60万t/a甲醇精馏装置运行总结
2022-02-19丁达建张志强
丁达建,乔 洁,张志强
(九江心连心化肥有限公司,江西九江 332700)
九江心连心化肥有限公司年设计能力60万t甲醇精馏装置,于2021年2月3日一次性开车成功,目前该装置运行稳定,产品质量达到GB 338—2011《工业用甲醇》优等品,乙醇质量分数小于30×10-6,吨精醇消耗蒸汽(简称蒸汽单耗)为0.70 t,吨精醇用电(简称用电单耗)为5.98 kW·h,均达到了工艺设计要求。
1 工艺简介
该甲醇精馏装置采用二效+三效五塔精馏工艺流程和隔板塔式甲醇回收塔副产乙醇的工艺方法,整个甲醇精馏装置由预塔(T2101)、常压塔(T2102)、低压塔(T2103)、高压塔(T2104)和末塔(T2105)五台甲醇精馏塔及其外围配套设备组成。其中,常压塔、低压塔、高压塔三塔之间热集成,低压塔塔顶气相为常压塔提供所需热量,高压塔塔顶气相为低压塔提供所需热量;预塔和末塔两塔之间热集成,末塔塔顶气相为预塔提供所需热量[1-2]。
为了更好地回收甲醇,在五台精馏塔的基础上再增加一台吸收塔(T2106),预塔塔顶冷凝后的尾气在吸收塔内被洗涤水吸收后再出装置,提高甲醇产品收率,减小排放不凝气中污染物含量。
甲醇产品分别从常压塔、低压塔、高压塔和末塔塔顶采出。不凝气从吸收塔塔顶排出。末塔下部设置隔板,将末塔下部分隔成废水侧和乙醇侧,且两侧互不相通。从乙醇侧底部获得回收乙醇产品,从废水侧底部排出废水,从废水侧进料口附近侧线采出甲醇和乙醇含量很低的杂醇油。根据需要,侧线采出的杂醇油可以去水洗罐,分层后采出杂醇油,洗水返回精馏装置[3-4]。
2 工艺特点
采用二效+三效五塔精馏装置进行甲醇精馏的工艺方法与目前广泛采用的三塔及四塔甲醇精馏工艺相比具有以下优点:
