信息、测量属性信息等相关内容,如果装配工序中不包含装配工步则不必描述。根据建立的产品装配工艺信息层级关系,可以层次分明地表达每道装配工序/工步下所需的装配工艺信息,从而为现场实际装配与测量检验等环节提供便捷有效的工艺信息支撑。

4.2 装配工艺信息的组织及存储机制
产品装配工艺信息的组织和存储主要是在装配工艺信息层级嵌套结构的基础上,针对装配工艺MBD模型的管理而提出来的。为高效有序地组织和存储产品装配工艺信息数据,本文运用与机加工艺信息管理相类似的方法[18],采用装配工艺管理器来实现对面向现场装配的产品装配工艺信息的组织和存储,以便提供后续产品装配仿真与精度预测等工艺信息基础,同时还便于下游现场装配过程对产品装配工艺信息的提取与识别。
4.2.1 装配对象模型信息
产品装配对象模型信息是装配工艺MBD模型的重要组成部分之一,也是作为AIPM模型演变的信息要素基础。针对FA-APM的构建过程中AIPM的演变流程,产品装配对象模型的形式化组织和存储单元表达如下:
AsmObjectUnit=(ID,PreAssembledModel,
(5)
式中:ID表示产品装配对象模型的序号,可进一步通过判断ID数值对当前装配工序/工步进行识别;PreAssembledModel用于记录前一道装配工序/工步的装配对象模型信息,当在装配初始阶段时,一般是以装配基准件作为起始装配零件;Assembling_List是一个基于链表连接关系的零部件存储列表,用于记录当前装配工序/工步下待装配零部件的模型信息,其前后关系则表示产品装配序列规划的组装顺序;Assembled_Model则用于记录当前装配工序/工步完成后的装配体模型。
4.2.2 装配工艺属性信息
根据第3章所述的产品装配工艺信息表达方法可知,产品装配工艺属性信息是伴随着产品装配进程同AIPM保持紧密关联关系的。针对产品装配工艺流程在当前装配工序/工步下的不同阶段,可以将装配工艺属性信息分为3个部分来分别进行工艺属性信息的组织及存储单元形式化描述:
(1)装配工序/工步操作前:
AsmAttribUnit=(Model_ID,
(6)
