多效蒸发装置回收催化剂废水硝酸铵的研究
2022-02-19秦伟
秦 伟
(徐州水处理研究所, 江苏徐州 221000)
1 蒸发器特点及应用效果
某化工集团主要生产尿素、合成氨、甲醇、催化剂等化工产品。在催化剂生产车间有一股高总氮含量废水,总氮质量浓度高达14 000 mg/L左右(其中氨氮质量浓度为7 000 mg/L、硝氮质量浓度为7 000 mg/L)。该股污水如果用生化法很难处理,用化学法处理则费用很高且不一定能达标[1-2]。经过多方考察论证后最终选择采用多效蒸发装置。多效蒸发装置既能解决污水难处理的问题又能回收废水中的污染物,使其变成产品,增加经济效益。
多效蒸发装置主要是处理催化剂厂01、02生产催化剂工段高总氮含量废水,废水体积流量为200~250 m3/d。该废水主要是由催化剂生产过程中产品洗涤产生的,由于在生产催化剂的过程中使用了硝酸和氨水,所以洗涤废水中含有大量的氨氮和硝氮,是典型的高氨氮含量、高总氮含量、高硝氮含量的废水,同时含有少量的重金属离子,如铁、铬、铜、锌等。高总氮含量的废水先经过高效过滤器过滤杂质,再经过吸附器去除铁、铬等重金属,目的是使蒸发后硝酸铵纯度更高,废水在蒸发器内将硝酸铵浓缩到65%(质量分数,下同)左右,存入储罐,按比例投加粉尘尿素后作为液体肥外销或作为其他肥料的原料[3-4]。
2 设计工艺参数
过滤器进出口设计指标见表1。