(1)操作能耗降低约40%。正常情况下三塔和四塔精馏蒸汽单耗在1.0~1.1 t,而五塔精馏蒸汽单耗在0.68~0.70 t,节能效果显著。
(2)工艺流程简单、易于操控。常规四塔甲醇精馏工艺流程中各项操作难度较大,不易稳定操作。采用二效+三效五塔精馏工艺流程,在节能的同时简化了各精馏塔操作控制指标:常压塔、低压塔、高压塔三台甲醇精馏塔均只需要保证塔顶产品指标,几乎不需要控制塔釜产品指标(高压塔塔釜甲醇质量分数为36%~44%),极大地提高了整个甲醇精馏装置的操作稳定性。
(3)甲醇收率高。吸收塔的设置可以有效提高甲醇产品收率,减少排放不凝气中的污染物含量。杂醇集中由末塔采出,且末塔采用隔板塔结构,可大幅减少杂醇中甲醇和乙醇的含量,提高甲醇产品收率。根据需要,杂醇可以去水洗罐,分层后采出杂醇油,洗水返回精馏装置,也可作为粗乙醇进行外售。
(4)冷凝器面积大大减小,其他设备一次性投资相当。操作能耗的降低直接导致冷凝器负荷大大减小,冷凝器面积可减小约36%。精馏塔器及换热器单体设备规格减小,易于设计和施工。
(5)为了满足客户对精醇产品中乙醇含量较低的要求,采用隔板塔式甲醇回收塔副产乙醇的工艺方法,可进一步降低产品中的乙醇含量。
3 主要运行数据
各精馏塔主要工艺运行数据见表1。
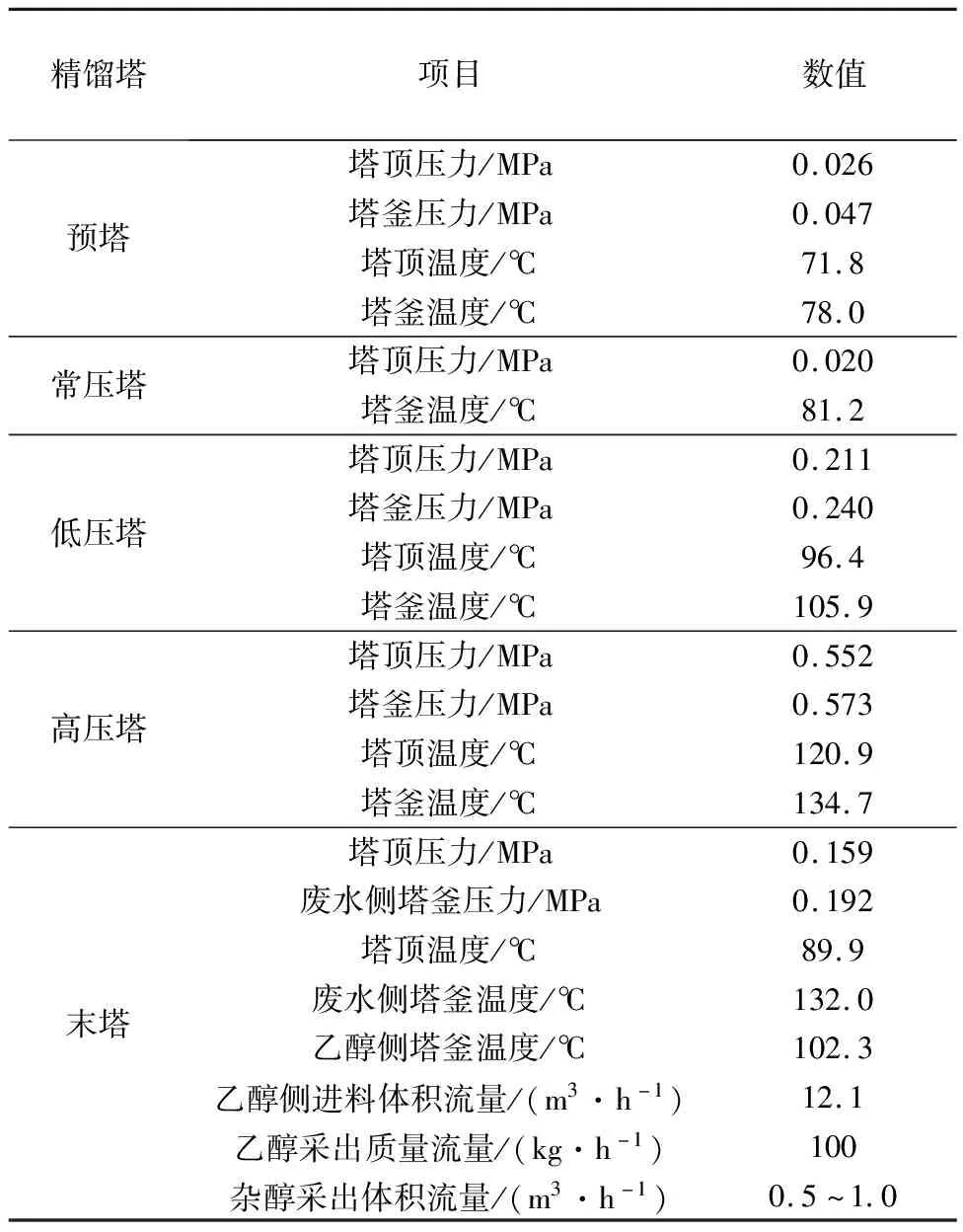
表1 精馏塔主要工艺运行数据
4 主要消耗情况
该甲醇精馏装置的主要蒸汽、用电消耗数据见表2。
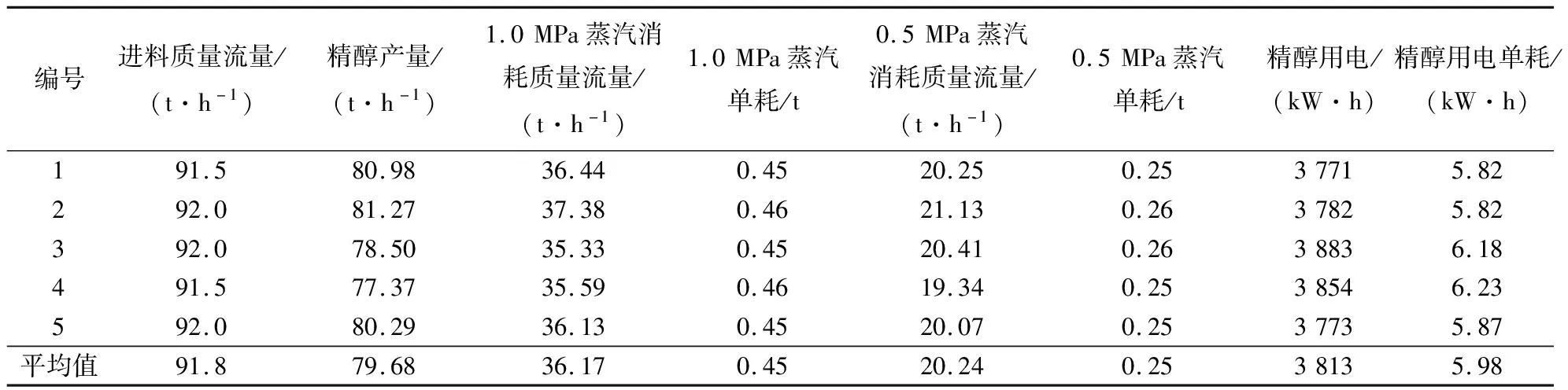
表2 精醇蒸汽、电耗统计表
5 存在的问题及处理措施
(1)吸收塔轻组分送往常压火炬管线存在积液。