式中:Model_ID表示装配操作活动下所涉及的零部件模型序号;Asm_Preprocess表示当前装配工序/工步下装配操作准备及操作注意事项等信息;Asm_Auxiliary表示配套辅助的装配信息,如物料的材料属性以及标准件的牌号、名称和数量等;Fixture_Type表示当前装配工序/工步下申请的工装夹具等信息。
(2)装配工序/工步操作过程中:
AsmAttribUnit=(Model_ID,
(7)
式中:Asm_Method表示具体的装配方法,包括如螺栓连接、铆接、粘接、焊接等;Asm_Path用于记录产品零部件的拆装运动路径规划的三维空间轨迹信息;Asm_Equipment用于记录当前装配工序/工步需要用到的装备工具资源等信息。
(3)装配工序/工步操作后:
AsmAttribUnit=(Model_ID,
(8)
式中:Asm_TransMatrix表示当前装配工序/工步对应的零部件模型的空间位姿调整的变换矩阵信息;Asm_Relation表示装配零部件之间或零部件与工装夹具之间的装配约束关系,如面面贴合、轴孔对齐等;Asm_Measurement用于记录测量检验任务的实测属性信息,包括具体的测量任务信息、测量操作类型以及测量设备信息等,不同的测量检验任务对应的测量操作类型属性也不同,例如对装配关键特性点可运用激光跟踪仪设备测量空间点的坐标值偏差,而对于轴孔装配则采用孔径测量仪获取其直径尺寸偏差。
4.2.3 装配工艺标注信息
为了提高标注信息的理解与读取效率,装配工艺标注信息以三维视图的形式与AIPM进行关联,并通过在装配操作的各个阶段设置关键时间帧,控制装配工艺标注信息的显示,从而增强对标注信息的控制与管理。定义装配工艺标注信息的形式化描述如下:
PMIUnit=(PMI_ID,PMI_Type,
(9)
式中:PMI_ID表示当前装配工序/工步下与AIPM所关联的标注信息的唯一编号;PMI_Type表示几何类标注信息的种类,具体包括尺寸、公差、基准等;PMI_Element表示与标注信息相关联的最小几何基元(点、线、面)特征元素;PMI_Symbol表示标注信息的标识符,如直径/半径符号、球体符号、形位公差、公差等级、测量检验评定等图样标注符号;PMI_Data用于记录几何类标注变量的具体数值信息,包括理论设计值和实际测量值;PMI_Info用于记录非几何类标注信息的注释内容,具体包括装配技术要求与规范、测量检验任务描述等信息;PMI_Attribute表示该标注信息的常规显示属性,例如标注信息的显示颜色、字体、线宽等;PMI_Show表示用于控制标注信息显示的布尔值。如表1所示为举例描述的装配工艺信息标注实例。
