无氰电刷镀银镀层性能研究
2022-02-14杜宝帅张忠文李新梅步衍江张鲁宁
索 帅,李 文,杜宝帅,张忠文,,李新梅,步衍江,张鲁宁
(1.山东电力工业锅炉压力容器检验中心有限公司,山东 济南 250002;2.国网山东省电力公司电力科学研究院,山东 济南 250002)
电力系统中,为保证良好的导电性和导热性常采用铜及其合金来制造高压开关触头,而为防止氧化,减小接触电阻,其表面常采用镀银工艺[1]。在触头工作过程中由于摩擦、烧蚀等情况,容易造成触头镀银层质量下降甚至脱落失效,针对这种情况,常采用更换或者采用含氰电刷镀银工艺进行修复[2]。对于拆解困难的设备,采用更换的方式不但需要较大的人力财力,且效率低下,同时还造成了大量不必要的浪费。对于含氰电刷镀银,其工艺简单便于操作,且镀银层性能良好,但是因氰化物含有剧毒,不利于环境以及人体健康,为此国内外相关机构对无氰镀银进行了广泛而深入的研究,然而制备出的镀银层性能仍不能满足触头的使用要求。为制备出满足要求的镀银层,需研发更加合适的无氰镀银液配方,而丁二酰亚胺[3]以及亚氨基二磺酸铵[4]对银有良好的络合能力,因此本文分别以丁二酰亚胺和亚氨基二磺酸铵为主配位剂,配制了两种无氰镀银液,通过电刷镀工艺在紫铜基体表面制备出了镀银层,并对其外观、厚度、硬度、摩擦磨损性能和微观形貌等方面进行了测试和分析,为后续的无氰电刷镀银液研发提供实验数据。
1 实验
1.1 试样制备
试样基体为20 mm×80 mm×4 mm紫铜,刷镀前采用400目砂纸及砂光机对试样进行打磨,并冲洗干净,打磨后试样表面粗糙度不超过Ra6.3μm。采用MeteSage导电板智能修复仪进行电刷镀银,两种体系采用相同刷镀工艺,刷镀温度为25℃,刷镀速度约为12 m/min[5],其流程及参数如图1所示。

图1 刷镀工艺流程及参数Fig.1 Process flow and parameters of brush plating
亚氨基二磺酸铵体系镀液组成为:硝酸银35~50 g/L,亚氨基二磺酸铵80~100 g/L,乙酸铵15~28 g/L,柠檬酸三铵5~10 g/L,连二亚硫酸钠8~10 g/L。
丁二酰亚胺体系镀液组成为:2,2’-联吡啶0.5~1.5 g/L,硝酸银40~60 g/L,丁二酰亚胺110~150 g/L,5,5-二甲基乙内酰脲20~30 g/L,焦磷酸钾40~60 g/L,乙酸铵10~28 g/L,无水碳酸钾5~20 g/L,,氢氧化钾70~90 g/L。
1.2 实验方法
采用布鲁克手持式X射线荧光合金分析仪测量镀银层的厚度。采用Q30M自动数显显微维氏硬度计测试镀银层硬度。采用MDW-02高速往复摩擦磨损试验仪对镀银层进行摩擦磨损实验,试验力为5 N,总行程120 m,方式为干摩擦,温度为室温。采用ZEISSSUPRA55扫描电镜对镀银层微观形貌进行观察,并对部分微区采用能谱仪进行成分分析。
2 结果与讨论
2.1 镀银层形貌
图2 为通过电刷镀工艺制备的镀银层宏观形貌,由图2可知两种无氰镀银体系下镀层外观均呈亮白色,且无起皮脱落等现象。
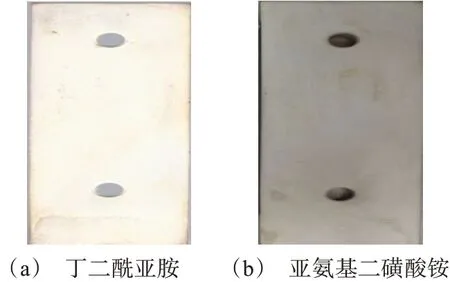
图2 电刷镀银层宏观形貌Fig.2 Macro morphology of brush silver plating layers
图3 为镀银层微观形貌,可以发现两种体系电刷镀银层都由细小的颗粒堆积而成。其中丁二酰亚胺体系镀银层表面平整,颗粒呈胞状并且排列致密,平均粒度约为6.7μm,存在个别较大颗粒凸起以及少数孔隙。亚氨基二磺酸铵体系镀银层表面略有起伏,颗粒呈凸起的花椰菜状形貌[6],花椰菜颗粒之间有明显的缝隙,而其内部又由更加细小且结合致密的颗粒堆积而成,花椰菜状颗粒粒度约为18.0μm,内部细小的颗粒粒度约3.6μm。通过比较两种体系镀层微观形貌可知,丁二酰亚胺镀银层表面更加平整,颗粒排列更加致密。