处理措施:由于预塔尾冷器(E2105)下液不顺畅,冷凝器内有积液,造成轻组分放空气将甲醇液进入火炬管线造成积液,通过开大尾冷器下液阀门,降低气体带液问题。
(2)高压塔采出乙醇含量高。
处理措施:通过合理分配常压塔、低压塔的回流比,降低高压塔负荷,从而达到降低高压塔采出乙醇含量的目的。
(3)产品质量不稳定。
处理措施:由于预塔主冷器下液温度过低和预塔尾冷器放空温度控制过低,造成预塔轻组分脱除不彻底,带入系统中。通过控制预塔主冷器下液温度在53~55 ℃和预塔尾冷器放空温度在37~43 ℃,从而将预塔轻组分脱除彻底。
(4)末塔废水含醇量和化学需氧量(COD)高。
处理措施:造成末塔废水含醇量和COD高的主要原因是末塔负荷较重和塔釜温度控制过低。通过控制高压塔塔釜醇含量及进料量,稳定末塔负荷和提高塔釜温度在对应废水压力下的饱和温度以上,从而控制废水含醇量和COD达标。
(5)粗甲醇加碱装置管道振动大。
处理措施:造成粗甲醇加碱装置管道振动大的主要原因是加碱位置在粗醇进料泵出口。由于系统压力较高(0.6~0.8 MPa)造成加碱管线阻力大,使整个加碱装置管道振动大。通过将加碱位置改在粗醇进料泵进口,有效地解决了加碱装置管道振动大的问题。
6 结语
五塔精馏工艺流程和隔板塔式甲醇回收塔副产乙醇的工艺方法,在实际工艺操作过程中,能够实现产品质量达到GB 338—2011优等品和乙醇质量分数小于30×10-6。五塔精馏工艺与以往三塔和四塔精馏工艺在操作上截然不同,需要摸索优化。如隔板塔式甲醇回收塔副产乙醇含量未达到设计要求,高压塔系统压力高,在物料负荷和热量利用分配上还有一定的优化空间,其蒸汽消耗可以进一步降低,从而使整个装置工艺最优化,达到节能降耗和产品质量最佳的效果。
