恒压与恒流两种铝阳极氧化控制方法的比较
2022-02-14黄允芳蔡锡昌蒋利民
黄允芳,蔡锡昌,蒋利民
(1.江苏商贸职业学院,江苏 南通 226011;2.精细化学品集团有限公司,浙江 台州 318020)
铝作为用量仅次于钢铁的第二大金属,在国民经济发展中起到积极而重要的作用。铝阳极氧化工艺是一种保护铝表面免遭腐蚀的有效措施,特别在户外铝材被广泛应用。铝阳极氧化膜厚的控制方法可分为恒压与恒流两种方法。然而,对两种控制方法的优缺点比较鲜有报道,给铝阳极氧化生产一线工作者对控制方法选择或更改带来困惑。只有深入了解两种控制方法的相同点、不同点及各自应该注意的问题,结合企业阳极氧化生产线自身的实际情况,才能对控制方法作出正确的选择或更改。
所谓恒压控制,就是在阳极氧化前将电源控制柜上的恒压开关(或恒压档)合上、恒流开关(或恒流档)断开,按预先试验与膜厚实测的结果,设定电压(一般取12~18 V之间的某一数值)与时间,这样在阳极氧化整个处理过程中,电源控制电压是恒定不变的;所谓恒流控制,就是在阳极氧化前将电源控制柜上的恒流开关合上、恒压开关断开,按工件可阳极氧化的总表面积与选定的电流密度(一般取1.0~2.0 A·dm-2之间的某一数值[1]),计算出所要设定的总电流,按膜厚要求设定时间,这样在阳极氧化整个过程中,电源控制总电流是恒定不变的。本文主要对恒压与恒流两种控制方法进行比较,并对各自可能遇到的实际问题提出一些对策措施,供从事铝阳极氧化技术与生产的同行们参考。
1 实验
1.1 材料和工艺条件
铝工件试样为6063-T5铝合金型材,具体成分见表1所示。阳极氧化工艺条件:槽液温度18~22℃,槽液组成为游离H2SO4155~175 g·L-1、Al3+12~18 g·L-1。电解着色工艺条件:着色电压为17 V,槽液温度19~21℃,槽液组成为游离H2SO415~17 g·L-1、SnSO414~16 g·L-1、着色稳定剂20~25 g·L-1。常温封闭工艺条件:槽液pH 6.0~6.5,槽液温度27~29℃,封闭时间1.0~1.2 min·μm-1,槽液组成为Ni2+1.0~1.2 g·L-1、F-0.3~0.4 g·L-1。

表1 6063-T5铝合金型材的化学成分[2]Tab.1 Chemical composition of 6063-T5 aluminum alloy[2]
1.2 仪器和工艺流程
采用GGDF 200A/22V高频开关电源为阳极氧化电源;采用Surfix/Pocket-Surfix®涡流测厚仪测定膜厚。按GB/T 8753.1-2017硝酸预浸的磷铬酸失重法进行封闭质量检验。
工艺流程:6063铝工件试样→脱脂→水洗→碱洗→水洗→水洗→中和→水洗→阳极氧化→水洗→水洗→电解着色→水洗→水洗→常温封闭→水洗→水洗→沥干→试样检测
2 结果与讨论
2.1 恒压控制优缺点
阳极氧化生成的膜厚主要取决于可阳极氧化铝工件表面通过的电量,而不是取决于电压[3]。因此采用恒压控制,在控制阳极氧化膜厚偏差方面,特别是对25μm以上阳极氧化厚膜控制,准确性不如恒流控制。但是,阳极氧化电压与电流密度也存在着很大的关系,恒压控制下的电流密度随电压的升高而递增,在常规阳极氧化工艺条件下较短的时间内,几乎呈正比例关系,因而对生产薄膜至中等厚度膜(5~12μm),采用恒压控制同样能较好地控制厚度偏差。
采用恒压控制,通常设定电压12~18 V,对抛光工件,为了减少在阳极氧化过程中失光,一般采用较高的硫酸浓度(200~250 g·L-1),因而电压值往往设定较低;而对某些工件,特别是电解着色黑色料,为了获得颜色均匀的真黑色,需要设定较高电压。归纳起来,采用恒压控制有两个主要优点:(1)操作简便,在稳定槽液中的硫酸和铝离子浓度及槽液温度的前提下,无需计算同挂所有处理工件中可阳极氧化的表面积,只需控制同挂处理工件的实际总电流不超过电源的额定电流,以防止电源超负荷运行。(2)当同一挂工件中有少数几个工件出现导电不良时,随阴阳极比(即浸没在阳极氧化槽液内铝工件所对应的阴极表面积与铝工件表面积之比)发生变化,总电流会自然降低,使得其余工件上的电流密度基本维持不变,以致只是导电不良几个工件出现没膜或膜厚偏低问题,而其余同挂工件的成膜速度与膜层质量基本不受影响。
2.2 恒流控制表面积计算及优缺点
在工业化生产中,采用恒流控制,必须要计算工件表面积。一般工件阳极氧化表面积主要按两种方法计算:(1)按工件断面图上所标注的尺寸计算断面外周长(m),再乘以工件的长度(m),就得到工件的表面积;(2)直接对工件实物样品测量断面外周长(m),再乘以工件的长度(m),就得到工件的表面积。另外,对有型腔的工件,还要考虑端头型腔内壁阳极氧化膜进入部分的表面积。在工件两端都浸没在电解液内情况下,需要计算两端型腔内膜(在图1中以L标出),而对大型立式阳极氧化生产线,工件上端露出槽液,则只计算下端型腔膜。受电场屏蔽影响,膜进入厚度呈急速递减趋势,因此不能按进入膜总表面积计算,而应该换算成相当于外表面膜厚的等效表面积。通过对多种规格铝工件的试验与膜厚测试,结果是:膜进入深度约为型腔短边长度的15倍,等效表面积约为进入膜总表面积的35%。因而,膜进入等效表面积计算可简单按下式(1)计算。
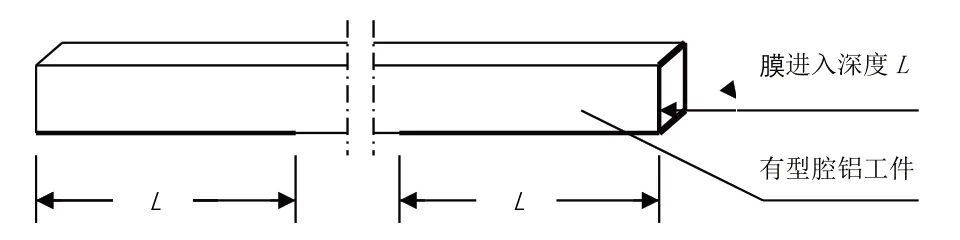
图1 有型腔铝工件阳极氧化膜进入内腔深度示意图Fig.1 Schematic diagram of lumen depth of film entering for aluminum workpieces after anodizing