图3 电刷镀银层微观形貌Fig.3 Microstructure of brush silver plating layers
2.2 镀银层厚度
所测得两种体系镀银层厚度均值如表1所示,其中丁二酰亚胺体系镀银层厚度均值为28.24μm,亚氨基二磺酸铵体系镀银层厚度均值为21.14μm,满足标准Q/GDW 11718.1-2017中镀银层厚度需不小于20μm的要求。
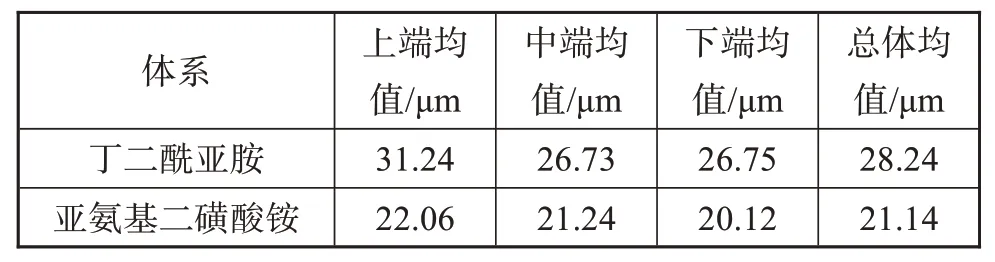
表1 电刷镀银层厚度Tab.1 Thickness of brush silver plating layer
2.3 摩擦磨损性能
2.3.1摩擦系数
图4 为两种体系镀银层摩擦系数曲线,可以看出在5 N的试验力下,丁二酰亚胺体系摩擦系数较亚氨基二磺酸铵体系摩擦系数更加平稳,且具有更小的摩擦系数,其中丁二酰亚胺体系电刷镀银层摩擦系数稳定维持在1~2之间,亚氨基二磺酸铵体系镀银层摩擦系数维持在1~3.5之间。

图4 电刷镀银层摩擦系数Fig.4 Friction coefficient of brush silver plating layers
2.3.2硬度及磨损速率
图5 为镀银层显微硬度分布,从图5中可以看出丁二酰亚胺体系镀银层硬度分布较为均匀,在128~141 HV之间,亚氨基二磺酸铵体系镀银层硬度分布起伏较大,在114~144 HV之间。

图5 电刷镀银层显微硬度分布Fig.5 Microhardness distribution of brush silver plating layers
图6 为电刷镀银层硬度均值与磨损速率。图6中丁二酰亚胺体系镀银层硬度均值约为135.4 HV,亚氨基二磺酸铵体系镀银层硬度均值略低,约为130.3 HV,均满足标准Q/GDW 11718.1-2017中对镀银层硬度的要求。经过摩擦磨损试验后,通过总行程及损失重量得出磨损速率分别为0.1375 mg/m和0.1858 mg/m[7]。可以看出丁二酰亚胺体系镀银层硬度较高,磨损速率相对较低,耐磨损性能较好。