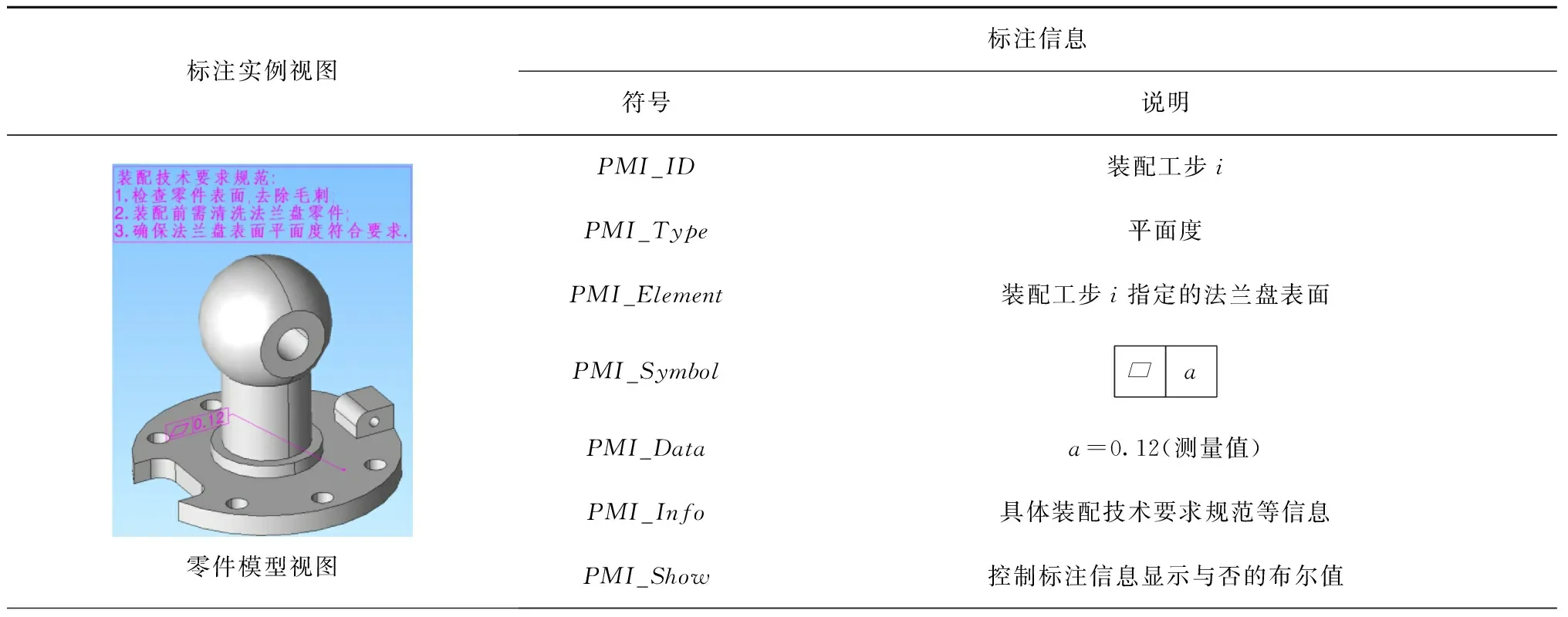
表1 装配工艺信息标注实例
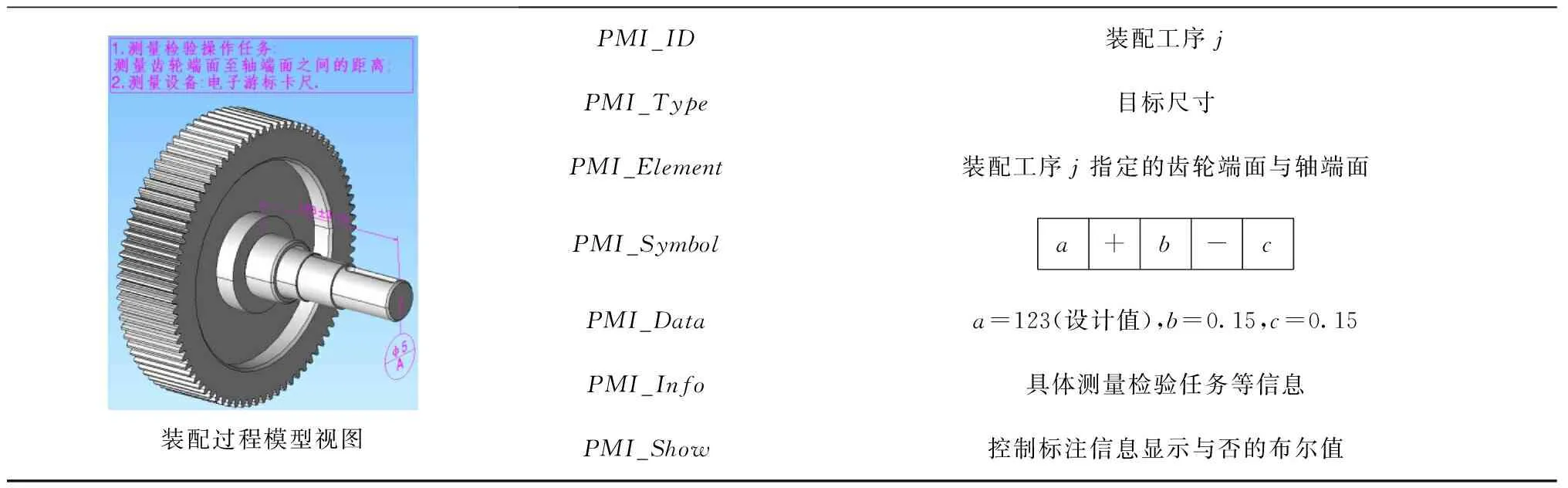
续表1
5 实例分析
以图8所示的双级齿轮减速器装配模型为例,研究面向现场装配的产品装配工艺MBD模型构建和与之对应的信息管理方法。在实际装配阶段,需要先分别将A1组装形成高速轴总成,A2组装形成中速轴总成,A3组装形成低速轴总成,再进一步实施装配活动。

本课题组采用三维造型内核ACIS、显示渲染引擎HOOPS和编程工具MFC,开发了基于全三维模型的装配工艺设计原型系统AMT-Processer,并以图8所示的装配体为例,通过以下功能实施与描述,验证了本文提出的产品装配工艺模型表达与管理方法的正确性。
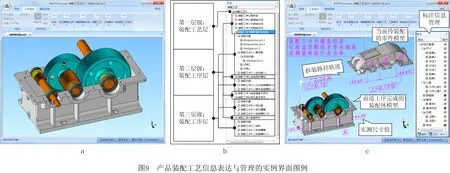
如图9a所示,将双级齿轮减速器装配体模型导入AMT-Processer系统中准备实施产品装配工艺设计任务,并通过三维模型操作与工艺信息创建相结合的方式完善装配工艺设计内容,形成的装配工艺结构树如图9b所示,其中,每一道装配工序/工步节点均为对应的装配工序/工步的名称和内容,且关联与之相呼应的AIPM模型与工艺信息数据。以装配工序5-箱体盖及定位销组装为例描述如下:该装配工序为装配工艺信息的第二层级;该装配工序包含两个装配工步,其对应的名称和内容(即装配工步5.1-箱体盖安装和装配工步5.2-定位销×2安装)作为装配工艺信息的第三层级;各装配工步节点下包括装配对象信息、工艺属性信息、工艺标注信息等。通过选择装配工艺结构树节点能够获取相对应的装配工艺信息,当点选装配工步5.1-箱体盖节点时,系统界面可以显示该工步所对应的AIPM模型以及具体的装配工艺信息表达形式(如图9c),其中,界面左侧为对应工步下的装配工艺MBD模型的混合视图区,针对装配零部件模型的拆装运动与标注信息的显示/隐藏等操作,可以根据产品装配进程设置关键时间帧以及关联对应的装配工序/工步节点来控制,而针对具体的标注信息的基本操作与管理,则可以通过标注信息管理器来实现控制(如添加、删除、隐藏/显示等)。