式中:S为膜进入等效表面积,m2;a为工件型腔长边,mm;b为工件型腔短边,mm;k为膜进入厚度递减系数,取0.35。
对某些经过复杂深加工的工件(如汽车天窗导轨类),断面形状多变,直接对实物测量不仅繁琐,也难计算准确,基于工件的断面厚度基本相同,这类工件的表面积(m2)可简单按下式(2)计算。

式中:S为工件表面积,m2;W为工件重量,kg;δ为工件厚度,mm;2.7为铝的相对密度;2为代表工件表面两个面;k为表面积增补系数,大于1.0。
采用恒流控制,除计算工件表面积外,还需特别注意:在开始通电升压时,要观察电压表或电压显示器上升压是否正常。当电压出现异常、超出正常范围时,说明该挂工件中有一部分工件导电不良;当不良导电工件较多,或全部不导电(这种情况往往是导电横梁与总挂具,或导电横梁与槽边导电座间不导电)时,需要及时手动断电。只有在排除不良导电故障后,才可二次通电,不然会损坏电压表或电压控制元件。为维持在恒流控制下总电流不变,加在其余导电良好工件上的电流密度就变大,显示的电压随之也变大,当导电不良工件数占比较大,工件进入后道工序时,阳极氧化劣质膜层问题会连带出现电解着色与封闭质量问题(见表2)。
试验表明:恒流控制下随不良导电工件数占比增加,其余导电良好工件的电压与电流密度都会随之增大,膜厚会随之偏高。在电流密度为1.5 A·dm-2下,不良导电工件占比约5%是电解着色出现颜色质量波动的一个临界点;不良导电工件占比约10%是出现封闭质量波动的一个临界点。
在总电流不变情况下,电流密度与工件表面积呈反比关系,因此,表2中“其余工件电流密度”按下式(3)计算。

表2 恒流控制下部分工件导电不良对其余工件的连带影响Tab.2 The joint influence of poor conductivity of some workpiece on others under constant current control