图6 电刷镀银层硬度均值与磨损速率Fig.6 Average hardness and wear rate of brush silver plating layers
2.3.3摩擦磨损表面微观形貌及能谱分析
图7 和图8分别为丁二酰亚胺体系和亚氨基二磺酸铵体系镀银层摩擦磨损后表面微观形貌照片。由图7可以看出,丁二酰亚胺体系镀银层磨损表面较为光滑平整,存在犁沟、碎屑以及片状物撕裂的痕迹,推断其磨损机制为磨粒磨损和黏着磨损,结合图9所示A区域能谱分析结果,除Ag元素外,还含有Cu、C元素,Cu元素的存在说明该区域镀层发生磨穿等情况[8-10],C元素推测为镀层表面残留镀液中碳酸盐所含的C元素。由图8可以看出,亚氨基二磺酸铵体系镀银层磨损表面同样存在犁沟、碎屑,此外还存在面积较大的剥落以及凹坑,推断其磨损机制同样为磨粒磨损以及黏着磨损,且磨损情况较丁二酰亚胺要严重一些,对图中B区域进行能谱分析,结果如图9所示,该区域除Ag元素外还含有Al元素,推测为该试样中的合金元素发生了转移。
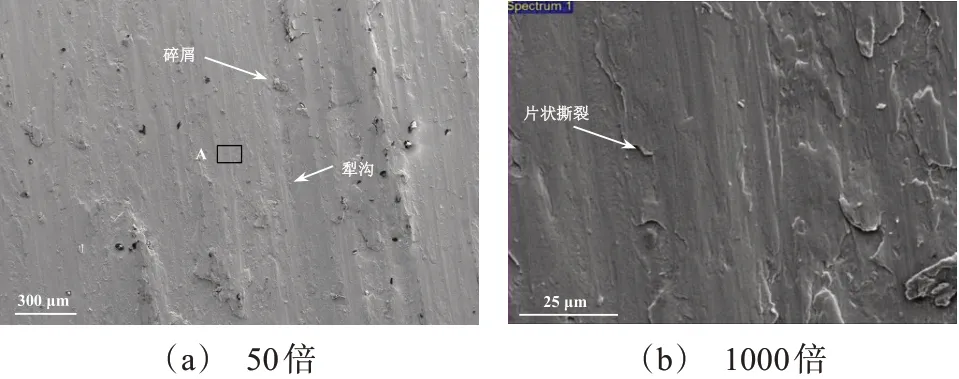
图7 丁二酰亚胺体系镀银层摩擦磨损表面Fig.7 Friction and wear surface of silver plating layer in succinimide system
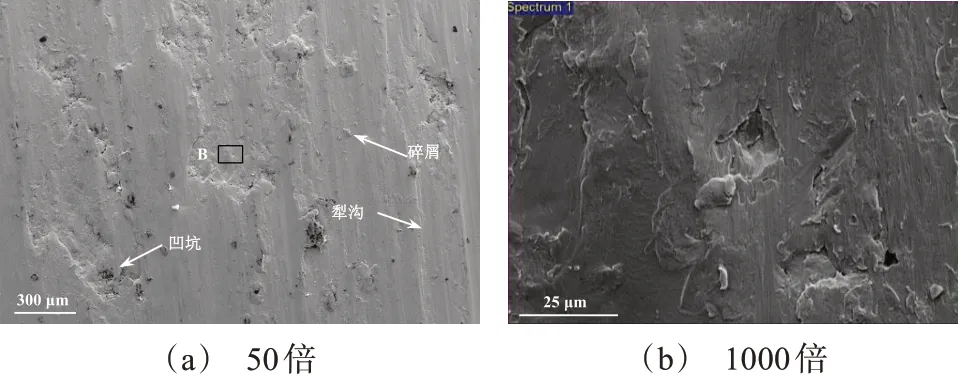
图8 亚氨基二磺酸铵体系镀银层摩擦磨损表面Fig.8 Friction and wear surface of silver plating layer in ammonium iminodisulfonate system
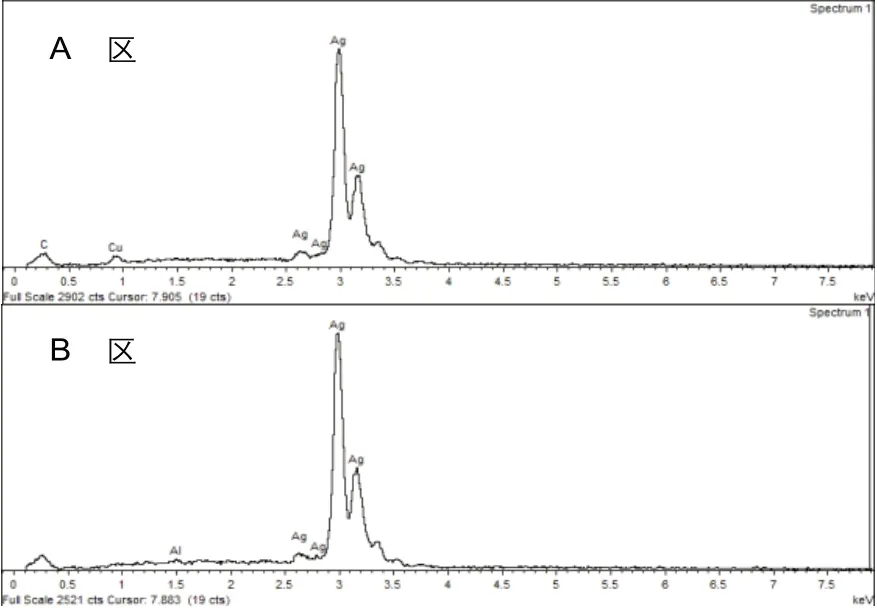
图9 电刷镀银层磨损后表面EDS分析结果Fig.9 EDSanalysis results of worn silver brush plating layers
3 结论
(1)配制了两种体系无氰镀银液,通过电刷镀工艺成功在紫铜基体表面制备出了外观光亮平整的镀银层,其厚度、硬度均满足Q/GDW 11718.1-2017中的要求,磨损机制均为黏着磨损及磨粒磨损。
(2)丁二酰亚胺体系镀液制备出的镀银层性能要优于亚氨基二磺酸铵体系,其微观表面更加平整,颗粒排列更加致密,厚度均值达28.24μm,硬度均值达135.4 HV,磨损速率为0.1375 mg/m。