在系统开发过程中,为便于产品现场装配的操作引导,预留了零件模型与装配过程模型的现场测量数据接口,采用数字化设备测量和人机交互测量相混合的方式对关键装配特性区域进行组合式测量,能够获取关键装配特性区域的实际测量值,可以通过尺寸标注、三维点云渲染等方式与AIPM模型相关联,并显示零件实测几何尺寸及装配偏差值大小,实现虚实装配过程的实时交互与映射,为面向现场装配的产品装配精度预分析与优化、装配过程状态控制等后续工作奠定了前提基础。
6 结束语
针对面向现场装配的产品装配工艺信息合理表达与高效管理的工程应用需求,本文提出了一种以三维装配过程模型为载体实现面向现场装配的产品装配工艺模型表达与管理方法。根据分析面向现场装配的产品装配工艺信息变迁的特点,定义了三维装配过程模型与装配工艺信息数据集合相关联的产品装配工艺模型;通过建立面向现场装配的产品装配工艺信息演变映射方法,实现了产品装配工艺结构树从预规划装配工艺信息向现场实际装配工艺信息的实例化映射;在此基础上,进一步将产品装配工艺信息数据集合分类为装配工艺规划信息、装配精度信息以及装配仿真信息,并构建了与三维装配过程模型之间的关联映射机制,从而实现面向现场装配的产品装配工艺MBD模型的生成与表达;利用产品装配工艺信息层级嵌套管理模式,通过装配工艺层级关系与装配工艺结构树的关联关系创建以及装配工艺流程映射,实现了面向现场装配的产品装配工艺信息的合理组织、存储与管理。
本文所提方法已经集成于三维装配工艺设计原型系统中并得到了初步应用验证,所实施的面向现场装配的产品装配工艺模型建模、表达与管理方法,将产品装配设计、工艺规划、现场实物测量等各类信息进行高效整合,进一步丰富并扩展了三维装配工艺信息模型,为基于全三维模型的复杂产品装配精度预分析与优化、装配过程状态控制与追溯等提供了有效的数据支撑,并对提高装配工艺规划效率、缩短产品装配制造周期、提升产品装配质量具有重要的工程意义。下一步将对三维环境下产品装配工艺动态重构、版本管控等方向进行深入研究,为装配工艺的持续改进和优化提供技术支持。