表1 过滤器进出口设计指标
吸附器进出口设计指标见表2。

表2 吸附器进出口设计指标
蒸发器进出口设计指标见表3。

表3 蒸发器进出口设计指标
3 工艺流程
回收催化剂生产废水中硝酸铵的工艺流程见图1。
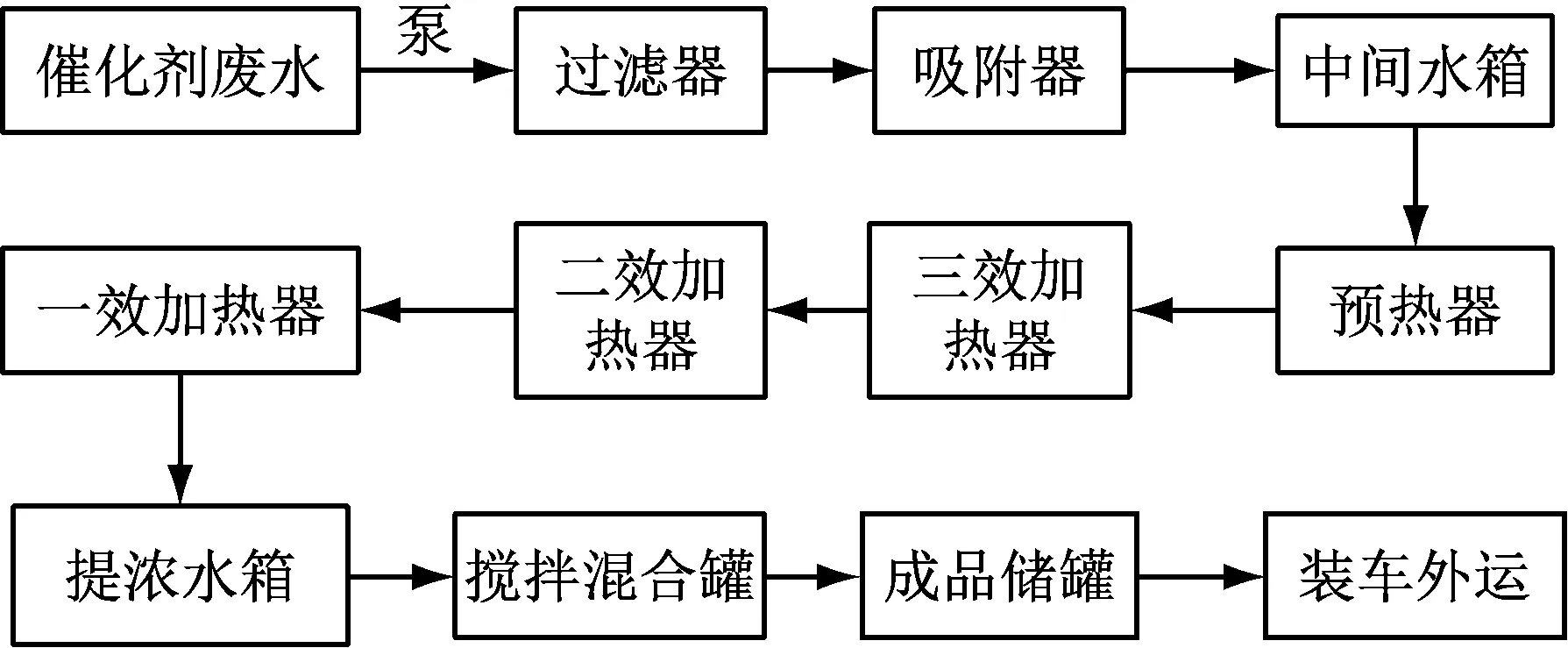
图1 回收催化剂生产废水中硝酸铵的工艺流程
催化剂高氨氮含量废水经过高效过滤器过滤悬浮物、胶体等杂质,然后再经过专用吸附器去除污水中含有的少量铁、铬等重金属元素。废水由上部进入过滤器,经滤层后水从下部流出,高效过滤器内装填精制石英砂作为滤料,通过来水压力提高过滤精度。当过滤一定水量后,污染物影响透水量,压差变大,这时需要反洗。反洗时水由底部进入过滤器,压紧的滤料由于重力自动松开;通过反向冲洗,滤料表面及内层积泥从上部反冲出罐体然后循环使用。
吸附器是利用离子交换有选择性地除去水中有害、有干扰的离子。经过氢离子交换后,水中的钙、镁、钠、铁、铬根被交换剂中的氢离子置换出来,使水净化[5-6]。相关反应式如下:
2HR+Ca2+=CaR2+2H+
(1)
2HR+Mg2+=MgR2+2H+
(2)
HR+Na+=NaR+H+
(3)
当交换剂中大部分氢离子被交换后,吸附器(离子交换器)中的树脂逐渐失效,需要经过再生来恢复其活性。再生过程就是以含大量氢离子的盐酸溶液通过失效的交换剂层,将其吸附的钙、镁、钠、铁、铬离子置换出来,而氢离子被交换剂吸附,使交换剂重新恢复交换能力。相关反应式为式(1)~式(3)的逆反应。
预处理合格的废水打入多效(三效)蒸发装置,废水进入预热器进行蒸发前的预热,达到一定温度后进入加热器。加热器分为三效加热,采用降膜逆流加热蒸发方式,有利于汽水充分混合,蒸汽被充分利用,提高了蒸发效率,节省运行成本。待蒸发器内的硝酸铵质量分数达到65%左右,打入提浓水箱进行存储。液位达到设置高度后打到搅拌混合罐,按比例投加粉尘尿素或成品尿素混合合格后打入成品储罐作为液体肥外销或作为生产其他复合肥的原料。
4 工艺特点
(1)化工废水成分比较复杂,盐分为硝酸铵,在料液蒸发过程中,成套设备选用强制循环蒸发器。强制循环蒸发装置是一种高效、抗盐析、抗结疤结垢的蒸发装置,系统用轴流泵输送液体,迫使液体以较高速度流过加热元件,使流动的推动力与传热、汽化、气液分离的功能分开,设备的换热效率高,在真空、多效条件下操作的适用性很突出。
(2)原料液经过乏汽预热后依次进入三效蒸发器内蒸发浓缩,到达一定浓度后经出料泵输送至下一工序。
(3)加热介质采用饱和水蒸气,直接进一效加热室对物料进行加热,一效分离室蒸发出的二次蒸汽进入二效加热室作为二效加热室的热源,二效加热室蒸发出的二次蒸汽进入三效加热室作为三效加热室的热源,三效加热室蒸发出的二次蒸汽进入间接冷凝器进行冷凝回收,经冷凝水泵输送至界外进行工艺水回用。不凝气经真空泵排出界外。
(4)一、二、三效蒸发器产生的冷凝水回收至冷凝水罐,经冷凝水泵输送至界外进行工艺水回用。
(5)装置多采用长管式或无动力蒸发器,装置装机功率小,设备的故障率低。
(6)采用预热器预热原料,可以降低生蒸汽的消耗,以达到节省能源的目的。
(7)冲堵水或煮效水采用高温的冷凝水,确保不降低进料温度,以降低生蒸汽耗量。
(8)二效加热室产生的冷凝水进入到三效加热室壳程闪蒸,充分利用了蒸汽的显热、潜热,节约了生蒸汽消耗,降低了设备的运行成本。
5 结语
经过2年多的运行,多效蒸发装置各设备运行稳定,各项工艺控制参数均在正常范围内,蒸发器进料流量和蒸发后出料浓度均达到设计指标。该多效蒸发装置为新型高效的逆流降膜循环蒸发系统,易实现自动控制与操作自动化,安全程度高,操作方便可靠。装置运行成本低,稳定节能,安全环保,与其他蒸发器相比投资省,经济效益可观,是变废为宝、节能降耗的好设备。在高氨氮含量废水处理和浓缩回收项目上值得推广和使用。