式中:I为其余工件电流密度,A·dm-2;I0为原选定的电流密度,1.5 A·dm-2;X为导电不良工件数占比,%。
可采取的对策措施:阳极氧化刚通电升压时要注意观察升压情况,如果观察到通电后电压超出正常值0.5 V以上,应及时将电压调回正常值,以使其余工件处于正常阳极氧化状态;如果观察到电压超出1.0 V以上,应马上手动断电,及时排除不良导电故障。
采用恒流控制,一般设定电流密度值为1.0~2.0 A·dm-2,与恒压控制同样,对抛光工件,电流密度取下限;而对电解着色黑色料,为稳定颜色与封闭质量,电流密度取1.4~1.6 A·dm-2。采用恒流控制,主要优点是在工件全部导电良好前提下,能有效控制膜厚偏差。因为阳极氧化成膜耗电成本在生产成本中占比最大,所以控制膜厚偏差更小,等于更好地节省生产成本。另外,封闭时间通常按膜的厚度设定,电解着色速度受膜的厚度影响较大[4],因此膜厚偏差控制较小,又意味着能使电解着色颜色与封闭质量相对稳定。
2.3 在工艺条件波动较大情况下膜厚偏差的比较
在工业化生产中,一般常规阳极氧化工艺条件波动范围:H2SO4150~170 g·L-1、Al3+12~18 g·L-1、温度18~22℃。在这一工艺条件上限与下限两种极端情况下,两种控制获得的膜厚偏差比较见表3。
试验表明:在工艺条件波动较大情况下,恒压控制的膜厚偏差相对较大的原因,是由于硫酸浓度、铝离子浓度与槽液温度都直接影响槽液的电阻[5],导致总电流偏差较大,见表3所示,恒压控制下总电流从46.3 A上升至63.5 A。为了有效缩小膜厚偏差,如果阳极氧化生产线自身设备原因不能缩小工艺条件波动,应通过现场试验与膜厚实测,对设定电压或时间及时作出适当调整。也就是说,恒压控制下要观察每挂处理工件刚开始通电时的总电流是否有异常波动,一般对表面积基本相同的工件,为了控制较小膜厚偏差,需要及时对总电流异常波动进行调整。而恒流控制下电源会自动调整电压,见表3中恒流控制下电压从17.0 V下降至15.4 V,因而在工艺条件波动较大情况下,恒流控制下的膜厚偏差较小。

表3 在工艺条件波动较大情况下膜厚偏差的比较Tab.3 The comparison of film thickness deviation under fluctuating process conditions
2.4 在阴阳极比波动较大情况下膜厚偏差的比较
浸没在阳极氧化槽液内铝工件所对应的阴极表面积与铝工件表面积之比,即阴阳极比,一般控制要求大于1∶2[6]。当阴阳极比过小时,由于投射到铝工件表面的电流密度不均匀,会导致生成的阳极氧化膜厚不均匀。特别是在阴极使用太久而破损情况下,还会容易引起工件导电接触不良、封闭表面起粉等现象。
在阳极氧化工艺条件相同的情况下,随阴阳极比波动(即被处理的铝工件表面积波动),对恒压与恒流两种控制方法的膜厚偏差影响见表4。
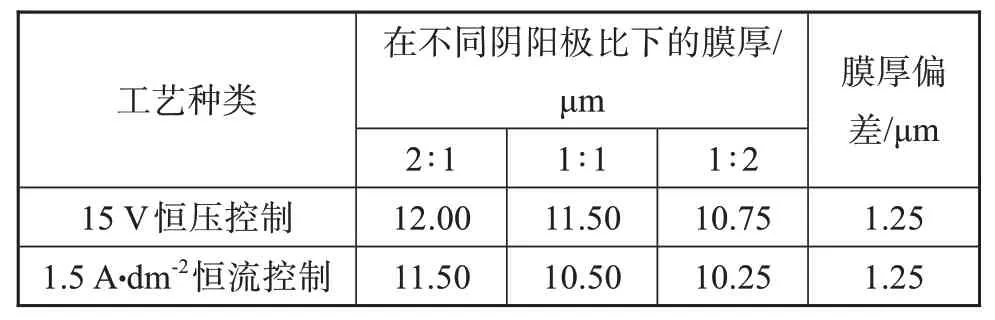
表4 在阴阳极比波动较大情况下膜厚偏差的比较Tab.4 The comparison of film thickness deviation in the case of large fluctuation of anode/cathode ratio
由表4的试验数据可知,无论是恒压控制,还是恒流控制,阴阳极比较大,即工件表面积较小,则获得的阳极氧化膜偏厚,反之膜偏薄;在阴阳极比2∶1与1∶2两种情况下,两种控制的膜厚偏差均达到1.25μm。为了减轻阴阳极比波动的影响,较多阳极氧化槽组的阴极的横断面制成波纹或锯齿形状,以提高阴极表面积,能比较有效地防止出现阴阳极比过小现象。
3 结论
(1)恒压控制下总电流随阳极氧化时间延长而缓慢下降;恒流控制下电压随阳极氧化时间延长而缓慢上升。
(2)恒压控制下及时调整异常的总电流波动,可以缩小由工艺条件波动较大引起的膜厚偏差;恒流控制下及时调整异常的电压波动,可以减轻不良导电工件对其余工件的连带影响。
(3)为控制好膜厚波动,两种铝阳极氧化控制都需要稳定阴阳极比,即稳定每挂工件的表面积,且控制阴阳极比大于1∶2。
(4)采用恒流控制,对工件导电接触要求高,需要准确计算工件表面积,最大优点是有利于降低生产成本与保证后道工序质量,应优先选用。